鋁合金螺旋管FSW焊與縱縫管熔焊組織及力學(xué)性能對比
2018-08-24 07:48:14余愛武宿國友張春峰趙維剛范正昌鄔舟平
電焊機(jī) 2018年8期
關(guān)鍵詞:焊縫
余愛武 ,宿國友 ,張春峰 ,石 磊 ,趙維剛 ,范正昌 ,鄔舟平
(1.上海航天設(shè)備制造總廠,上海200245;2.上海航天電能裝備有限公司,上海200245)
0 前言
近年來,城市化建設(shè)步伐的推進(jìn)引起區(qū)域電網(wǎng)負(fù)荷不斷增長,加上人們?nèi)找骊P(guān)注傳統(tǒng)架空線路輸電方式對城市輸電走廊的緊張及電磁環(huán)境安全問題,尤其是在人口密集的大城市,采用架空線路的輸電方式面臨著越來越多的困難[1],而采用地下電網(wǎng)輸送方式將成為未來輸變電行業(yè)的主要趨勢。
作為電網(wǎng)線路輸送的大口徑鋁合金管材結(jié)構(gòu)件,GIL母線殼體的社會(huì)需求量不斷增長[2]。但國內(nèi)關(guān)于大口徑鋁合金管的研究起步較晚,產(chǎn)品直徑大、尺寸精度和表面質(zhì)量要求高等原因?qū)е律a(chǎn)難度大,長期依賴進(jìn)口[3-4]。近年來,雖然國內(nèi)部分生產(chǎn)廠家試圖通過鋁合金板卷彎成型后采用直縫加縱縫(以下簡稱“縱縫”)的熔焊工藝方式生產(chǎn)大口徑管體,但該工藝的生產(chǎn)工序過于復(fù)雜、成本投入大、生產(chǎn)效率低,且熔焊縱縫管的焊縫缺陷率高,承壓能力及密封性不足等問題,難以滿足大規(guī)模的市場需求[5]。
隨著裝備制造技術(shù)的發(fā)展和自動(dòng)化程度的提高,螺旋成型技術(shù)越來越成熟,使大口徑鋁合金管材螺旋攪拌摩擦焊接成為可能[6-7]。本研究采用上海航天設(shè)備制造總廠自主研制的國內(nèi)首臺(tái)大口徑螺旋管攪拌摩擦焊設(shè)備進(jìn)行大口徑鋁合金管材結(jié)構(gòu)件焊接,并通過與熔焊縱縫管技術(shù)對比,充分體現(xiàn)螺旋管攪拌摩擦焊技術(shù)在大口徑管體的生產(chǎn)效率、尺寸精度、焊縫質(zhì)量、密封性能、承壓能力及降低成本等方面的優(yōu)勢,該技術(shù)將促進(jìn)大口徑鋁合金管的國產(chǎn)化生產(chǎn)和應(yīng)用,產(chǎn)生良好的社會(huì)效益和經(jīng)濟(jì)效益。
1 實(shí)驗(yàn)材料和方法
1.1 實(shí)驗(yàn)材料
