基于響應面方法的注塑件翹曲變形優(yōu)化
2018-08-31 06:30:44王曉花張彩婷王國斌李世鵬汪文榮
現(xiàn)代塑料加工應用
2018年4期
王曉花 張彩婷 王國斌 李世鵬 汪文榮
(銀川能源學院機械與汽車工程學院,寧夏 銀川,750100)
塑料在注塑成型過程中,會出現(xiàn)短射、翹曲等缺陷,翹曲變形作為評定產(chǎn)品質量的重要指標,已成為行業(yè)內研究的熱點[1]。控制翹曲變形研究雖然取得了一定進展,但注塑成型的多變量、非線性等特性,使得優(yōu)化面臨很多困難。對于具體工程問題,通常在滿足精度要求的同時找到一個合適的替代模型進行優(yōu)化研究,而移動最小二乘法(MLS)能有效解決此類問題[2]。
下面基于Moldflow軟件和響應曲面對手機上殼翹曲變形進行優(yōu)化,重點研究計算機輔助工程(CAE)模型網(wǎng)格優(yōu)化,基于移動最小二乘法的響應曲面建立以及粒子群尋優(yōu)法對注塑成型工藝的優(yōu)化。
1 注塑成型有限元模型
某公司生產(chǎn)的薄殼類手機上殼注塑件,外形尺寸為150.0 mm×83.0 mm×8.0 mm,平均壁厚2.0 mm,材料為丙烯腈/丁二烯/苯乙烯樹脂(ABS)。手機上殼主視圖、左視圖及主要尺寸,見圖1。規(guī)定該手機上殼與下殼自然裝配間隙不能超過0.5 mm,但在實際生產(chǎn)中由于上殼發(fā)生了翹曲變形,使上、下殼不能自然裝配,因此,需要對上殼進行翹曲變形優(yōu)化。
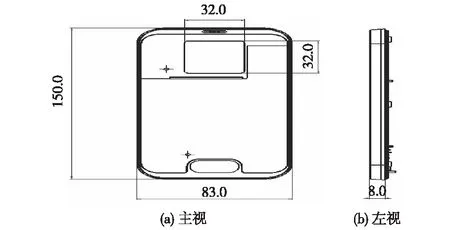
圖1 手機上殼主要尺寸(單位:mm)
手機上殼在注塑成型過程中采用點澆口,一模兩腔成型。該模型共有38 336個三角形單元,網(wǎng)格匹配率為87%,模型最大和最小三角形網(wǎng)格縱橫比(三角形單元的長和高的最大比值)分別為6.00和1.16,設計了合理的冷卻系統(tǒng)和澆注系統(tǒng),滿足塑件形狀尺寸及模具要求(見圖2),設計目標是滿足質量要求的同時使注塑產(chǎn)品的翹曲變形量最小。……
登錄APP查看全文
猜你喜歡
房地產(chǎn)導刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導向(2021年7期)2021-07-16 07:07:52
中學生數(shù)理化(高中版.高二數(shù)學)(2021年12期)2021-04-26 07:43:48
中華詩詞(2020年1期)2020-09-21 09:24:52
藝術啟蒙(2018年7期)2018-08-23 09:14:18
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
數(shù)學大王·中高年級(2016年12期)2016-12-26 21:37:36
