GH4169高溫合金鉆削力的試驗研究
2018-08-28 09:12:34仵珍稷姜增輝魯康平孫晉亮
機械設(shè)計與制造 2018年8期
仵珍稷,姜增輝,魯康平,孫晉亮
(沈陽理工大學(xué) 機械工程學(xué)院,遼寧 沈陽 110159)
1 引言
高溫合金GH4169具有良好的高溫強度和抗熱腐蝕性能,廣泛地應(yīng)用于航空航天、核能、石油化工等各個領(lǐng)域[1-3]。同時,它又是一種典型的難加工材料,切削過程中加工硬化嚴重、熱傳導(dǎo)率較低、切削力大,致使其加工效率較低,加工成本較高,且在孔的加工中尤為突出[4-7]。GH4169鉆孔加工中鉆削力較大,合理的選擇鉆削參數(shù)可對鉆削力進行有效地控制,使鉆孔過程更加平穩(wěn),改善孔的加工質(zhì)量,并提高鉆頭的使用壽命。
近年來許多學(xué)者對高溫合金的鉆削進行了研究。文獻[8]通過對GH4169的高速車削與銑削試驗,研究了高速切削GH4169時,切削用量對切削力、切削溫度、表面質(zhì)量(粗糙度、加工硬化、殘余應(yīng)力)的影響規(guī)律與特點;文獻[9]對三種典型難加工材料的鉆削力進行了理論和試驗對比研究,還用有限元方法對鉆削力進行了研究,得鉆削GH4169的軸向力和扭矩最大;文獻[10]為了能夠預(yù)測鉆削加工中的軸向力和扭矩利用Eulerian建立了有限元模型;文獻[11]使用M42高性能高速鋼非涂層麻花鉆對NiCr20TiAl變形高溫合金進行了鉆削加工試驗研究,對切削加工過程中刀具的壽命、切屑形態(tài)和刀具失效機理進行了研究,得出最優(yōu)鉆削參數(shù)。
通過對高溫合金GH4169的鉆削實驗,分析了鉆削用量對鉆削軸向力和扭矩的影響,為高溫合金鉆削加工參數(shù)的選擇提供了參考依據(jù)。
2 鉆削實驗設(shè)備
2.1 試驗機床
鉆削試驗所使用的加工設(shè)備是TH5650型立式銑鏜加工中心,如圖 1所示。行程(850×500×630),工作臺面尺寸(1000×500),主軸轉(zhuǎn)速(50~6000)r/min,主軸電動機功率 11kW。

圖1 TH5650型立式銑鏜加工中心Fig.1 TH5650 Vertical Boring and Milling Processing Center
