3 種金屬成形技術制作的鈷鉻合金全冠表面質量的比較研究
2018-08-21 02:56:50何勇李月趙靜
實用口腔醫學雜志 2018年4期
何勇 李月 趙靜
鈷鉻合金因不含導致過敏的鎳元素[1]、生物相容性良好、耐疲勞性強、機械強度高及價格經濟成為目前應用最廣的口腔用合金材料之一[2]。失蠟精密鑄造技術是鈷鉻合金全冠制作的主流方法。該法需要先手工制作個性化蠟型,對熔模進行包埋、焙燒,再進行鑄造,不僅工藝繁瑣、周期長、制作效率低,而且易出現鑄造不全、鑄件變形、粘砂等問題[3],已無法滿足醫生和患者們對于實現快速化、個性化口腔修復治療的要求。
隨著科技的發展,口腔修復體制作邁入以計算機技術為支撐平臺的數字化口腔修復時代。口腔修復領域的數字化制造技術主要包括減材制造技術和增材制造技術[4]。計算機數控(computerized numerical control,CNC)銑削技術是基于“減材”形式的制造方法,通過光學掃描儀獲取數字印模,經計算機輔助設計的修復體數字模型,在數控機床上將塊狀材料逐步銑磨出修復體。選擇性激光熔融(selective laser melting,SLM)技術是一種基于“增材”方式的快速成型技術,它是根據計算機輔助設計的修復體數字模型,利用SLM設備在特定的技術參數,如激光掃描速度、掃描空間、掃描溫度等條件下,將金屬粉末逐層疊加熔融[5]。CNC、SLM等數字化口腔修復技術正在逐步替代傳統的鑄造加工方式,使自動化或半自動化制作修復體成為現實[6],提高了加工效率和精度,縮短了加工時間,成為口腔修復體制作的新趨勢[7]。
口腔修復體的質量是選擇制作技術的關鍵因素。目前對于CNC銑削和SLM制作的修復體的研究主要集中在機械性能、生物學性能等方面,而對于修復體表面質量的研究較少[8]。表面粗糙度是評定修復體表面質量的一項重要指標,與制作方法和工藝密切相關,是評價金屬修復體是否成功的重要指標[9]。表面粗糙度低的修復體,不僅患者戴用感覺舒適,還可阻止細菌在其表面附著,有利于牙體牙周組織健康。表面平滑光潔還能防止金屬失去光澤,增強金屬的抗腐蝕能力。目前國內對鈷鉻合金全冠表面粗糙度的研究主要通過立方體或金屬片[10-11]試件實現,不能完全體現臨床應用的情況。本研究采用3 種不同的金屬成形技術制作鈷鉻合金全冠,通過分析自然表面和研磨拋光處理后表面的表面粗糙度及顯微形貌,評價不同金屬成形技術對鈷鉻金屬全冠表面質量的影響,為計算機輔助技術在口腔修復領域中的應用提供參考。
1 材料與設備
1.1 主要材料與儀器
