食品3D打印技術的發展現狀
2018-08-22 03:19:00劉倩楠張春江胡小佳余永名胡宏海譚瑤瑤戴小楓
農業工程學報 2018年16期
關鍵詞:營養
劉倩楠,張春江,張 良,胡小佳,余永名,胡宏海,黃 峰,田 芳,譚瑤瑤,,戴小楓,,張 泓,※
(1. 中國農業科學院農產品加工研究所,農業部農產品加工重點實驗室,北京 100193;2. 中國農業科學院合肥食品營養與健康創新研究院,合肥 238000)
0 引 言
3D打印是迅猛發展的快速成型技術催生而出的一項新興技術。3D打印技術又稱為“增材技術”,可將金屬、塑料、橡膠、石膏等材料通過熔融擠出、粉末燒結、光敏反應等途徑制造出預先設定的形狀。由于該技術能將復雜的加工工藝進行數字化操作,具有精度高、速度快、成本低等優勢,因此被認為是推動工業4.0變革的重要技術手段。3D打印技術首先在生物器官、汽車制造、房屋建造等方面取得了突破進展,但是在食品制造領域也已嶄露頭角[1-3]。
目前消費者對食品的關注主要集中在營養、口味、外觀和方便性等方面。中國居民的膳食營養結構不平衡是影響國民健康的重要因素,因此越來越多的消費者更關注食品的營養[4-8]。將 3D打印技術引入營養健康食品加工領域,采用多品種的原料混合復配,使蛋白、脂肪、碳水化合物、維生素、礦物質及其他功能因子等營養素成分按照需求比例加以平衡[2],在滿足原料3D加工適宜性的前提下,打印成為營養均衡、美味可口、外觀優美、方便食用的新型食品,實現對團體人群或個性化精準營養的配餐供應,應用前景十分廣闊。
1 食品3D打印的方式
1.1 擠出型食品3D打印
擠出型食品3D打印通過數字化控制擠出過程,按照設定的路徑一層一層地打印,最終得到三維食品。擠出型食品3D打印是食品打印的一種重要形式,可以實現數字化的三維設計和食品的營養控制[2]。該打印方式操作簡單,但是對食品物料的流動特性要求較高。
擠出型3D打印首先根據加工需要設計三維模型,然后通過三維軟件建立立體模型,隨后將建立的立體模型輸入到3D打印機系統內,在3D打印機上設定操作參數,并結合物料加工特性制定物料的加工流程,如圖1所示[3]。
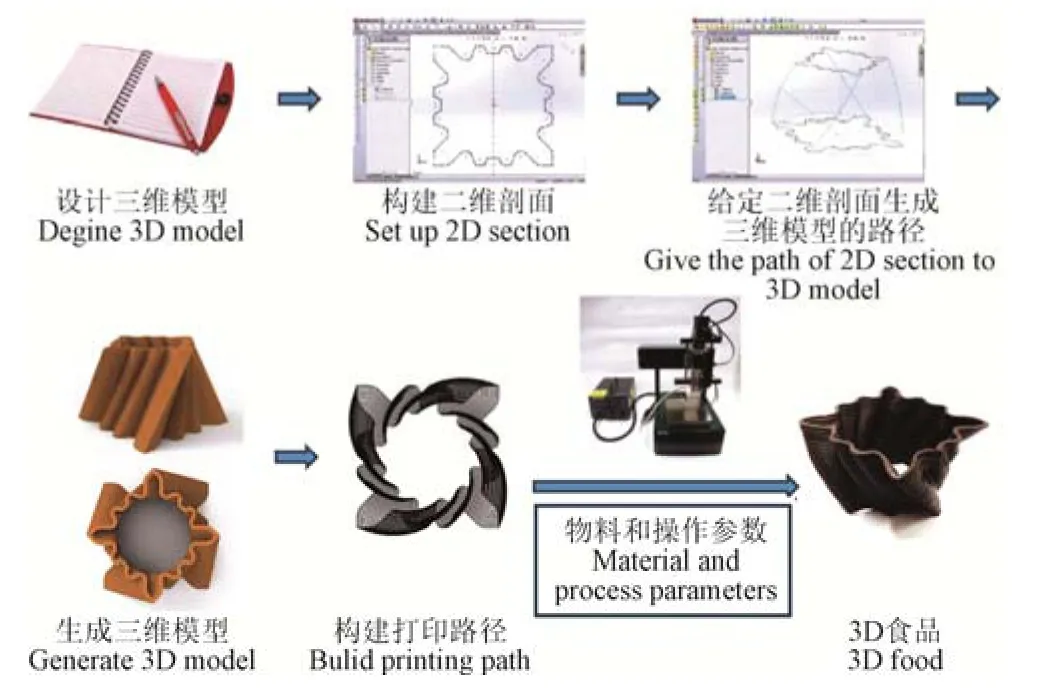
圖1 擠出型食品3D打印的工藝流程Fig.1 Process flow chart of extrusion-based food 3D printing
1.1.1 擠出型食品3D打印坐標形式
擠出型食品3D打印的驅動路徑需通過坐標系實現。目前應用到食品3D打印機中的坐標系主要有4種形式:笛卡爾(Cartesian)坐標、三角(delta)坐標、極(polar)坐標和平面關節(scara)坐標,如圖2所示[2]。
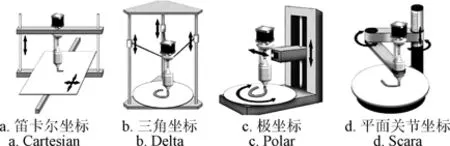
圖2 擠出型食品3D打印坐標形式Fig.2 Extrusion-based food 3D printer configuration
1)笛卡爾(Cartesian)坐標
笛卡爾坐標的食品3D打印機共有x、y和z3個坐標軸,打印噴頭和模型之間可以前后、左右和上下的相對運動,如圖2a所示。該坐標應用在3D打印上,目前有3種常用的實現形式。第 1種是下方底板不動,上方打印噴頭按照預定的程序實現x、y和z3個坐標軸的運動,例如西班牙Natural Machines食品3D打印機Foodini[9]如圖3a;第2種是底板實現Z軸方向的上下運動,上方打印噴頭實現x-y坐標軸方向的運動,例如江蘇食品藥品職業技術學院孫鐵波等人研制的 3D奶油打印機[10]和中國農業科學院農產品加工研究所研制的食品3D打印機,如圖3b;第3種是底板實現Y軸方向的前后運動,上方打印噴頭實現x-z坐標軸方向的運動[2]。
由于笛卡爾坐標系的3D食品打印機設計簡單,容易維護和校準,控制精準,控制程序簡單,最初的3D食品打印機多采用該坐標系完成打印。但打印速度慢、組成機構復雜和價格相對昂貴等因素是制約該坐標系打印機發展的瓶頸。
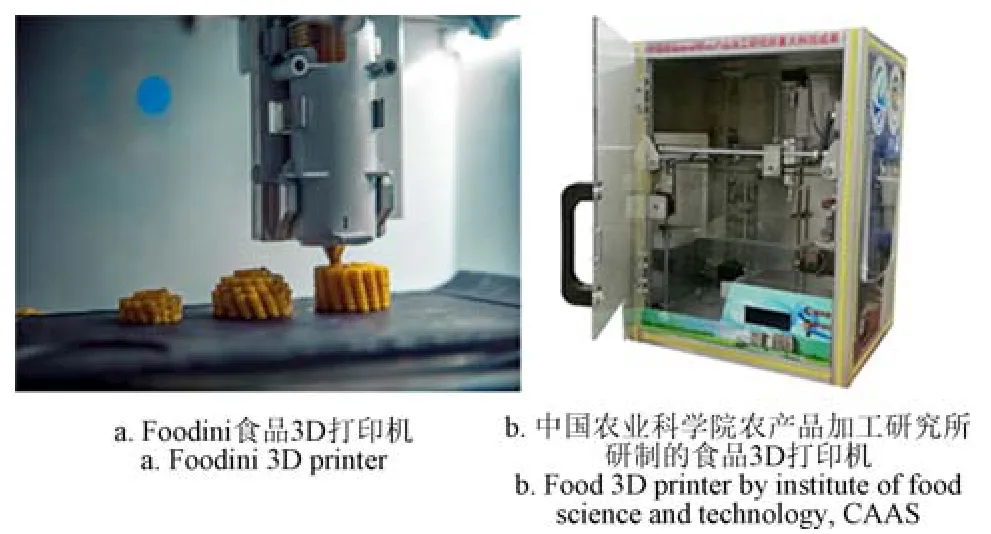
圖3 笛卡爾坐標食品3D打印機Fig.3 Food 3D printer of Cartesian configuration
2)三角(delta)坐標
