用于超導線屏蔽細徑鈮管的加工性研究
2018-08-31 09:55:30謝新普張九海張亞軍李積賢
世界有色金屬 2018年11期
謝新普,張九海,張亞軍,李積賢
(寧夏東方鉭業股份有限公司,寧夏 石嘴山753000)
金屬鈮是重要的稀有高熔點金屬,具有低溫、塑性加工性能好、化學活性強、熔點高。熱中子俘獲截面小,抗液態金屬腐蝕能力強,用于加快中子增值反應堆得有關部件;耐腐蝕性強,用于加工化學、電子、電光源、航空航天等工業設備及組件用管板棒材等[1]。小直徑鈮管用于超導線的屏蔽,超導線被安置在PTFE(聚四氟乙烯)電纜凹圓里,然后插入鈮管。
1 實驗
1.1 實驗原材料
實驗原料采用ALD 600KW電子束爐熔煉兩次獲得的直徑φ155 mm鈮錠,化學成分見表1。

表1 實驗鑄錠化學成分(w)%
1.2 技術指標及要求
細徑無縫鈮管要求的技術和性能指標,見表2。其中外徑和內徑公差是最重要的性能指標,見表3,也是本文研究的的重點。
1.3 實驗工藝
制備φ1.6 mm×φ1.0 mm細徑無縫鈮管采用如下工藝:鈮錠→鉆孔→擠壓→軋制→退火→軋制→氧化→拉拔→表面處理→退火→性能檢測→檢驗。
1.4 工藝控制關鍵
1.4.1 熱處理工藝的控制
要滿足無縫鈮管的綜合性能要求,晶粒尺寸要大于90%再結晶。為此,進行了從800 ℃~1 200 ℃,1 h之間5種退火工藝的實驗。經800 ℃,1 h(圖1a)和900 ℃,1h(圖1b)退火,無結晶為加工組織。而1 000 ℃,1 h退火再結晶尚不充分,晶粒間尺寸相差很大。在1 200 ℃,1 h,已發生重結晶,晶粒粗大而極不均勻。因此,1 050 ℃,1 h的退火是最適宜的。
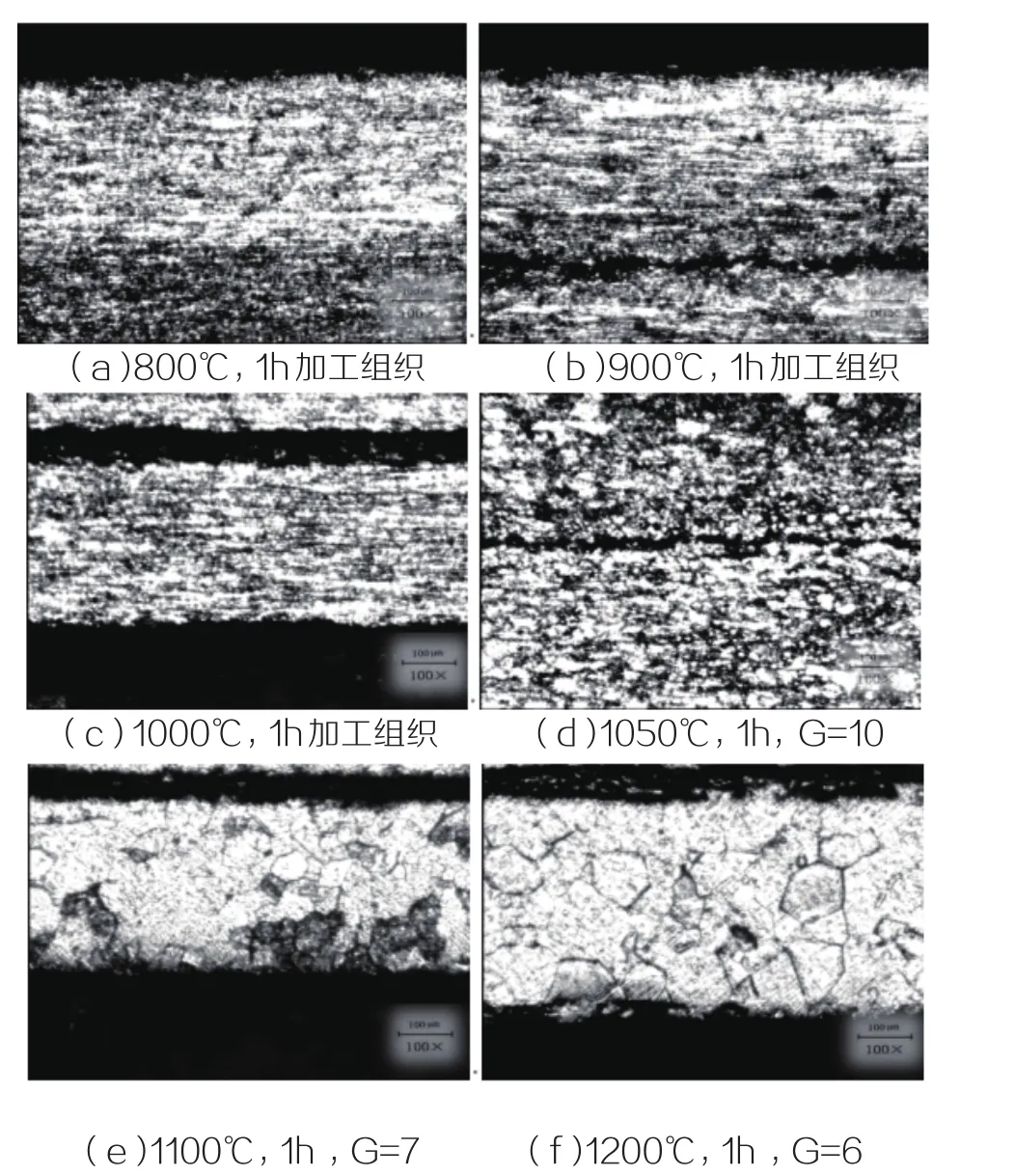
圖1 不同熱處理條件下鈮管的組織形貌

表2 力學性能指標

表3 尺寸公差要求

表4 性能檢測數據
1.4.2 冷拉前軋制的壁厚控制
實驗中發現,冷拉拔前軋制壁厚的控制對成品管材內徑的控制非常的關鍵。微小的壁厚變化都會造成成品管材壁厚的不均勻。
軋制到φ4.4 mm時壁厚控制0.18mm~0.19 mm,采用350 ℃/5 min大氣氧化,表面為藍綠色氧化膜,空心拉拔通過模孔口外徑減小,管壁會有略微增厚的變化,拉制到成品時內徑公差符合公差要求。
2 性能測試與分析
性能檢測數據見表4。
3 結論
(1)采用軋制加氧化冷拉的加工方式,有效地實現了細徑無縫鈮管的加工;
(2)鈮管采用1050℃,1 h真空退火,獲得顯微晶粒尺寸小而均勻,等軸晶組織,其Rm=262 MPa,Rm0.2=213 MPa,δ=26%,綜合力學性能均優于規定的指標;
(3)用新工藝制備的無縫鈮管的性能超過相關標準要求,成本降低,生產效率大幅提高。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
山東冶金(2019年6期)2020-01-06 07:45:54
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
世界農藥(2019年2期)2019-07-13 05:55:12
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