右上第一前磨牙為金屬全冠預備模型的上下頜樹脂標準模型(Dental Study Model A50,Nissin,日本);牙科模型石膏(賀利氏古莎,德國);輕型加聚型硅橡膠印模材(ImprintTMⅡ型混合槍注式,3M ESPE,美國);技工復模硅橡膠印模材(elite double 16,Zhermack,意大利);鈷鉻合金(Co 60.2%、Cr 25.0%、Mo 4.8%、W 6.2%,Wirobond 280)、鈷鉻合金粉(Co 61.5%、Cr 26.0%、Mo 6.0%、W 5.0%,Wirobond C+,Bego,德國);鈷鉻合金切削金屬盤(Co 61%、Cr 26.0%、Mo 4.5%、W 6.5%,JINBEGO DC);牙科三維掃描儀(AutoScan-DS200+,先臨三維);金屬激光3D打印機(EOS M280,德國);數控牙科雕刻機(DWX-50,Roland,日本);3D光學輪廓儀(KLA-Tencor Micro XAM,美國);掃描電子顯微鏡(JSM-6701F,日本)。
1.2 方法
1.2.1 樣品制備 選擇右上第一前磨牙為金屬全冠預備模型的上下頜樹脂標準模型,用硅橡膠復模材料復制30 個印模,并用硬石膏灌注石膏模型。將石膏模型隨機分為鑄造、SLM、CNC 3 組,每組10 個模型,隨機編號1-10。鈷鉻合金全冠的制作及打磨拋光均委托深圳市家鴻口腔醫療股份有限公司按企業生產標準制作完成。鑄造組由一名熟練的牙科技師在基牙預備體石膏模型上制作10 個全冠修復體的蠟型,采用失蠟精密鑄造技術對蠟型進行包埋鑄造。鑄造溫度1 350 ℃,離心功率1.6 MHz,鑄造完成后的鈷鉻合金全冠在Al2O3粒度400 μm、壓強0.2~0.3 MPa的條件下進行表面噴砂、清潔。CNC組和SLM組模型由另一名熟練的牙科技師采用牙科三維掃描儀進行掃描生成數字模型,并分別設計數字化金屬全冠修復體。CNC組采用數控牙科雕刻機銑削鈷鉻合金金屬盤,車針最小直徑為1 mm,轉速16 000 r/min,銑削完后采用慢速打磨機將10 個鈷鉻合金全冠從金屬盤上切割下來。SLM組采用金屬激光3D打印機選擇性、逐層熔融鈷鉻合金粉末,光纖激光強度200 W,最大掃描速度12 m/s,熔覆層厚30 μm,光斑直徑40 μm,惰性氣體氛圍,打印完成后采用慢速打磨機將10 個鈷鉻合金全冠從支撐柱上切割下來。30 個鈷鉻合金全冠的自然表面進行表面粗糙度測量和顯微形貌分析后,再由同一名熟練的牙科技師按照企業工藝流程,依次使用鎢鋼磨頭、金剛砂車針、碳化硅綠砂石、氧化鋁白砂石、橡皮輪,最后用棉輪加金相拋光膏對30個鈷鉻合金全冠進行表面研磨拋光處理,直至呈現鏡面狀。
1.2.2 表面粗糙度測量 采用3D光學輪廓儀,分別測量鈷鉻合金全冠的自然表面和研磨拋光表面的縱向輪廓特征和三維輪廓特征,并計算輪廓算術平均偏差Ra。測試前,所有全冠樣品均用蒸餾水超聲震蕩清洗3 min后自然晾干。測試環境為溫度(20±3) ℃,濕度(40~80)%RH,測尖2 μm,最大測量范圍20 μm,最大取樣長度8 mm,測量部位為頰軸嵴中點處,取樣長度0.8 mm。