三角(delta)坐標的食品3D打印機噴頭通過3個機械手臂控制,類似于機械手,其底座固定不動,通過 3個機械手臂帶動打印噴頭實現空間的幾何運動,如圖 2b所示。目前,市場上常見的三角(delta)坐標的食品3D打印機有Pinya3[11]和波蘭的Tytan 3D[12](圖4)。

圖4 三角坐標食品3D打印機Fig.4 Food 3D printer of Delta configuration
與笛卡爾坐標的食品3D打印機相比,三角坐標的食品3D打印機由于結構簡單,使得3D打印機制造成本更低。三角坐標食品3D打印機的打印速度較快,能在短時間內制作 1個體積比較大的食品,但是打印的精度相對較低,控制程序比較復雜。由于三角坐標的食品3D打印機加速或者減速比較快,容易造成振動,不利于打印食品的穩定性[2]。
3)極(polar)坐標
極坐標的食品3D打印機由底盤、擠出噴頭和支桿組成。底盤可實現旋轉運動,擠出噴頭可實現上下移動和繞支桿的旋轉運動[2]。目前市場上的極坐標食品3D打印機有荷蘭的TNO食品3D打印機(圖5a)[3,8]和XOCO巧克力3D打印機(圖5b)[13]。
根據極坐標的食品3D打印機的機械構成特點,該形式的食品3D打印機的打印速度較快,但是打印的食品形狀受限制,僅能打印以圓形為基礎路徑的空間形狀。
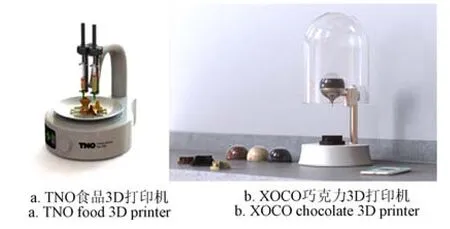
圖5 極坐標食品3D打印機Fig.5 Food 3D printer of Polar configuration
4)平面關節(scara)坐標
平面關節坐標的食品 3D打印機設計思想源于機器人的手臂,2根可相對旋轉的連桿實現x、y方向的運動;連桿機構固定在主機上,可實現z方向的上下運動。該類型的食品3D打印機由哥倫比亞大學設計,并制作了許多產品[14-15],如圖6所示。該種形式的食品3D打印機結構設計相對簡單,制造成本亦相對較低。
不同坐標形式的3D打印機均有優缺點,主要體現在打印速度和打印精度不同。在選擇打印機的時候,需綜合考慮打印速度和打印精度的影響,選擇合適的坐標形式打印機。
1.1.2 擠出食品3D打印的擠出原理
擠出型3D打印機的擠出原理主要有3種方式:注射器式擠出、氣壓式擠出和螺桿式擠出[2],如圖7所示。
1)注射器式擠出原理
注射器式擠出原理的食品 3D打印機擠出系統由電機、注射器、柱塞和擠出噴頭組成,如圖 7a。注射器腔體可用于儲存食品物料,柱塞由電機轉動向下運動,使得注射器內部的物料通過擠出噴頭均勻擠出。運用該擠出原理的食品3D打印機主要有英國的Choc Creator(圖8a)[9]、3D Systems公司與巧克力食品巨頭好時公司合作開發的CocoJet(圖8b)[16]以及臺灣三維公司的XYZ食品3D打印機(圖8c)。注射器式食品3D打印機適用于半固態和固態物料的擠出,例如土豆泥、豆沙等原料。

圖6 哥倫比亞大學的平面關節坐標食品3D打印機Fig.6 Food 3D printer of Scara configuration made by Columbia University

圖7 擠出型食品3D打印的擠出原理[2]Fig.7 Extrusion mechanisms of extrusion-based 3D printing[2]
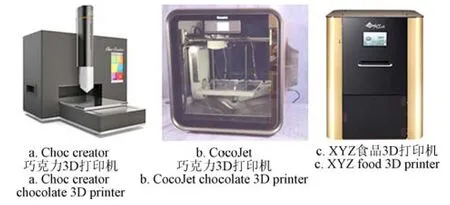
圖8 注射器式擠出食品3D打印機Fig.8 Syringe-Based Extrusion food 3D printer
2)氣壓式擠出原理
氣壓式擠出原理的食品3D打印機擠出系統由氣泵、物料盒和擠出噴頭組成,如圖7b。物料存放在物料盒中,在氣泵中壓縮空氣的推動下,物料通過擠出噴頭擠出。目前應用該擠出原理的食品3D打印機有TNO和Barilla共同開發的意大利面3D打印機(圖9)[3]。氣壓式擠出原理的食品3D打印機適合打印流體狀物料,物料流動性較好。壓縮空氣需要通過消毒和過濾再連接到食品3D打印機。
3)螺桿式擠出原理
螺桿式擠出原理的食品3D打印機擠出系統由電機、螺桿、物料盒、原料入口處和擠出噴頭組成,如圖 7c。物料通過原料入口處進入物料盒,電機帶動螺桿向前擠出物料,最終物料通過擠出噴頭擠出成型[2]。此種擠出形式的空間控制不易實現,目前應用較少。