實(shí)驗(yàn)材料為10 mm厚5083H112,螺旋管FSW焊采用鋁卷,縱縫管熔焊采用鋁板。材料化學(xué)成分如表1所示。

表1 5083材料化學(xué)成分Table 1 Chemicalcomposition of 5083 metal %
1.2 實(shí)驗(yàn)方法
分別采用螺旋管FSW焊和縱縫管TIG焊各試制一件外徑φ900 mm、長度6 000 mm的管體。螺旋管FSW焊將自主研制的螺旋管成型設(shè)備與攪拌摩擦焊內(nèi)外機(jī)頭有效集成,實(shí)現(xiàn)螺旋管成型和FSW焊接的同步進(jìn)行。內(nèi)外FSW焊采用同規(guī)格攪拌頭,軸肩直徑20 mm,針長6 mm,攪拌針為帶螺紋的錐形結(jié)構(gòu)。
熔焊縱縫管的制作需經(jīng)過板料端部加工、板材卷彎成型、縱縫裝夾、清洗焊接、管體校圓、環(huán)縫裝夾、清洗焊接等工序,各工序分別由不同工位完成,且均采用通用設(shè)備和專用焊接夾具。螺旋管FSW焊接及縱縫管熔焊參數(shù)如表2所示。

表2 焊接參數(shù)Table 2 Welding parameters
記錄兩種工藝方法的制作工時(shí);測量管體的外形尺寸;觀察焊縫組織及測試焊縫抗拉強(qiáng)度;對管體進(jìn)行3 MPa、保壓10 min的水壓試驗(yàn),檢查密封部位是否存在泄漏、可見變形及水壓試驗(yàn)過程中有無異常響聲;對管體進(jìn)行He檢漏試驗(yàn),檢漏過程為:先將檢漏罐抽真空到200 Pa,然后充入0.48 MPa的He氣,再將檢漏罐真空度繼續(xù)抽至1 Pa,最后打開檢漏閥,進(jìn)行氦質(zhì)譜檢漏。
2 試驗(yàn)結(jié)果與分析
2.1 管體外觀
FSW焊螺旋管整體形貌及螺旋管FSW焊和縱縫管熔焊焊縫局部形貌如圖1、圖2所示。螺旋管FSW焊僅有一條螺旋狀焊縫,總長度12 m;熔焊縱縫管焊縫為直縫加環(huán)縫的丁字形結(jié)構(gòu),總長度9 m。
2.2 管體尺寸精度
長度6 000 mm、外徑900 mm的 FSW焊螺旋管和熔焊縱縫管的制作工時(shí)及外形平均尺寸公差如表3所示。
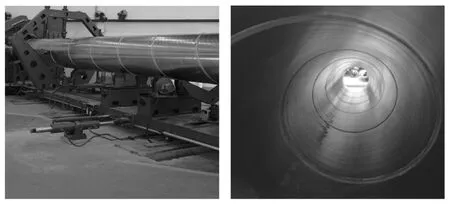
圖1 FSW焊螺旋管整體形貌Fig.1 Appearance of spiral tube of FSW welding
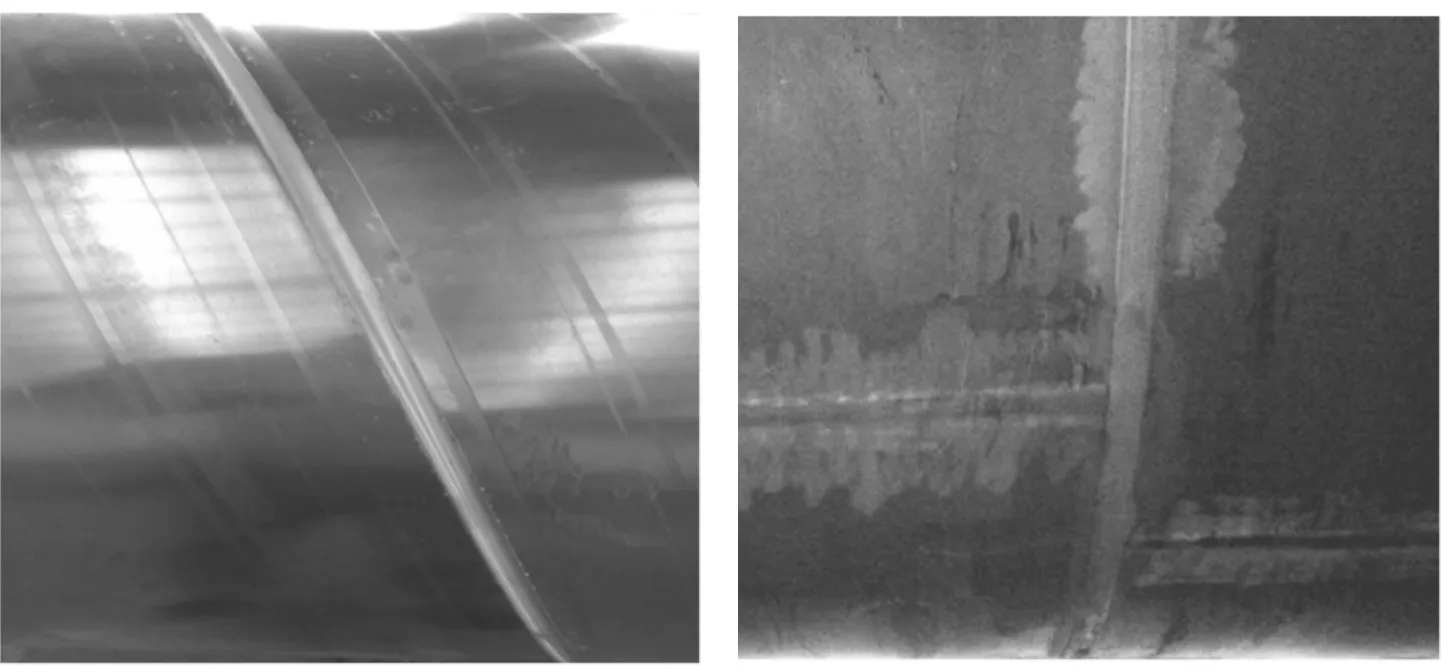
