淺談內孔孔底精整創新技術
2018-08-22 19:31:06馬慶輝
科學與財富 2018年21期
馬慶輝
引言
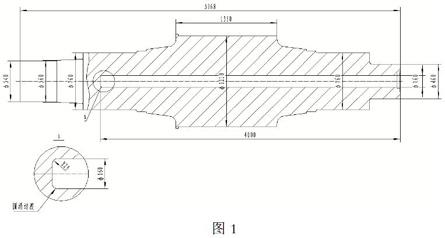
粉碎機、輥壓機在水泥工業中占據重要地位,粉碎機軸、輥壓機軸是整機設備的重要組件,運轉中承受較大的力矩、沖擊,在粉碎機軸、輥壓機軸中心有冷卻水孔,為減少應力集中,避免斷軸,對孔底質量要求較高,要求孔底與孔壁必需圓滑過渡,以下圖作為參考。常規加工方法在深孔鉆鏜床上采用鏜刀進行靠鏜,孔底會留下接刀痕,且粗糙度較差,無法滿足使用要求。
刀具介紹
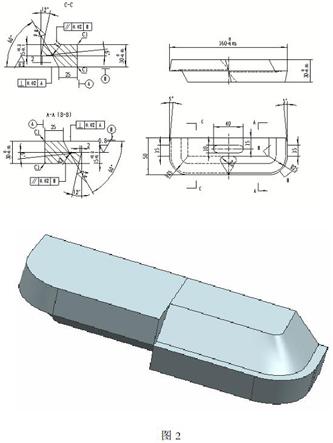
為消除孔底接刀臺階,需用整體浮動刀具對孔底及R角進行精整加工,此刀具采用高速鋼(W18Cr4V) 整體加工而成,如圖2,刀具寬度160(0/-0.05),用以加工Ф160內孔,刀具具有正刃(A-A)與反刃(B-B),并關于中心對稱,此結構使刀具在切削時切削力相互抵消,刀具前角為6°,后角12°,切削刃需在刀具磨床上進行磨削處理,粗糙度達到Ra0.8,避免切削時產生溝槽,兩側切削刃分別加工15mm直線刃,切削時起到導向和修光刃的作用。刀具端面加工40×10的腰型通槽,便于與浮動鏜頭定位螺釘進行定位,避免刀具后退時刀具脫落,遺留在深孔內不便取出。
1 為浮動鏜頭,工件前端加工通槽,便于刀具浮動,有利于加工出良好輪廓,
2 為整體式浮動精整刀具,便于去除孔底接刀痕,提高孔底粗糙度,
3 為定位螺釘,刀具退回時防止刀具脫離,
4 為支撐鍵,與工件內孔緊密接觸,提高切屑剛度。
因最后用精整浮動刀具成型加工,且刀具能夠在浮動鏜頭中自由浮動,能保證較高的平面度及粗糙度。
圖4為精整刀具使用之前的加工效果,孔底接刀臺較明顯,粗糙度較差,
圖5為使用精整刀具后的加工效果,孔底接刀臺明顯降低,顯著提高粗糙度。