1.2.3 顯微形貌分析 鑄造組、CNC組和SLM組隨機選擇一個全冠樣本,在研磨拋光處理前后,用導電膠固定,在掃描電子顯微鏡下(SEM)觀察其顯微形貌。工作電壓15 kV,放大倍數500。
1.3 統計學分析
采用多均數比較的方差分析法分析不同成型方法對鈷鉻合金全冠的表面粗糙度的影響,差異有統計學意義再進行兩兩比較。SPSS 19.0進行統計處理,檢驗標準為α=0.05。P<0.05時差異有統計學意義。
2 結 果
2.1 金屬全冠宏觀表面形態
研磨拋光前,CNC組鈷鉻合金全冠表面有金屬光澤,微見平行排列的云紋狀加工痕跡;SLM組鈷鉻合金全冠表面粗糙,可見大量顆粒狀加工痕跡;鑄造組鈷鉻合金全冠呈灰暗表面,未見明顯加工痕跡。研磨拋光后,鈷鉻合金全冠的自然表面均光滑呈鏡面狀,有金屬光澤且不可辨加工痕跡(圖 1)。

圖 1 研磨拋光前、后3 種金屬全冠表面形態
Fig 1 The surface of the crowns before and after grinding and polishing
2.2 表面粗糙度(Ra)
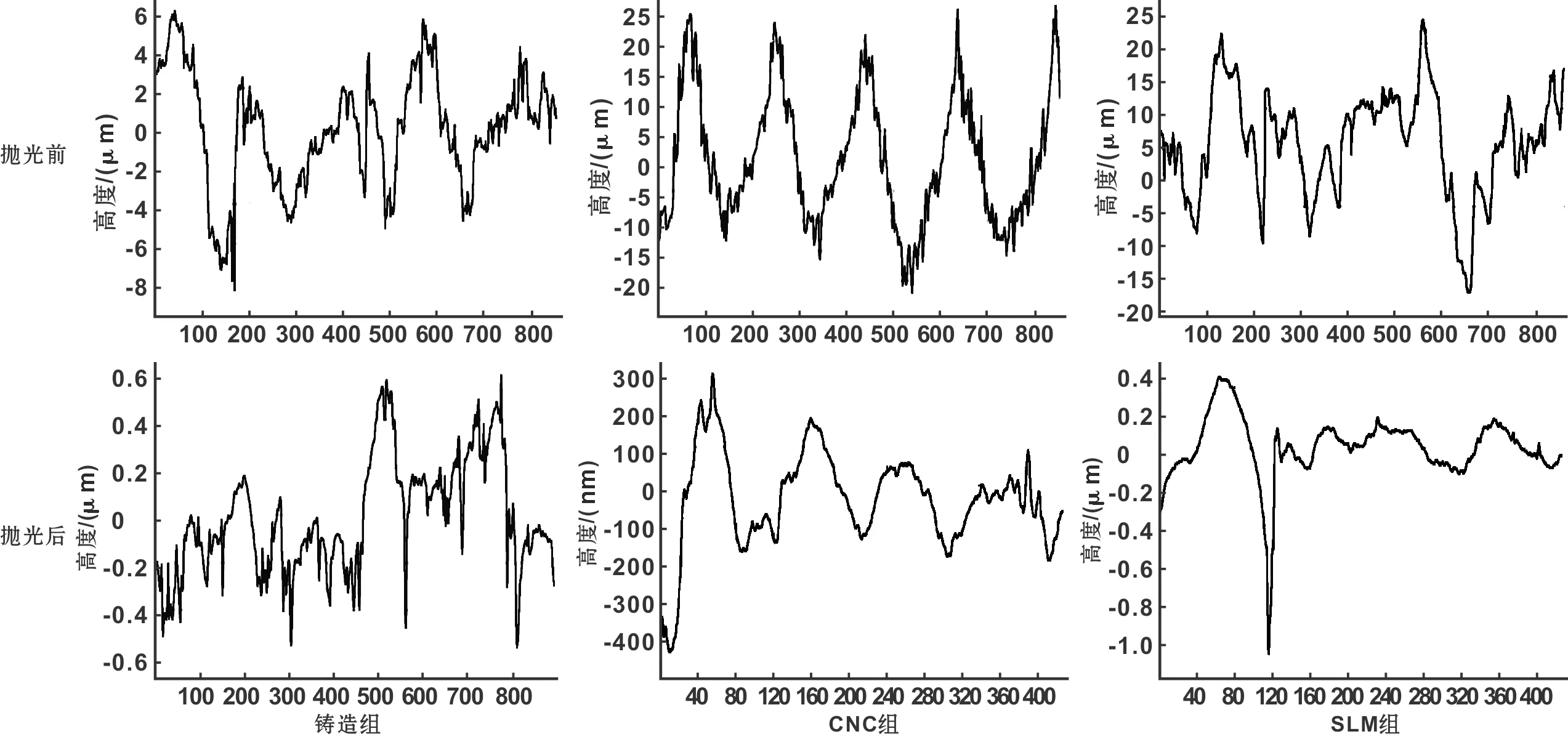
研磨拋光前后,鑄造組、CNC組和SLM組的鈷鉻合金全冠的表面Ra均值,差異均有統計學意義(P<0.05)。研磨拋光前,鈷鉻合金全冠的自然表面的表面粗糙度Ra值CNC組<鑄造組 組別研磨拋光前研磨拋光后鑄造組1.887±0.230b0.190±0.059dCNC組1.251±0.473c0.089±0.037fSLM組4.650±0.553a0.136±0.044e 注: 不同的上標字母代表組間差異具有統計學意義,P<0.05 研磨拋光前,3 種不同技術制作的鈷鉻合金全冠的自然表面均存在高低起伏的輪廓。其中CNC組的表面輪廓排列最規律,每個輪廓寬度為~150 μm,高度為±2.5 μm。鑄造組和SLM組的表面輪廓排列不規律,輪廓高度遠大于CNC組。研磨拋光后,3 種技術制作的鈷鉻合金全冠的表面輪廓高度均變小,在±0.6 μm以內,其中CNC組和SLM組絕大多數表面的輪廓高度在±0.2 μm范圍內(圖 2)。 圖 2 研磨拋光前后3 種成形技術制作的鈷鉻金屬全冠自然表面的縱向輪廓圖 研磨拋光前,CNC組鈷鉻合金全冠的自然表面呈較規則的條紋狀,鑄造組和SLM組表面輪廓粗糙且無規律。研磨拋光后,3 組鈷鉻合金全冠的表面均呈緊密平行排列的細條紋狀,CNC組和SLM組比鑄造組更光滑平整(圖 3)。 圖 3 研磨拋光前、后3 種成形技術制作的鈷鉻金屬全冠的表面三維輪廓圖 研磨拋光前、后,3 種成形技術制作的鈷鉻金屬全冠表面顯微形貌見圖 4。研磨拋光前,CNC組全冠自然表面致密,可見較均勻且有規則的磨痕;SLM組全冠自然表面明顯凹凸不平;鑄造組全冠自然表面的顯微形貌特征介于兩者之間。研磨拋光后,CNC組表面致密均一,偶見淺顯的磨痕,SLM組表面較研磨拋光前明顯光滑平整,但仍可見大量方向一致的表面磨痕,而鑄造組全冠表面則暴露出大量孔隙,直徑可達~20 μm。 