面向精益生產(chǎn)的學(xué)習(xí)工廠建設(shè)
2018-09-01 01:47:48張為民
機(jī)械制造 2018年6期
關(guān)鍵詞:生產(chǎn)
□ 王 瑞 □ 張為民,2
1.同濟(jì)大學(xué)中德學(xué)院 上海 200092
2.同濟(jì)大學(xué)機(jī)械與能源工程學(xué)院 上海 200092
1 學(xué)習(xí)工廠概述
目前,學(xué)習(xí)工廠在國(guó)外是一個(gè)熱點(diǎn)課題。德國(guó)的許多高校都開發(fā)建立了自己的或與企業(yè)合作的學(xué)習(xí)工廠。美國(guó)近些年以生產(chǎn)工程教育合作組織為代表,在國(guó)內(nèi)推廣了學(xué)習(xí)工廠的模式,并取得了顯著的成績(jī)。目前,美國(guó)已有40多家大學(xué)和100多家制造企業(yè)加入學(xué)習(xí)工廠的學(xué)習(xí)模式,幾年來已有10 000多名學(xué)生在學(xué)習(xí)工廠中創(chuàng)造了1 200多個(gè)制造業(yè)的產(chǎn)品或者項(xiàng)目[1]。學(xué)習(xí)工廠的模式在2006年獲得美國(guó)國(guó)家工程院的最高榮譽(yù)戈登獎(jiǎng),并于2014年起在制造領(lǐng)域最頂尖的學(xué)術(shù)會(huì)議國(guó)際生產(chǎn)工程科學(xué)院(CIRP)會(huì)議上作為一個(gè)單獨(dú)的主題而存在。在2016年的CIRP會(huì)議上,還為此成立了一個(gè)協(xié)同工作小組。2017年CRIP會(huì)議關(guān)于學(xué)習(xí)工廠的報(bào)告顯示,學(xué)習(xí)工廠和相關(guān)的學(xué)術(shù)文獻(xiàn)數(shù)量大幅度上升。圖1所示為CIRP會(huì)議報(bào)告中學(xué)習(xí)工廠相關(guān)學(xué)術(shù)文獻(xiàn)數(shù)量的趨勢(shì),圖中的學(xué)習(xí)工廠和教學(xué)工廠曲線反映的是這兩個(gè)關(guān)鍵詞在學(xué)術(shù)文獻(xiàn)中出現(xiàn)的頻次趨勢(shì)。因?yàn)閷W(xué)習(xí)工廠與教學(xué)工廠在本質(zhì)上是近義詞,所以筆者在本文中所述的學(xué)習(xí)工廠包括了教學(xué)工廠。