2.2 試驗工件及鉆頭
試驗所使用的工件材料是GH4169鎳基高溫合金,選擇的工件尺寸規(guī)格為:(100×50×24),如圖2(a)所示。切削加工刀具是株洲鉆石生產(chǎn)的SU系列的外冷型整體硬質(zhì)合金麻花鉆,如圖2(b)所示。鉆頭直徑分別d1=5mm,d2=6mm,d3=7mm,柄徑為直柄,其直徑分別是D1=6mm,D2=6mm,D3=8mm,鉆頭的頂角值為 Φ=140°。
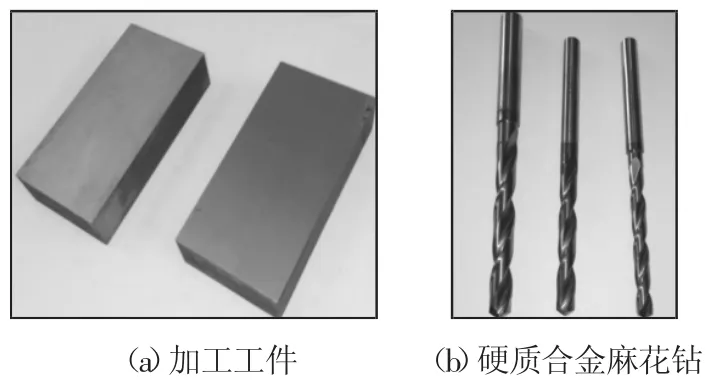
圖2 加工工件及硬質(zhì)合金麻花鉆Fig.2 Workpiece and Solid Carbide Twist Drill
2.3 切削力測量原理及設(shè)備
切削刀具對工件進行切削時與工件緊連接的壓電式平板測力儀輸出與鉆削力成比例的電荷信號,電荷信號通過高絕緣的電纜再傳到電荷放大器里,之后將測力儀產(chǎn)生的電信號通過濾波放大后輸入到A/D數(shù)據(jù)采集卡,數(shù)據(jù)采集卡將模擬的電信號轉(zhuǎn)換為數(shù)字信號后輸入到計算機中利用DynoWare軟件進行分析處理,最終得到切削力。測力原理圖,如圖3所示。試驗中測力儀的具體參數(shù)設(shè)置為:采樣頻率3000Hz、測量范圍(0~5)kN,測量時間根據(jù)具體各組試驗走刀時間設(shè)置。切削力數(shù)據(jù)采集的試驗加工現(xiàn)場,如圖4所示。
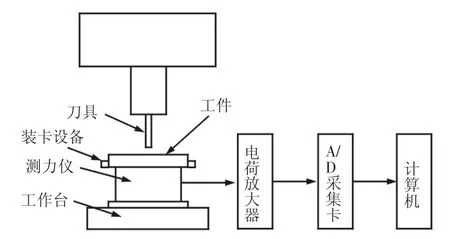
圖3 鉆削試驗切削力測力系統(tǒng)原理圖Fig.3 Drilling Force Measuring System Schematic Diagram
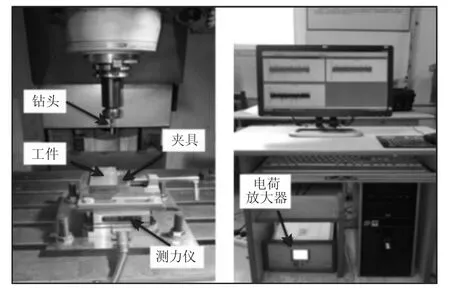
圖4 切削力試驗加工現(xiàn)場Fig.4 The Processing Site of Cutting Force Collection
3 試驗方案設(shè)計
為研究鉆頭直徑d,鉆頭轉(zhuǎn)速n,鉆頭每轉(zhuǎn)進給量fn對鉆削軸向力和扭矩影響的主次因素,本試驗采用三因素三水平的正交試驗進行研究。各因素水平的具體數(shù)值是結(jié)合刀具使用手冊來確定的。試驗過程中要保持刀具的頂角Φ和螺旋角β不變,各因素水平參數(shù)設(shè)計,如表1所示。