3種擠出原理的食品3D打印機,適合擠出的原料不同。在選擇打印機時,根據原料的特性,選擇相對應擠出原理的食品3D打印機,從而得到滿意的打印食品。

圖9 意大利面3D打印機Fig.9 Pasta 3D printer
1.1.3 擠出食品3D打印的成型原理
擠出食品3D打印機的打印原料狀態不同,成型原理也不同,主要有 3種形式:常溫擠出、加熱熔融擠出和凝膠形成擠出,如圖10所示[2]。
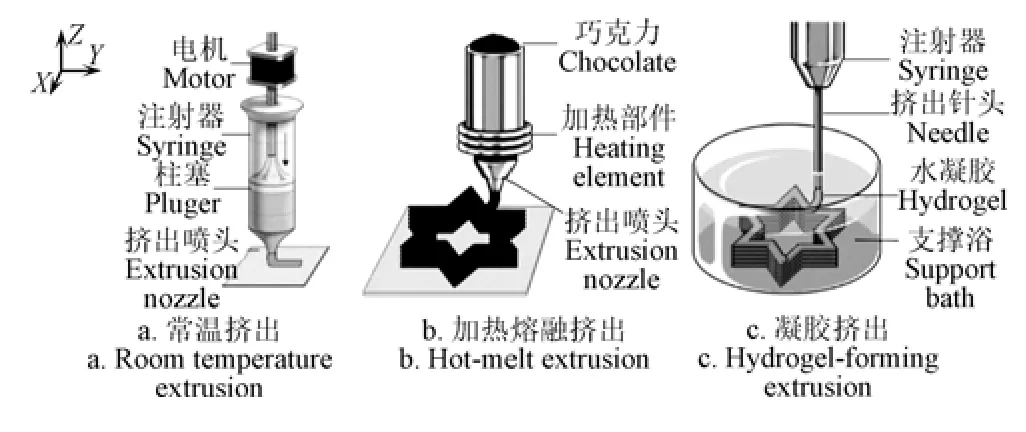
圖10 擠出型食品3D打印成型原理Fig.10 Forming principle of extrusion-based 3D printing
1)常溫擠出成型
常溫擠出成型的食品3D打印原料,自身具有一定的黏度,可以相互黏連成型。此種形式打印出來的產品需要通過焙烤、油炸、蒸制等形式進行熟化,如圖11所示[15]。打印出來的產品包括披薩、餅干、煎餅等。原料多采用黃油、芝士、面粉、雞蛋、牛奶等,需要將上述原料混合均勻,形成均勻的固態、半固態或流體狀的打印原料。
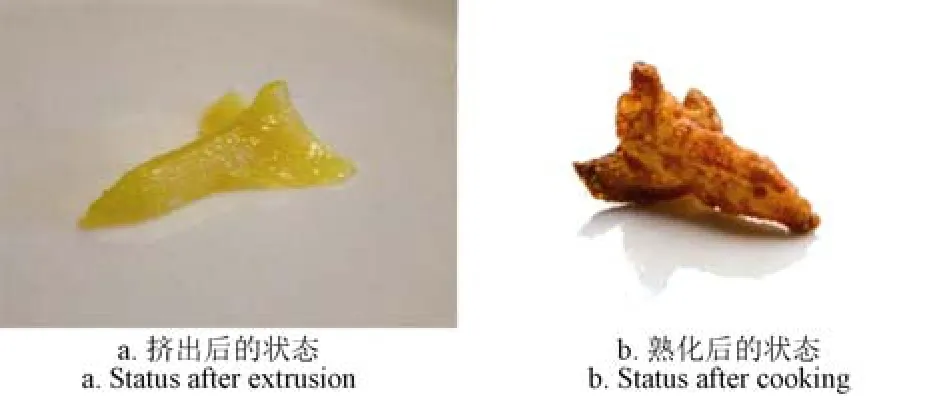
圖11 常溫擠出成型的3D打印食品Fig.11 3D printing food of room temperature extrusion
2)加熱熔融擠出成型
加熱熔融擠出成型的食品 3D打印原料多為巧克力豆或巧克力粉[17-18]。巧克力豆或巧克力粉加熱之后呈現熔融狀態,流動性好,容易成型[19-22]。擠出成型后,在常溫條件下凝固,使得 3D打印的形狀能夠保持較長時間,打印出的成品一般不需要再熟化,可以直接食用,如圖12所示。由于巧克力打印凝固后形狀穩定,可以打印形狀復雜的模型,例如鏤空模型。

圖12 3D打印的巧克力食品Fig.12 3D printing chocolate
3)凝膠擠出成型
凝膠擠出成型的食品 3D打印原料中含有具有物理凝膠特性的成分,在不同溫度下呈現不同的狀態。在原料中加入具有凝膠特性的成分,例如瓊脂,根據配方要求配備成不同比例的均勻溶液,加入到食品 3D打印機中,通過擠出頭擠出打印成型,有時需要在一個溫度較低的水浴中完成定型[23-24]。此種擠出成型的食品3D打印機由日本山形大學發明,如圖13所示。另外一個應用范圍比較廣的是糖果擠出成型機,例如德國糖果公司Katjes的糖果3D打印機及糖果產品[25](圖14)。
常溫擠出由于需要進行后處理熟化加工,產品穩定性沒有加熱熔融擠出和凝膠擠出產品的穩定好,產品的可打印的復雜程度也不如其他2種擠出形式。

圖13 日本山形大學的凝膠擠出成型食品3D打印機Fig.13 Hydrogel-forming extrusion 3D printer of Yamagata University
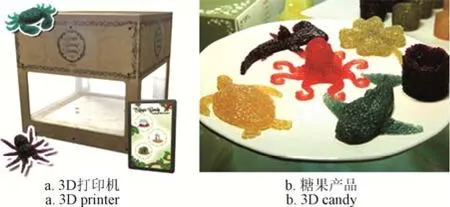
圖14 德國糖果公司Katjes的糖果3D打印機及糖果產品Fig.14 3D printer and 3D candy of Katjes in Germany
1.1.4 擠出型食品3D打印原料的選擇
為了打印出質量優越的食品,除了選擇適合的3D打印形式之外,還需要選擇能夠滿足某種3D打印形式的原料。3D打印的食品原料需要滿足3個特性:打印性、適宜性和后加工性[24]。
打印性對于擠出型3D打印來說主要指的是原料的流變性、熱特性(熔點和玻璃轉化溫度)和凝膠特性等[26-28]。淀粉的凝膠特性可以改變糊狀3D打印的食品原料的黏度,從而影響3D打印的打印性和適宜性。淀粉含量增加使得食品原料黏度降低,力學強度增加,形狀穩定性好[29-30]。蛋白的凝膠性有利于 3D產品的成型,無機鹽的加入,可改變蛋白的特性,從而影響整個原料的流變性能[31-32]。含有不同種類蛋白的糊狀原料其黏度和流變性不同,因此在 3D打印原料中添加蛋白來改變原料的流動特性時,要根據其流變特性的需求,選擇合適的種類和添加量。水的加入,會降低淀粉、蛋白以及明膠等食品聚合物的玻璃轉化溫度[33-36]。不溶性物料的顆粒組成、粒徑大小和形狀均對糊狀3D打印原料的流變性和力學性能有影響。富含纖維素的原料由于粉碎不充分,含有纖維素的原料會堵塞噴頭。當富含纖維素的原料中添加富含脂肪的原料之后,流動性變好,因為脂肪可以作為原料的增塑劑或者潤滑劑。糊狀擠出物料在高剪切下需要黏度足夠低,易于擠出,擠出沉積之后物料必須迅速恢復高黏度,以保持形狀的穩定性。