不同的加工制作方法對材料的結構和性能會產生一定的影響[12]。本研究對目前最常用的3 種金屬成形工藝制作的鈷鉻金屬全冠的表面粗糙度和顯微形貌進行分析,結果表明不同的加工制作方法對鈷鉻金屬全冠表面質量存在顯著影響。 Ra是在取樣長度內,表面輪廓偏離平均線的算術平均值,被廣泛用于描述牙科材料的表面粗糙度。當Ra的值大于6.3 μm或小于0.025 μm時常選用Rz;當待測表面過小而不足單個取樣長度時常選用Ry[13]。由于鈷鉻合金全冠Ra值一般在0.025~6.3 μm范圍內,且全冠表面大于取樣長度,因此本研究采用Ra值作為全冠表面粗糙度分析評定參數。本研究結果顯示,未經研磨拋光的CNC組全冠自然表面的Ra均值為1.251 μm,SLM組全冠自然表面的Ra均值為4.650 μm。這一結果與國家標準中所述利用車、銑、刨、磨等機械加工方法加工的零件表面粗糙度Ra<2.5 μm,而SLM成形件的Ra一般在5~50 μm之間基本一致[14]。3 種不同金屬成形工藝制作的鈷鉻合金全冠的自然表面中,CNC全冠的表面粗糙度最低,表面有大量規則、平行的磨痕,磨痕的寬度與加工過程中使用的刀具直徑基本一致。在CNC銑削加工過程中刀具接觸金屬料塊表面產生摩擦,繼而金屬材料發生塑性變形、甚至斷裂從而離開料塊產生粗糙的表面。影響表面質量的因素很多,包括刀具的材質和直徑、路徑設計、切削速度,以及工藝系統中是否存在高頻振動等[15]。刀具直徑越細、路徑設計越密(步長),產生的磨痕就越窄也越淺。隨著切削速度的提高,切削溫度提高,摩擦系數下降,材料的塑性變形也減小;同時高速銑削階段材料熱軟化效應也使切削層易被切除,減少了加工中的撕裂現象,故也可得到較好的表面質量。SLM組的全冠表面粗糙度最高,且顯著高于鑄造組和CNC組,這可能與SLM成形過程中激光線能量密度、粉末粒度、粉層厚度以及層間掃描策略等[10,16]工藝參數設置以及分層產生的階梯效應以及傾斜角度[17]有關。而這些工藝參數是相互關聯、相互影響的,參數過大或過小都不利于表面粗糙度的改善。鑄造金屬的表面粗糙度主要受金屬的種類、鑄造溫度、包埋材料的顆粒細度、鑄件的噴砂方法等因素影響[18-22]。目前鑄造鈷鉻全冠制作以磷酸鹽包埋材料在真空下進行蠟型包埋,且鑄造溫度、噴砂條件比較嚴格,因而鑄造噴砂后的鈷鉻全冠表面質量尚可。 圖 4 研磨拋光前、后3 種成形技術制作的鈷鉻金屬全冠的表面SEM圖 Fig 4 The SEM photographs of the crowns before and after grinding and polishing 本研究中3 種不同金屬成形工藝制作的鈷鉻合金全冠,其自然表面均較為粗糙,不能滿足臨床應用對修復體表面光潔的要求,因此常規修復體制作流程中需要一系列研磨和拋光處理(屬于手工機械性成形件后處理方法),以期降低表面粗糙度,使修復體表面光滑、平整。