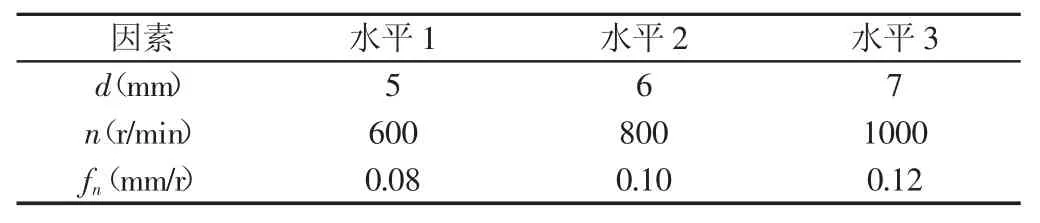
表1 正交試驗因素水平表Tab.1 The Table of Orthogonal Experiment
4 試驗結(jié)果與分析
4.1 軸向力與扭矩試驗數(shù)據(jù)處理
根據(jù)設(shè)計的試驗表進行試驗時通過DynoWare軟件對切削力進行了采集,d=6mm,n=600r/min,fn=0.12mm/r的軸向力和扭矩信號圖,如圖5所示。
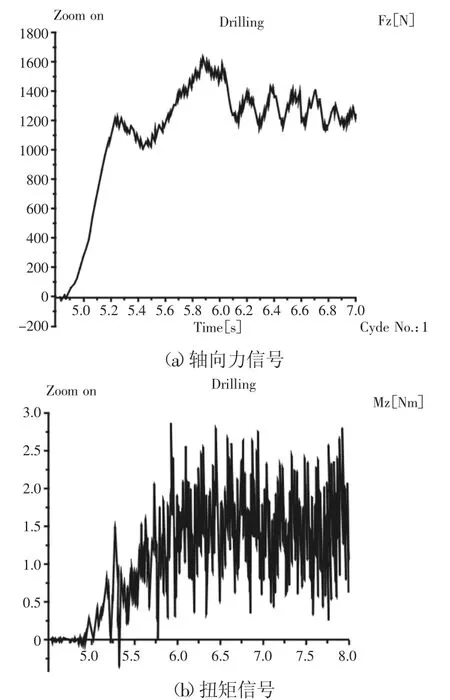
圖5 鉆削軸向力和扭矩的信號圖Fig.5 The Signal Chart of Drilling Axial Force and Torque
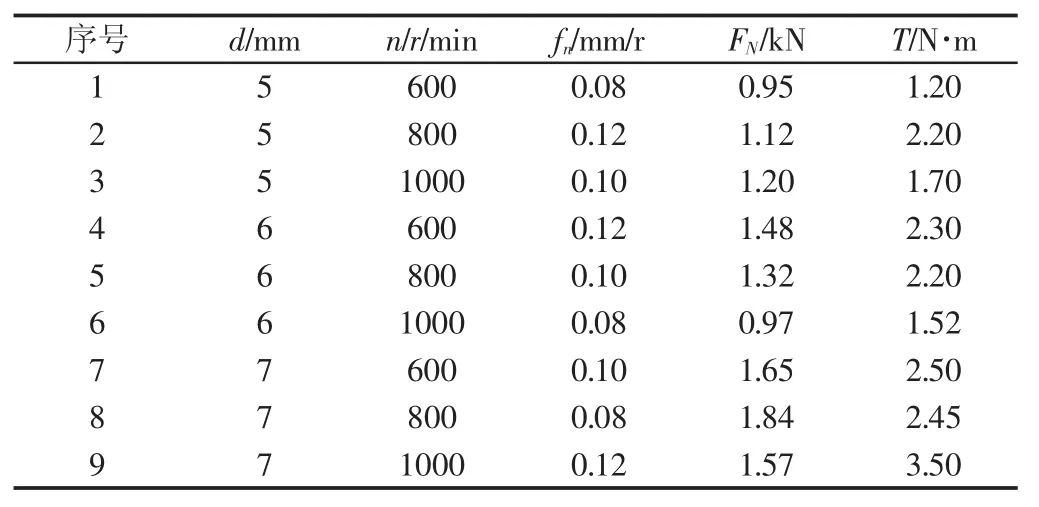
表2 正交鉆削試驗測量結(jié)果Tab.2 Results of Drilling with Orthogonal Experiment
切削力大小為采集穩(wěn)定切削階段的切削力取平均值。對所有鉆削數(shù)據(jù)進行同樣的操作,得到不同轉(zhuǎn)速、不同進給量、不同刀具直徑的軸向力和扭矩的試驗數(shù)值。將試驗測量數(shù)據(jù)進行整理后,根據(jù)試驗參數(shù)設(shè)計L9(33)正交實驗表,如表2所示。
4.2 鉆削參數(shù)對鉆削力的影響
用極差分析法對試驗所得測量數(shù)據(jù)進行分析,可得軸向力極差分析表及扭矩極差分析表,如表3、表4所示。表中可以看出三個因素對鉆削軸向力和扭矩的影響程度,及鉆削參數(shù)優(yōu)化方案。在選取優(yōu)化方案時,由于此次試驗的指標是鉆削力,所以指標越小越好。
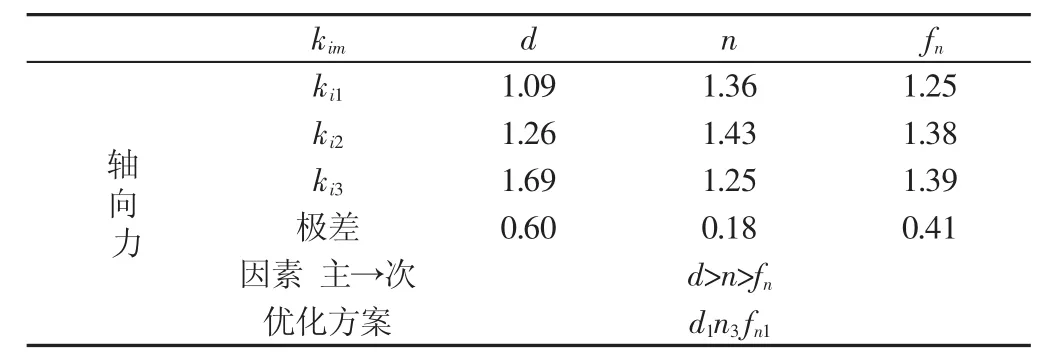
表3 軸向力極差分析表Tab.3 Range Analysis Table of Axial Force

表4 扭矩極差分析表Tab.4 Range Analysis Table of Torque
4.2.1 轉(zhuǎn)速對鉆削力的影響