并不是所有的食品原料都適合擠出型的食品 3D打印,其適宜性受原料特性的限制。對于需要后續進行熱處理的擠出型食品3D打印,后加工性也是需要考慮的一個重要因素。3D打印糊狀原料的組成對其后處理影響很大,例如不同糊狀原料組成的加熱干燥和冷卻干燥的處理時間不同,最終產品的狀態也不同[37-38]。當原料中加入谷氨酰胺轉胺酶和黃原膠后,可改善3D打印產品的穩定性;在曲奇中,通過改變黃油、蛋黃和糖的濃度可改善烹飪過程中曲奇形狀的穩定性[39]。
1.2 粉體凝結型食品3D打印
粉體凝結型打印是食品 3D打印中常用的另外一種打印形式,通過將粉末按照設定的模型逐層凝結,最終形成一個完整的3D打印模型。該食品3D打印形式與擠出型打印形式相比,打印速度較快,并可打印出形狀較為復雜的食品。
粉體凝結型打印主要有 3種形式:選擇性激光燒結(selective laser sintering,SLS)、熱空氣熔融燒結(selective hot air sintering and melting,SHASAM)和液體黏合(liquid binding,LB)[40-44]。首先確定好要打印模型的形狀,并對圖形逐層進行分解,通過熱源(激光或熱空氣)或液體黏結劑對粉末床上原料進行加熱凝固或黏結,完成一個截面圖形之后,粉末床向下降一層,添加一層新的粉末層,重復上述流程,得到預先設計的模型,打印工藝流程如圖15所示[40]。
粉體凝結型3D打印多采用笛卡爾坐標,對于液體黏結中黏結劑,由于黏結劑的流動性要求,黏結劑的擠出多采用氣壓式擠出。
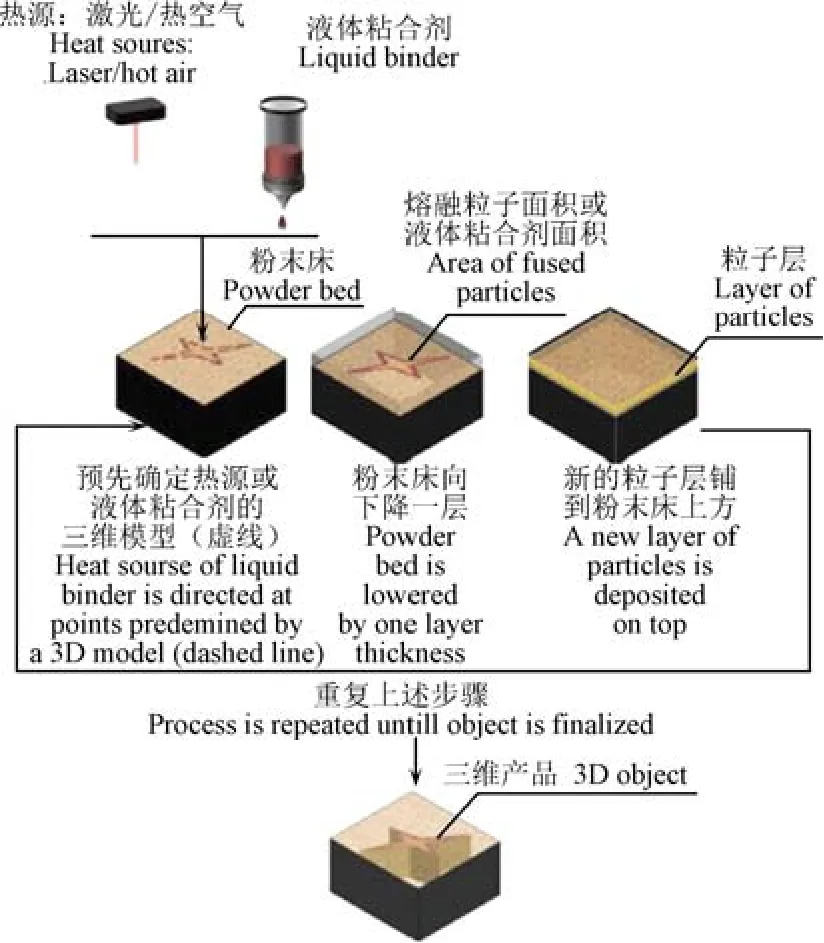
圖15 粉體凝結型食品3D打印工藝流程Fig.15 Process flow chart of powder binding food 3D printing
1.2.1 選擇性激光燒結(SLS)
選擇性激光燒結(SLS)技術是采用紅外激光器作能源,使粉末造型材料凝結成型。食品3D打印也可以以激光作為熱源,使打印出的食品粉末經過激光燒結形成預先設計的食品形狀,其打印工藝流程如上所述。由于該種形式的3D打印是通過逐層鋪設不同的粉體完成的,每層的粉體可以不同,可完成不同原料,特別是營養素均衡搭配的食品加工[45]。激光的選擇對打印食品質量影響很大[46]。主要原因是激光對原料的熔化程度影響較大,包括原料的激光吸收率與激光的波長、粉末的致密程度與激光的能量密度等因素有關[47]。
荷蘭TNO公司食品3D打印采用選擇性激光燒結的形式,以糖粉、巧克力粉、咖喱粉等制作了不同形狀的3D打印食品,如圖16所示[3]。
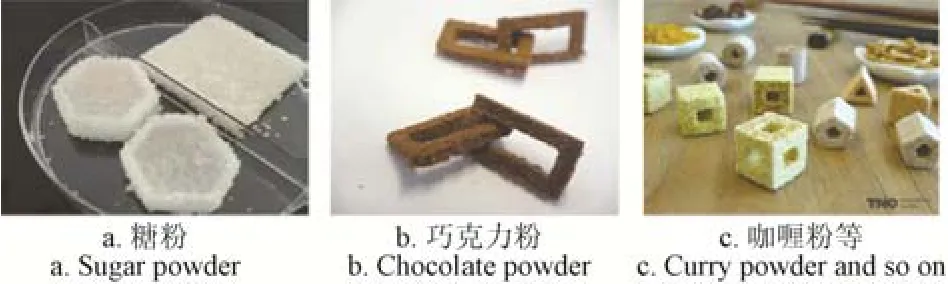
圖16 選擇性激光燒結3D打印食品Fig.16 3D printing food based on SLS technology
1.2.2 熱空氣熔融燒結(SHASAM)
熱空氣熔融燒結(SHASAM)食品3D打印與選擇性激光燒結食品3D打印相類似,只是將激光熱源替換為熱空氣,工藝流程如上所述,打印食品如圖17所示。熱空氣的溫度和氣流速度對于此類型的打印食品至關重要[47]。
1.2.3 液體黏合(LB)
液體黏合(LB)食品 3D打印通過具有黏結性能的液體,將二維的粉體薄片組合成復雜的三維模型[48]。對于食品3D打印,黏結劑也可以同時作為口味、色澤等的調節劑,豐富打印食品的風味和色彩。目前應用比較廣泛的是在糖粉領域,可制作色彩多樣、形狀各異的糖果產品,如圖18所示。

圖17 熱空氣熔融燒結3D打印食品Fig.17 3D printing food based on hot airmelting and sintering
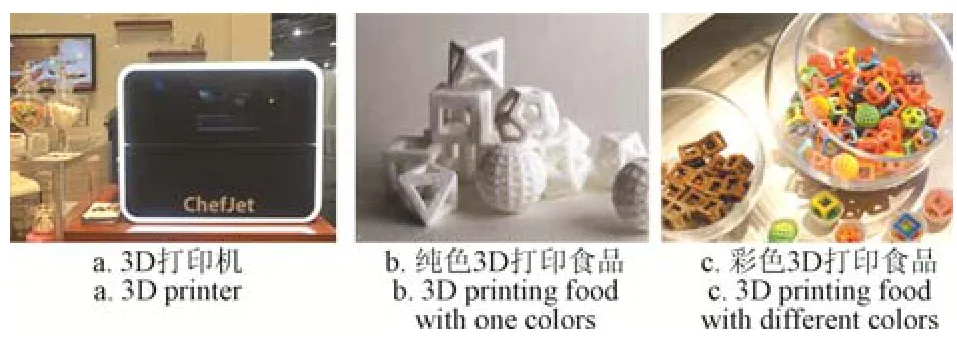
圖18 液體黏合3D打印機和3D打印食品Fig.18 3D printer and food based on LB technology
3種不同形式的粉體凝結型食品3D打印,打印速度較快,打印的模型較復雜,但是其原料的特性要求較高。
1.2.4 粉體凝結型食品3D打印原料的選擇