本研究結果顯示,研磨拋光處理鑄造組、CNC組、SLM組鈷鉻合金全冠的表面粗糙度顯著下降,從表面輪廓三維形貌圖、掃描電鏡圖片也可以看出,研磨后的全冠表面高度趨于一致,顯得更加平整。這是由于研磨拋光過程中,磨具對全冠表面產生碰撞、滾壓和微量磨削,全冠表面的凸起被去除后逐漸變得平坦;同時隨著研磨時的產熱,全冠表面溫度升高,表面原子重新排列,填滿磨痕,從而獲得較好的表面結構。本研究發現研磨拋光后的CNC組、SLM組鈷鉻合金全冠表面粗糙度顯著小于鑄造組,說明CNC和SLM技術制作的鈷鉻合金全冠更易于被研磨拋光以獲得光潔的表面,優于傳統鑄造技術。SLM全冠凝固過程中熔覆層間或熔池附近的金屬熔化不全、后續熔道出現不連續及球化翹曲等缺陷,是造成其研磨拋光后表面仍然沒有CNC全冠光滑的原因。鑄造組研磨拋光后表面粗糙度大可能是研磨中反復有砂粒脫落和新的砂粒的露出所致;掃描電鏡下所見的孔隙與包埋鑄造過程中熔模脫脂處理不當或混入雜質有關,而粘砂、鑄圈焙燒溫度不足等也可能導致表面孔隙的增多[23]。 國家食品藥品監督管理局制定的《定制式義齒注冊暫行規定》要求“修復體的金屬部分應高度研磨拋光,表面粗糙度應達到Ra≤0.025 μm”。實際上“表面粗糙度Ra≤0.025 μm”是一個非常高的定值,甚至遠遠超過了YY0315-2008種植體穿齦部分的粗糙度要求Ra≤1.6 μm[24],因而備受爭議。修復體表面應達到怎樣的粗糙度才能滿足臨床需求,目前尚無統一的臨床標準。廖海珠[25]認為修復體表面光潔度達到Ra<~0.6 μm時,患者即無不適感覺。川井善之等[26]則認為Ra在0.33~0.5 μm時,可被臨床接受。按照“就高不就低”原則,同時參考Bollen等[27]提出的口腔內細菌黏附閾值(Ra=0.2 μm)的概念,本研究認為“修復體的金屬部分表面粗糙度應達到Ra≤0.2 μm”可被推薦為金屬修復體的表面粗糙度要求。同時,本研究中按照義齒加工廠常用流程,采用3 種不同技術制作的鈷鉻金屬全冠在研磨拋光后均能獲得表面粗糙度Ra≤0.2 μm的光潔表面,也證實了該標準可以滿足臨床應用的要求,從而為定制式義齒的金屬部分的表面粗糙度要求的修訂提供了依據。 本研究發現,金屬成形技術對鈷鉻合金全冠的表面質量有顯著影響,研磨拋光可以有效改善鈷鉻合金全冠的表面質量。計算機數控銑削技術制作的鈷鉻合金全冠的表面質量優于選擇性激光熔融和失蠟鑄造技術。選擇性激光熔融技術制作的鈷鉻金屬全冠的自然表面粗糙,但具有良好的研磨拋光性能,經過研磨拋光后能夠獲得比鑄造拋光表面更好的表面質量。相比傳統鑄造技術,2 種數字化制造技術均可獲得更加光潔的鈷鉻合金全冠表面,臨床推薦推廣應用。

2.3 表面縱向輪廓特征
2.4 表面三維輪廓特征

2.5 顯微形貌分析
3 討 論

4 結 論