圖2 螺旋管FSW焊及縱縫管熔焊管體的焊縫形貌Fig.2 Weld morphology of spiral tube and longitudinal seam welded pipe
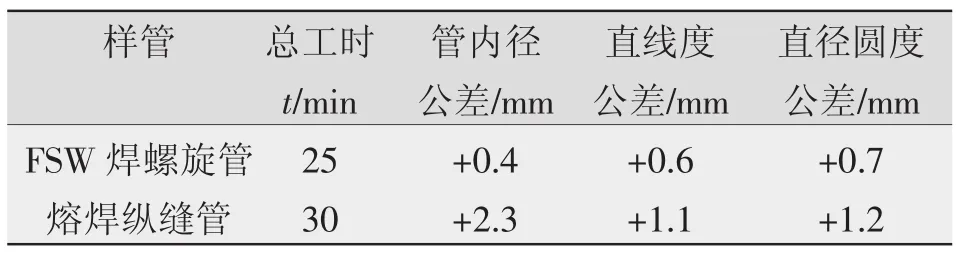
表3 FSW焊螺旋管及熔焊縱縫管制作工時(shí)及管體尺寸Table 3 Production time and dimension tolerance of spiral tube and longitudinal seam welded pipe by FSW
由表3可知,生產(chǎn)相同規(guī)格的FSW焊螺旋管所需時(shí)間明顯短于熔焊縱縫管,這是因?yàn)槁菪蹻SW焊采用管體成型和焊接集于一體的專用設(shè)備,結(jié)合內(nèi)外連續(xù)動(dòng)支撐結(jié)構(gòu),使螺旋管成型與FSW焊接可在同一工位同步進(jìn)行,螺旋管長度隨著成型和焊接的持續(xù)進(jìn)行而不斷增加。縱縫管熔焊過程需要依次經(jīng)過板材落料、板材成型、縱縫裝夾、清洗焊接、校圓、環(huán)縫裝夾、清洗焊接等工序,分別由不同工位完成,且縱縫管長度的增加需要不斷增加短管環(huán)焊拼接,故生產(chǎn)效率明顯不及螺旋管FSW焊。
FSW焊螺旋管精度高的原因:由于螺旋管的成型過程靠程序驅(qū)動(dòng)設(shè)備連續(xù)向前推進(jìn),使得螺旋管的軸向?qū)ΨQ性良好,且保證了管徑及直線度始終一致;FSW焊為固態(tài)焊接方式,焊接過程中材料未熔化,僅達(dá)到塑化狀態(tài),焊接溫度為400~550℃,明顯低于熔焊過程中的熱輸入量[8-10],可極大地避免焊件產(chǎn)生應(yīng)力和變形量;在攪拌頭和背部支撐的同時(shí)作用下,有效避免了焊縫錯(cuò)邊現(xiàn)象的產(chǎn)生。上述因素共同保證了螺旋管FSW焊管的尺寸精度。
縱縫管尺寸精度低的原因:熔焊過程中的高熱輸入量和熱循環(huán)溫度勢必引起焊縫局部區(qū)域的應(yīng)力變形;焊縫區(qū)域的變形與周邊母材產(chǎn)生的局部臺(tái)階過渡區(qū)在管體校圓過程中很難被完全消除,從而降低管體的圓度和直線度;環(huán)縫熔焊又將帶來一定的應(yīng)力變形,且隨著縱縫管長度的增加,直縫和環(huán)縫數(shù)量越多,管體局部變形區(qū)域越多,管體的精度就越低。由此可見,F(xiàn)SW焊螺旋管比熔焊縱縫管的尺寸精度更高。
2.3 焊縫的金相組織