對于粉體凝結型食品 3D打印的原料最重要的是要滿足原料的打印性。粉體凝結型食品3D打印原料的打印性主要指粉體的粒度分布、堆積密度、潤濕性和流動特性[49-51]等。理想的粉體凝結型3D打印粉末原料粒徑分布是雙峰或者多峰分布,這樣有助于粉末的散布和增強其附著力。較小的顆粒填充在較大顆粒的縫隙中間,形成比較致密的結構,降低孔隙率[52]。根據3D打印的應用程序和期望模型的最小特征尺寸,原料顆粒的中位粒徑在20到100μm之間比較合適。相關研究表明,中位粒徑在30到100μm的顆粒原料比細顆粒原料組成的模型機械強度更高[51]。粉體的流動特性與粉體顆粒的形狀、大小、顆粒之間的相互作用、粉末密度、壓縮性以及粉末與設備之間的摩擦有關[53-54]。球形粉體的流動性最好;粗顆粒比細顆粒流動性好。空氣的濕度會影響粉末的靜電力,從而影響粉末的流動性[54]。
對于液體黏合 3D打印來說,除了粉末原料特性之外,還需選擇合適的黏結劑。在噴射過程中,黏結劑液滴需要保持球形,不能有拖曳和合并現象,在一定的速度下能保持直線運動,并準確的降落在預定的位置上。可通過公式(1)計算來評價黏結劑的噴射性Z,充分考慮了噴射條件下材料上的黏性、表面張力和慣性力[55]。Z值在1~10范圍內,產生的液滴比較穩定。

式中η代表黏度,γ代表表面張力,ρ代表密度,L代表公稱尺寸(噴嘴直徑/液滴直徑)。
食品 3D打印中的黏結劑大多采用的是糖和淀粉粉末混合物與水或醇基的混合液體[56]。由于糖含量太多不利于身體健康,因此需要找到其他的替代物。纖維素作為一種天然的多糖,由于人體消化道內部不存在纖維素酶,是一種0 cal的膳食纖維。研究表明,在適當的條件下,經過球磨法破壞的結晶纖維素得到的纖維素粉末可以重新結晶,形成剛性結構[57-59]。黃原膠是一種剪切變稀的多糖[39]。在纖維素粉末中添加少量的黃原膠有利于提高噴墨性能,與纖維素協同增強結合性能[52]。
1.3 噴墨打印(IJP)
噴墨食品(Inkjet printing,簡稱IJP)3D打印是在已有的食品上加入裝飾,是二維打印在食品中應用的延伸[60-61]。裝飾品原料在打印過程中需維持流動狀態,流動的原料通過擠出噴嘴到原有食品上[62-63],不同于擠出食品3D打印,噴墨食品3D打印不是整體逐層打印,而是采用局部打印的形式,最終完成一個整體,實現原理如圖19所示,打印速度較快,可實現工業化生產。噴墨食品3D打印有的可以自己成型,如Foodjet公司的圖形裝飾,如圖20a所示;有的需要通過原有食品腔體對裝飾原料進行固形,如腔體沉積和表面填充,如圖20b、20c所示。
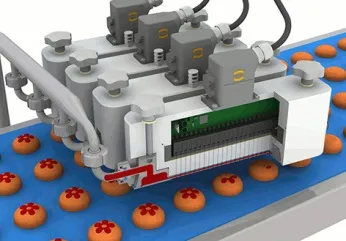
圖19 噴墨食品3D打印原理Fig.19 3D printing principle of IJP
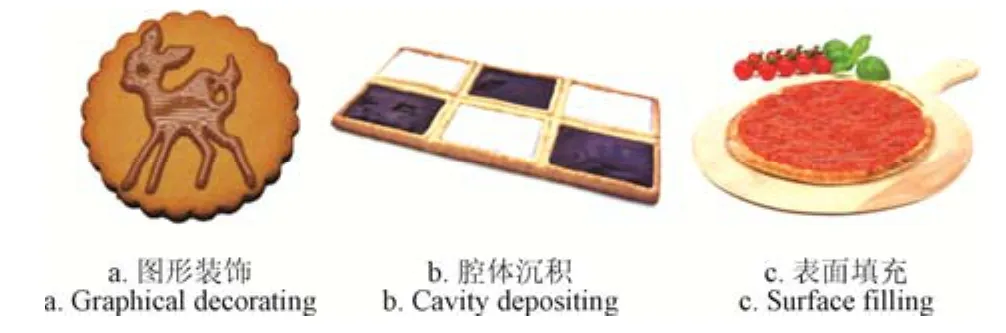
圖20 噴墨3D打印食品Fig.20 3D printing food of IJP
噴墨打印實現過程中,采用笛卡爾坐標系,原料通過氣壓式控制完成擠出。巧克力等噴涂需要加熱后擠出,披薩醬等擠出常溫擠出即可。
噴墨打印中圖形裝飾原料多采用巧克力,腔體沉積和表面填充的原料多采用流動性較好的奶油、意大利面醬等。
2 食品3D打印與群體或個性化營養食品
2.1 膳食營養與健康
食物中可以被人體吸收利用的物質叫營養素。碳水化合物(糖類)、脂肪、蛋白質、維生素、水和無機鹽是人體所需的六大營養素,其中碳水化合物(糖類)、脂肪和蛋白質可為人體提供能量。人體每天對必需營養素的需要量由年齡、性別、身高、體重和新陳代謝程度等決定。
目前世界上共有 4種主要的膳食模式,不同膳食模式的食品所含的熱量和營養素不同,長期食用會對身體造成不同的影響。一是以動物性食物為主的膳食模式,又稱為西方膳食模式,具有“三高一低”特點——高熱量、高脂肪(膽固醇)、高蛋白質和低膳食纖維,優質蛋白質在膳食結構中占的比例高,但容易造成熱量過剩。二是以植物性食物為主、動物性食物為輔的膳食模式,又稱東方膳食模式,我國以此種膳食模式為主,該膳食具有低熱能、低蛋白、低脂肪、高碳水化物的“三低一高”特點,富含維生素、膳食纖維等營養素,同時優質蛋白質攝入不足,容易造成營養不良和勞動能力低下。三是動植物性食物均衡的膳食模式,動植物性食物消費量較為平衡,能量、蛋白質、脂肪的攝入量基本上符合營養的要求,有利于預防營養相關疾病。四是地中海膳食模式,蔬菜、水果、魚肉、豆類等食物較多,而紅肉較少,并且烹飪時用植物油代替動物油,尤其提倡用橄欖油,富含膳食纖維等復合碳水化合物,飽和脂肪酸攝入量低[64]。不同人群根據自身條件的不同,需要選擇正確的膳食模式。例如高血壓人群適宜選擇地中海膳食模式,超重或肥胖人群不適合西方膳食模式,糖尿病人群適合均衡的膳食模式。合理的膳食,特別在人年輕時,是預防許多疾病的關鍵因素[65]。