當轉(zhuǎn)速增大時,被加工材料的剪切屈服度會降低,進而導(dǎo)致切屑與前刀面之間的剪切角增大,摩擦角減小,彈塑性變形減小,軸向力和扭矩也隨之減小。
4.2.2 進給量對鉆削力的影響
進給量增大時被切削的工件金屬層變大,刀具和工件的接觸面積增大,為了克服刀具和切屑以及刀具和工件之間的摩擦需要更大的切削力,故軸向力和扭矩隨著進給量的增大而增大。
4.2.3 直徑對鉆削力的影響
切削寬度的公式為B=d/2sinφ,鉆頭直徑與切削寬度成正比,隨著鉆頭直徑的增加切削寬度也增加,剪切應(yīng)力增大,故軸向力和扭矩都變大。
在加工過程中想要減小切削力,提高加工效率,在保證加工要求的前提下,可優(yōu)先考慮增大刀具直徑和轉(zhuǎn)速。在本次試驗所研究的鉆削參數(shù)中,在直徑盡可能大的要求下,又能使鉆削力達到最小,最為合理的組合方案是d=6,n=1000r/min,fn=0.08mm/r。
4.3 鉆削力公式建立
切削力公式的建立是在金屬切削原理的基礎(chǔ)上進行的。切削力與切削參數(shù)之間存在著復(fù)雜的指數(shù)關(guān)系,其通用形式一般可表示為:

對所得數(shù)據(jù)利用Matlab軟件進行多元線性回歸分析,最后得到經(jīng)驗公式的各系數(shù)。所得公式如下所示:

將參數(shù)為d=6mm,n=800r/min,fn=0.1mm/r的一組數(shù)據(jù)代入修正后的公式所得結(jié)果FN=1207N,M=2.24N.m。而與其對應(yīng)的試驗所得的結(jié)果為FN1=1320N,M1=2.20N.m。兩組數(shù)據(jù)的誤差值在10%以內(nèi),由此可以看出所得到的修正公式的正確性。
5 結(jié)論
通過正交試驗方法并利用正交試驗的極差分析法研究不同切削參數(shù)對軸向力和扭矩的影響,可以得到如下結(jié)論:(1)在鉆削加工GH4169鎳基高溫合金時,相同刀具直徑下鉆削軸向力和扭矩隨著刀具轉(zhuǎn)速的增加而減小。(2)鉆削軸向力和扭矩隨著刀具每轉(zhuǎn)進給量和直徑的增加而增加,但直徑對軸向力和扭矩的影響力比進給量大。(3)經(jīng)過正交試驗的極差分析可得影響鉆削軸向力的主次因素為:直徑>轉(zhuǎn)速>每轉(zhuǎn)進給量;影響扭矩的主次因素為:直徑>每轉(zhuǎn)進給量>轉(zhuǎn)速。