焊縫的金相組織如圖3所示。圖3a、3c為螺旋管FSW焊焊縫的宏觀和微觀組織。可以看出,焊縫宏觀呈固有的“洋蔥環(huán)”形貌,焊縫減薄量為0.6 mm,微觀組織為焊縫細(xì)晶區(qū)、熱力影響區(qū)和母材區(qū)。螺旋管FSW焊過程中攪拌頭高速旋轉(zhuǎn)插入被焊接頭,攪拌頭對工件產(chǎn)生摩擦焊熱及擠壓作用使接頭金屬迅速達(dá)到塑化狀態(tài),隨著攪拌頭與焊縫的相對運(yùn)動(dòng),攪拌頭的鍛造行為使焊縫中心得到重結(jié)晶細(xì)化。熱力影響區(qū)受攪拌頭的熱力作用低于焊縫中心,組織未發(fā)生粗化,只是靠近焊縫中心部位組織在攪拌針的機(jī)械作用下有所變形,接頭組織整體均勻細(xì)小而致密。
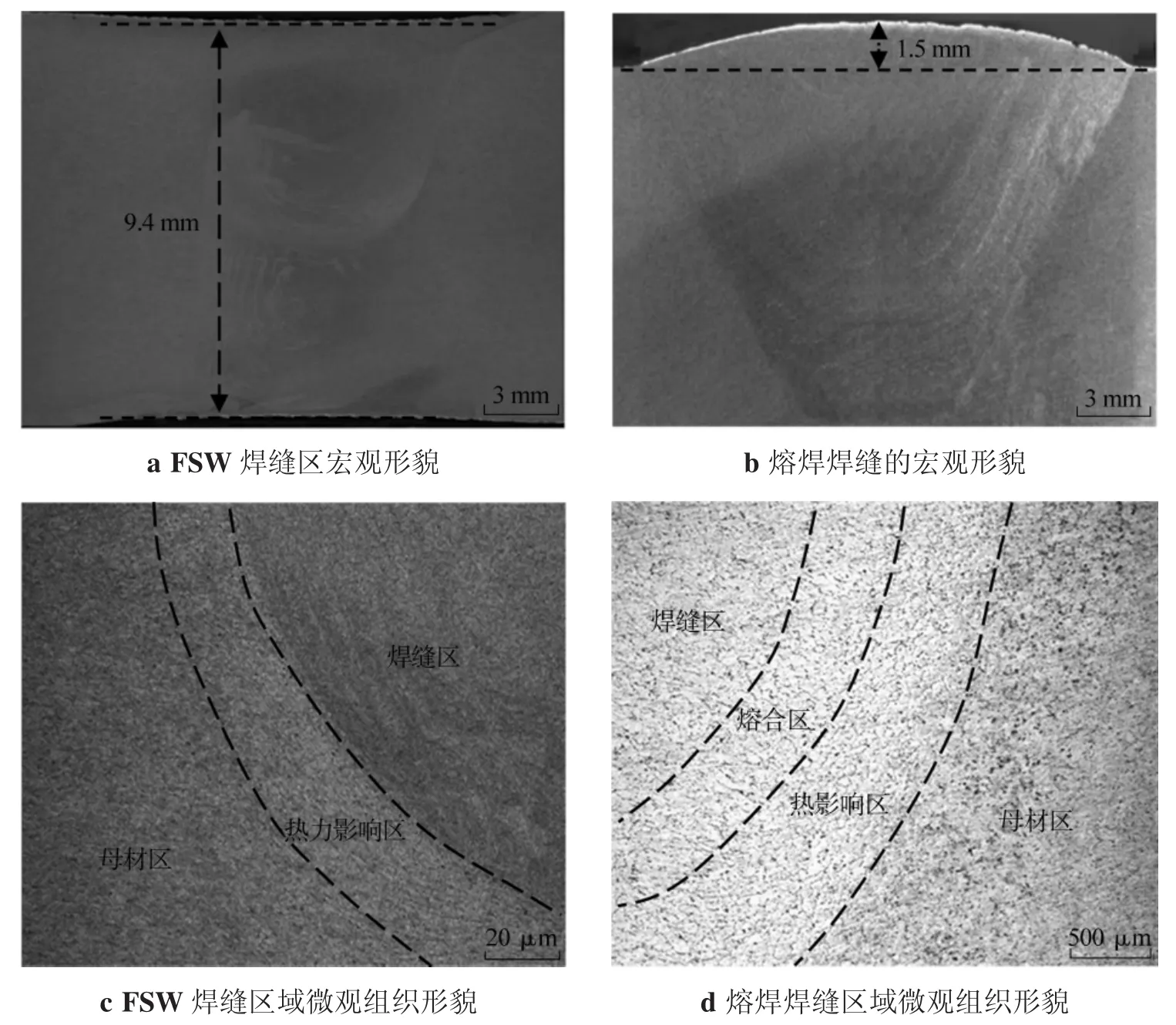
圖3 焊縫的金相組織Fig.3 Metallographic structure of welding seam
圖3b、圖3d為熔焊縱縫管焊縫的宏觀和微觀組織。由圖可知,熔焊焊縫區(qū)面積明顯大于FSW焊縫區(qū)域組織,且焊縫整體高于母材約1.5 mm;由于熔焊過程的高熱輸入量,焊縫經(jīng)歷冶金過程后凝固,故焊縫區(qū)及熔合區(qū)組織較為粗大;熱影響區(qū)在較高熱循環(huán)溫度作用下,組織發(fā)生明顯長大。
2.4 焊縫抗拉強(qiáng)度、管體水壓及氣密性試驗(yàn)
兩種工藝方法所得管體焊縫的抗拉強(qiáng)度和管體水壓及氣密性試驗(yàn)如表4所示。螺旋管FSW焊焊縫抗拉強(qiáng)度為302 MPa,顯著高于縱縫管焊縫抗拉強(qiáng)度269 MPa;且在水壓試驗(yàn)3 MPa、壓力保壓10 min后,F(xiàn)SW焊管體未發(fā)現(xiàn)任何變形,而熔焊縱縫管在水壓試驗(yàn)3 MPa壓力僅保壓1 min時(shí),發(fā)現(xiàn)環(huán)焊縫局部區(qū)域出現(xiàn)明顯變形。
分析認(rèn)為,F(xiàn)SW焊為熱輸入量在400~550℃的固態(tài)焊接,焊縫在攪拌頭熱-機(jī)聯(lián)合作用下形成致密的焊縫接頭,且組織得到重結(jié)晶細(xì)化,焊縫抗拉強(qiáng)度顯著提高。縱縫管熔焊焊縫抗拉強(qiáng)度低的原因主要是熔焊過程需經(jīng)過高溫冶金反應(yīng),焊縫組織粗大,且高溫冶金過程易導(dǎo)致鋁合金中強(qiáng)化相的溶解和合金元素的燒損;同時(shí),已形成的焊縫在高溫?zé)嵫h(huán)溫度下會(huì)引起焊縫和熱影響區(qū)組織的進(jìn)一步粗化,這些都將顯著降低焊縫的抗拉強(qiáng)度。