隨著經濟的發展,越來越多的人開始關注食品營養、身體健康,注重食品的私人個性化定制。在一些健康膳食中,某種食品原料由于味道比較特殊,不被食用者接收,可通過食品 3D打印的手段,將各種不同的原料進行配置,調整食品的風味和滋味,同時利用3D打印成型的方式豐富食品的外觀和色澤,增強食欲。營養健康和智能制造的大產業,為食品3D打印開拓了一個新紀元[66-67]。食品3D打印作為一種可以數字化控制食品的原料組成以及口味變化的加工形式,越來越受到不同種人群的青睞,特別是孕乳婦、嬰幼兒、老年人、肥胖癥人、糖尿病人、高血脂病人等特殊人群[68]。
2.2 食品3D打印與膳食營養的結合方式
由于不同人群身體狀況不同,對各種營養素的需求不同,所需食品各異。利用3D打印技術制作不同人群所需的食品,可按照該人群所需的營養素配比進行原料配置,制定合理的膳食。首先根據該人群營養素比例的需要,合理地制定規劃膳食食譜。將食譜中原料進行處理,使其滿足3D打印的條件,進而得到打印原料的密度。然后,根據人群所需營養素的質量以及能量,計算得到打印食品的體積。最后,根據體積建立相應的三維模型,將處理好的原料放入食品3D打印機,同時將建好的三維模型輸入食品3D打印機,最終得到該人群所需的營養定制食品。但是,由于打印的食品大多要通過熱加工進行熟化,需要對原有的原料配方進行微調[2]。例如:為解決老年人群的吞咽和咀嚼困難等問題,利用食品3D打印技術(Foodjet)制作出了柔軟并具有特殊紋理方便吞咽的老人專用食品,此種食品的制作過程還加入了營養需求的特殊強化,保證滿足老年人群的營養需求。對于幼兒,可以通過形狀各異的3D打印食品來提高其食欲,保證其營養元素的均衡,促進幼兒發育成長[66]。
隨著科技的發展以及在前人的研究基礎上,在不同人群的膳食營養指南[69]以及個人基因檢測結果[70]指導下,將食品3D打印技術和精準營養相配合,在滿足視覺盛宴的同時,針對不同個性化的營養和能量需求,將各種原料進行營養和能量分析并進行科學配伍,實現精準營養的3D打印制造,最大程度滿足個性化營養健康的需求。
3 展 望
食品3D打印從興起到現在,打印技術越來越趨于成熟。各種食品3D打印方式應運而生,能滿足不同的打印需求,為食品加工行業帶來了新的發展機遇。不同的打印方式可打印多種形式的3D食品,目前應用較廣泛的是擠出型食品 3D打印,但是由于食品原料的復雜性等原因,制約其發展的是打印速度和模型打印后的穩定性;粉體凝結型食品打印3D打印,打印速度較快,但原料特性要求較高;噴墨打印比較容易實現工業化,但打印的模型相對較簡單。
為加速食品3D打印技術的發展,今后需從四方面開展深入研究,一是食品3D打印原料特性的研究,對于擠出型食品3D打印,通過研發食品3D打印原料助劑,改善原料的流動性,研究物料的凝膠特性,提高打印產品的穩定性;對于粉末凝結型食品3D打印,通過微膠囊技術來對粉體的粒徑進行干預。二是開發精準營養3D打印全流程智能化控制軟件,對食品3D打印程序進行優化,增加打印噴頭數量,提高打印效率;改用新的熱加工方式,例如遠紅外加熱、過熱蒸汽加熱等,縮短加熱熟化時間。三是創制一批精密度高、協同性強、高效穩定的家庭用3D打印裝備;研發可自感知、自學習、自決策、自執行和自適應的工業化生產線。四是增強食品營養科學與3D打印技術的結合,針對不同人群,例如嬰幼兒、老年人、糖尿病人、高血脂病人等特殊人群,進行特殊膳食食譜的開發,實現精準營養食品的個性化定制。
與此同時,應加大3D打印技術的科普宣傳,讓更多的消費者認識并認可這項新興技術對人類飲食健康生活的改變,進而推動家庭制作式和社會化供應式的3D打印食品產業并駕齊驅。
[1]劉煥寶,周惠興,劉小龍,等. 3D打印在食品行業中的應用[J]. 中國農業文摘-農業工程,2017,29(2):36-37.
[2]Sun J, Zhou W, Yan L, et al. Extrusion-based food printing for digitalized food design and nutrition control [J/OL].Journal of Food Engineering, 2017.http://dx.doi.org/10.1016/j.jfoodeng.2017.02.028
[3]Van der Linden D. 3D Food printing Creating shapes and textures[R/OL]. 2016. https://www.tno.nl/media/5517/3d_food_printing_march_2015.pdf.
[4]史信. 《中國居民膳食指南(2016)》發布[J]. 中國婦幼健康研究,2016,27(5):30-30.
[5]Xu X, Hall J, Byles J, et al. Assessing dietary quality of older Chinese people using the Chinese diet balance index (DBI)[J].Plos One, 2015, 10(3): 1-14.
[6]Carlson A, Fraz?o E. Food costs, diet quality and energy balance in the United States [J]. Physiology & Behavior,2014, 134(2): 20-31.
[7]劉鵬. 我國居民膳食結構變化趨勢及影響因素分析——基于CHNS數據庫的研究[D]. 太原:山西財經大學,2016.Liu Peng. The Analysis on the Trend and Influencing Factors of Dietary Patterns of Inhabitants in China: A Research Based on CHNS Data[D]. Taiyuan: Shanxi University of Finance and Economics, 2016. (in Chinese with English abstract)
[8]Van Bommel K. 3D Food printing[G/OL].2014.http://docplayer.net/28684756-3d-food-printing-kjeld-vanbommel.html
[9]Lynette Kucsma. Natural Machines[G/OL]. 2014.https://www.naturalmachines.com/press-kit/
[10]褚雪松. 3D食品打印關鍵技術研究[D]. 銀川:寧夏大學,2016.Chu Xuesong. Study of 3D Food Printing Technology[D].Yinchuan: Ningxia University, 2016. (in Chinese with English abstract)
[11]3DigitalCooks. Pinya3: a 3D food printer platform [Z/OL].2016. http://www.instructables.com/id/Pinya3-a-3d-foodprinterplatform/.
[12]Krassenstein B. Tytan 3D to launch a multi-material 3D printer which prints in salt, paper, food, adhesives & more[Z/OL]. https://3dprint.com/6893/tytan-3d-printer/.2014-6-22.
[13]Michiel C O. XOCO Chocolate Printer [Z/OL].http://www.michielcornelissen.com/portfolio_page/xocochocolate-printer/. 2016-9
[14]Lipton J I, Cutler M, Nigl F, et al. Additive manufacturing for the food industry[J]. Trends in Food Science &Technology, 2015, 43(1): 114-123.
[15]Lipton J, Arnold D, Nigl F, et al. Multi-material food printing with complex internal structure suitable for conventional post-processing[C]// 21st Solid Freeform Fabrication Symposium (SFF'10), Austin Tx: USA. 2010.
[16]Kim L S. “CocoJet: 3-D printing and Hershey's chocolate,together at last” [Z/OL]. Entrepreneur, https://www.entrepreneur.com/article/241596#, 2015-1-7
[17]Hao L, Mellor S, Seaman O, et al. Material characterisation and process development for chocolate additive layer manufacturing [J]. Virtual & Physical Prototyping, 2010, 5(2):57-64.
[18]Mantihal S, Prakash S, Godoi F C, et al. Optimization of chocolate 3D printing by correlating thermal and flow properties with 3D structure modeling[J]. Innovative Food Science & Emerging Technologies, 2017, 44: 21-29.
[19]Sood A K, Ohdar R K, Mahapatra S S. Parametric appraisal of mechanical property of fused deposition modelling processed parts[J]. Materials & Design, 2010, 31(1): 287-295.
[20]Anitha R, Arunachalam S, Radhakrishnan P. Critical parameters influencing the quality of prototypes in fused deposition modelling[J]. Journal of Materials Processing Tech, 2001, 118(1): 385-388.
[21]Bellehumeur C, Li L, Sun Q, et al. Modeling of bond formation between polymer filaments in the fused deposition modeling process[J]. Journal of Manufacturing Processes,2004, 6(2): 170-178.
[22]And A G M, Mcgauley S E. Relationship between crystallization behavior and structure in Cocoa butter[J].Crystal Growth & Design, 2003, 3(1): 95-108.
[23]Serizawa R, Shitara M, Gong J, et al. 3D jet printer of edible gels for food creation[C]// SPIE smart structures and materials+ nondestructive evaluation and health monitoring,San Diego: USA. 2014.
[24]Muroi H, Hidema R, Gong J, et al. Development of optical 3D gel printer for fabricating free-form soft & wet industrial materials and evaluation of printed double-network gels[J].Journal of Solid Mechanics & Materials Engineering, 2013,7(2): 163-168.
[25]Windell Oskay, Lenore Edman. The CandyFab Project.[Z/OL]http://candyfab.org/, 2006
[26]Wang L, Zhang M, Bhandari B, et al. Investigation on fish surimi gel as promising food material for 3D printing[J].Journal of Food Engineering, 2018, 220: 101-108.
[27]Bhandari B R, Roos Y H. Dissolution of sucrose crystals in the anhydrous sorbitol melt[J]. Carbohydrate Research, 2003,338(4): 361-367.
[28]Tahergorabi R, Jaczynski J. Physicochemical changes in surimi with salt substitute[J]. Food Chemistry, 2012, 132(3):1281-1286.
[29]Liu Z, Min Z, Bhandari B, et al. 3D printing: Printing precision and application in food sector[J]. Trends in Food Science & Technology, 2017, 69: 83-94.
[30]Liu Z, Zhang M, Bhandari B, et al. Impact of rheological properties of mashed potatoes on 3D printing[J]. Journal of Food Engineering, 2018, 220: 76-82.
[31]Cando D, Herranz B, Borderías A J, et al. Effect of high pressure on reduced sodium chloride surimi gels[J]. Food Hydrocolloids, 2015, 51: 176-187.
[32]Jin S K, Choi Y J, Jeong J Y, et al. Effect of NaCl on physical characteristics and qualities of chicken breast surimi prepared by acid and alkaline processing[J]. LWT-Food Science and Technology, 2011, 44(10): 2154-2158.
[33]Bhandari B R, Howes T. Implication of glass transition for the drying and stability of dried foods[J]. Journal of Food Engineering, 1999, 40(1/2): 71-79.
[34]Haque M K, Roos Y H. Differences in the physical state and thermal behavior of spray-dried and freeze-dried lactose and lactose/protein mixtures[J]. Innovative Food Science &Emerging Technologies, 2006, 7(1): 62-73.
[35]Roos Y H. Glass transition temperature and its relevance in food processing.[J]. Annu Rev Food Sci Technol, 2010, 1(1):469-496.