縱縫管承壓時(shí),周向應(yīng)力(直縫)δY是軸向用力(環(huán)縫)δX的2倍[11-12]。螺旋焊管焊縫的螺旋角一般為50°~75°,螺旋管在承受內(nèi)壓時(shí),通常在管壁上產(chǎn)生周向應(yīng)力δY和軸向應(yīng)力δX,焊縫處合成應(yīng)力為

表4 焊縫抗拉強(qiáng)度、管體水壓試驗(yàn)及氣密性試驗(yàn)Table 4 Tensile strength of welding seam,the results of air tightness and hydraulic pressure test
式中 α為螺旋焊管焊縫的螺旋角。
故螺旋焊縫處合成應(yīng)力介于周向應(yīng)力(直縫)和軸向用力(環(huán)縫)之間,加之螺旋管FSW焊縫的力學(xué)性能更高,所以同一管徑的螺旋焊管比直縫焊管允許承受的工作壓力更高,且相同工作壓力下,同一管徑的螺旋焊管壁厚可小于直縫焊管壁厚。
FSW焊接螺旋管的氣密性顯著高于熔焊縱縫管,這是因?yàn)镕SW為固相焊接方法,焊縫熱輸入量及焊接熱循環(huán)溫度低,焊縫無氣孔、裂紋等冶金缺陷,焊縫組織細(xì)小,且與母材致密度相當(dāng),故具有優(yōu)異的密封性能。而熔焊過程極易產(chǎn)生氣孔、裂紋等破壞焊縫致密性的缺陷,高的熱輸入量和熱循環(huán)溫度會(huì)形成粗大的焊縫組織,且焊縫中心與母材之間存在組織的弱結(jié)合過渡區(qū)域,也會(huì)降低焊接接頭的致密性。
3 結(jié)論
(1)將自主研發(fā)的螺旋管成型設(shè)備與攪拌摩擦焊內(nèi)外機(jī)頭有效集成,結(jié)合雙面連續(xù)動(dòng)支撐雙面FSW焊接技術(shù),實(shí)現(xiàn)了大口徑鋁合金螺旋管FSW焊接。
(2)大口徑鋁合金螺旋FSW焊接與傳統(tǒng)縱縫管熔焊工藝相比,具有更高的生產(chǎn)效率、產(chǎn)品尺寸精度、焊縫致密性和力學(xué)性能、、承壓能力及氣密性。
(3)大口徑螺旋管攪拌摩擦焊技術(shù)將極大促進(jìn)大口徑鋁合金管的國產(chǎn)化生產(chǎn)和應(yīng)用,并產(chǎn)生良好的社會(huì)效益和經(jīng)濟(jì)效益。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07