[36]Slade L, Levine H. Water and the glass transition-dependence of the glass transition on composition and chemical structure:special implications for flour functionally in cookie baking[J].Journal of Food Engineering, 1995, 24(4): 431-509.
[37]Lille M, Nurmela A, Nordlund E, et al. Applicability of protein and fiber-rich food materials in extrusion-based 3D printing[J]. Journal of Food Engineering, 2018, 220: 20-27.
[38]Burey P, Bhandari B R, Howes T, et al. Hydrocolloid gel particles: formation, characterization, and application [J].Critical Reviews in Food Science & Nutrition, 2008, 48(5):361-377.
[39]Wuestenberg, Tanja. Cellulose and Cellulose Derivatives in the Food Industry[M]. Hoboken: John Wiley and Sons Ltd,2014.
[40]Godoi F C, Prakash S, Bhandari B R. 3d printing technologies applied for food design: Status and prospects[J].Journal of Food Engineering, 2016, 179: 44-54.
[41]Peltola S M, Melchels F P, Grijpma D W, et al. A review of rapid prototyping techniques for tissue engineering purposes[J]. Annals of Medicine, 2008, 40(4): 268-280.
[42]Von Hasseln K W. Apparatus and method for producing a three-dimensional food product[P]. US: 20130034633,2013-02-07.
[43]Wegrzyn T F, Golding M, Archer R H. Food layered manufacture: A new process for constructing solid foods[J].Trends in Food Science & Technology, 2012, 27(2): 66-72.
[44]Bredt J F, Anderson T. Method of three dimensional printing[P]. US: 5902441, 1999-05-11.
[45]Diaz J V, Noort W J, Henket J, et al. Method for the production of edible objects using SLS and food products[P].WO: 2014193226, 2014-12-04.
[46]Kruth J P, Levy G, Klocke F, et al. Consolidation phenomena in laser and powder-bed based layered manufacturing[J].CIRP Annals-Manufacturing Technology, 2007, 56(2): 730-759.
[47]Gu D D, Meiners W, Wissenbach K, et al. Laser additive manufacturing of metallic components: Materials, processes and mechanisms [J]. International Materials Reviews, 2012,57(3): 133-164.
[48]Russell D, Hernandez A, Kinsley J, Berlin A. Methods and apparatus for 3D printing[P]. US: 20050280185, 2005-12-22.
[49]Berretta S, Ghita O, Evans K E, et al. Size, shape and flow of powders for use in Selective Laser Sintering (SLS)[C]//International Conference on Advanced Research and Rapid Prototyping, Leiria: Portugal. 2013.
[50]Olakanmi E O. Effect of mixing time on the bed density, and microstructure of selective laser sintered (sls) aluminium powders[J]. Materials Research, 2012, 15(2): 167-176.
[51]Shirazi S F, Gharehkhani S, Mehrali M, et al. A review on powder-based additive manufacturing for tissue engineering:selective laser sintering and inkjet 3D printing[J]. Science &Technology of Advanced Materials, 2015, 16(3): 033502.
[52]Holland S, Foster T, Macnaughtan W, et al. Design and characterisation of food grade powders and inks for microstructure control using 3D printing[J]. Journal of Food Engineering, 2018, 220: 12-19.
[53]Prescott J K, Barnum R A. On powder flowability[J].Pharmaceutical Technology, 2000, 24: 60-84.
[54]Yang S, Evans J R G. Metering and dispensing of powder;the quest for new solid freeforming techniques[J]. Powder Technology, 2007, 178(1): 56-72.
[55]Reis N, Derby B. Ink Jet Deposition of Ceramic Suspensions:Modeling and Experiments of Droplet Formation[J]. Mrs Online Proceedings Library Archive, 2000, 624: 117-122.
[56]Southerland D, Walters P, Huson D. Edible 3D Printing[C]//NIP & Digital Fabrication Conference. 2011(4): 819-822.
[57]Abbaszadeh A, Macnaughtan W, Foster T J. The effect of ball milling and rehydration on powdered mixtures of hydrocolloids[J]. Carbohydr Polym, 2014, 102(4): 978-985.
[58]Avolio R, Bonadies I, Capitani D, et al. A multitechnique approach to assess the effect of ball milling on cellulose[J].Carbohydrate Polymers, 2012, 87(1): 265-273.
[59]Paes S S, Sun S, Macnaughtan W, et al. The glass transition and crystallization of ball milled cellulose[J]. Cellulose, 2010,17(4): 693-709.
[60]Lo C C, Saksa T A, Chiu A S P. Label-making inkjet printer[P]. US: 6848779, 2005-02-01.
[61]De G J P W, De G P J, Tillie L W M. Method and device for dispensing a liquid[P]. EP: 1958517, 2008-08-20.
[62]Young R J. Machine and method for printing on surfaces of edible substrates[P]. US: 6058843, 2000-05-09.
[63]Zoran A, Coelho M. Cornucopia: The concept of digital gastronomy[J]. Leonardo, 2011, 44(5): 425-431.
[64]紀桂元,洪曉敏,蔣琦,等. 膳食模式與健康[J]. 華南預防醫學,2018,44(2):191-194.
[65]Sofi F, Dinu M R. Nutrition and prevention of chronicdegenerative diseases[J]. Agriculture & Agricultural Science Procedia, 2016, 8: 713-717.
[66]Pallottino F, Hakola L, Costa C, et al. Printing on food or food printing: a review[J]. Food & Bioprocess Technology,2016, 9(5): 725-733.
[67]Sun J, Zhou W, Huang D, et al. An overview of 3D printing technologies for food fabrication[J]. Food & Bioprocess Technology, 2015, 8(8): 1605-1615.
[68]Derossi A, Caporizzi R, Azzollini D, et al. Application of 3D printing for customized food. A case on the development of a fruit-based snack for children[J]. Journal of Food Engineering, 2018, 220: 65-75
[69]楊月欣,張環美.《中國居民膳食指南(2016)》簡介[J]. 營養學報,2016,38(3):209-217.
[70]王東梅. 營養基因學:制定專屬飲食菜單[J]. 綠色中國,2016(14):76-77.
猜你喜歡
中老年保健(2022年5期)2022-11-25 14:16:14
今日農業(2021年11期)2021-08-13 08:53:34
今日農業(2021年4期)2021-06-09 06:59:58
今日農業(2020年24期)2020-03-17 08:58:18
中國生殖健康(2019年8期)2019-01-07 01:18:24
幸福(2018年33期)2018-12-05 05:22:46
廣東第二課堂·小學(2017年2期)2017-02-20 15:10:08
廣東第二課堂·小學(2017年1期)2017-02-20 14:47:45
少兒科學周刊·兒童版(2015年12期)2016-05-16 03:38:08
小學閱讀指南·低年級版(2016年8期)2016-05-14 13:24:45