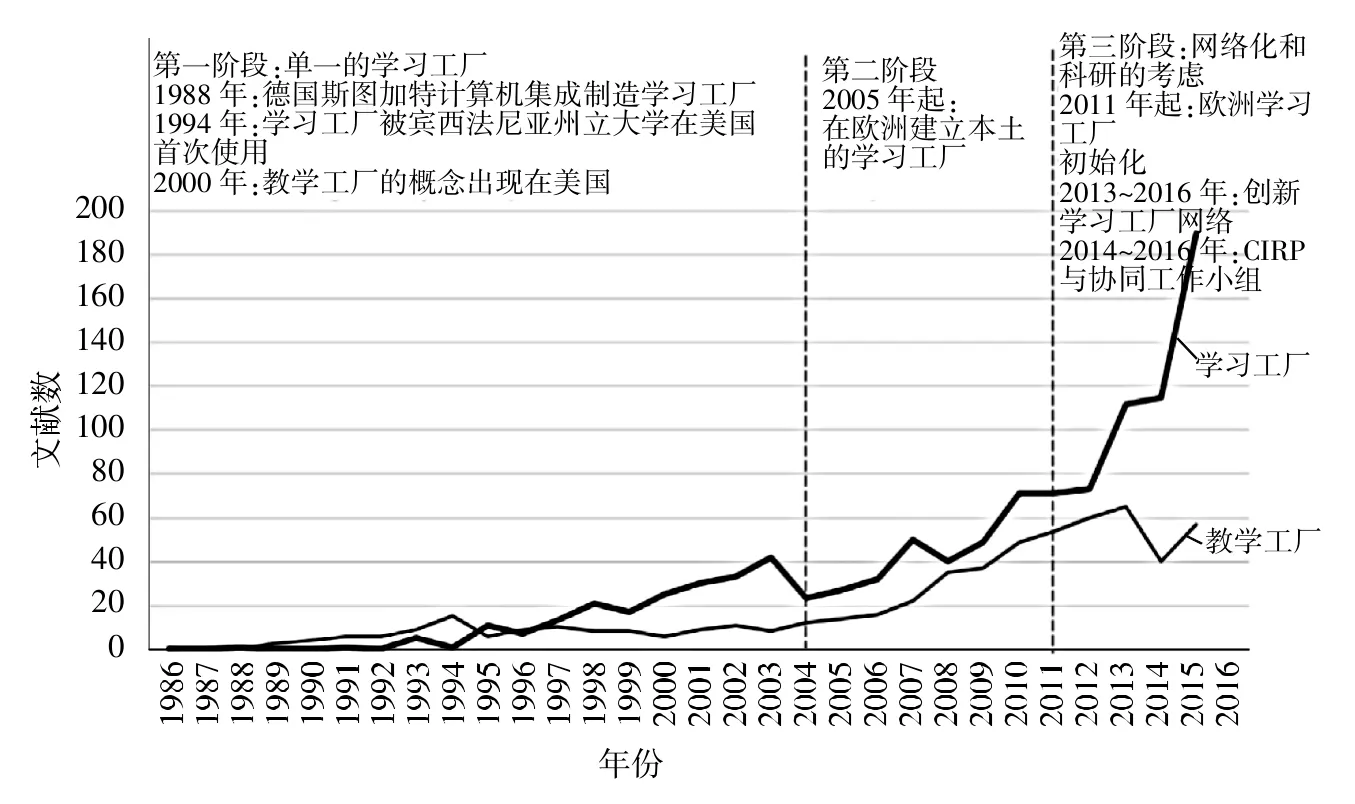
▲圖1 學(xué)習(xí)工廠相關(guān)學(xué)術(shù)文獻(xiàn)數(shù)量趨勢(shì)
對(duì)于學(xué)習(xí)工廠一詞,目前學(xué)術(shù)上仍沒有統(tǒng)一的定義。學(xué)習(xí)工廠領(lǐng)域的先行者Abele[2]提出,它是一個(gè)以教學(xué)為目的,向?qū)W生或在職人士提供真實(shí)生產(chǎn)制造過程的場(chǎng)所,在這個(gè)場(chǎng)所可以配合不同的教學(xué)主題對(duì)于不同領(lǐng)域進(jìn)行實(shí)踐練習(xí)。
慕尼黑工業(yè)大學(xué)的 Müller[3]提出:經(jīng)常參與學(xué)習(xí)工廠的學(xué)生們,通過不斷的實(shí)踐鍛煉,可以實(shí)現(xiàn)對(duì)自身實(shí)際職業(yè)能力的不斷提升,達(dá)到對(duì)自身的改善。
斯圖加特大學(xué)的 Riffelmacher[4]在其著作中闡述了學(xué)習(xí)工廠包括產(chǎn)品選擇、場(chǎng)地建設(shè)和教學(xué)主題等在內(nèi)的指導(dǎo)方法。Steffen等[5]提出將學(xué)習(xí)工廠的屬性分為運(yùn)營(yíng)方式、目標(biāo)群體、裝備和教學(xué)模式,并提出使用形態(tài)分析法對(duì)各個(gè)模式進(jìn)行路線的選擇。波鴻魯爾大學(xué)的Kreimeier等[6]對(duì)德國(guó)高校的學(xué)習(xí)工廠進(jìn)行了闡述,并對(duì)其教學(xué)方法作了總結(jié),探討了如何在實(shí)際加工環(huán)境中貫徹學(xué)習(xí)工廠的教學(xué)模型[7]。
結(jié)合上述描述,學(xué)習(xí)工廠可以定義為以項(xiàng)目為導(dǎo)向,基于制造業(yè)的產(chǎn)品周期,整合相關(guān)專業(yè)課程與實(shí)踐環(huán)節(jié)的學(xué)習(xí)過程,并付諸實(shí)踐,其目標(biāo)是應(yīng)用基本理論與知識(shí),通過交流、構(gòu)思、設(shè)計(jì)、制造及團(tuán)隊(duì)工作,互相學(xué)習(xí)和自我學(xué)習(xí),進(jìn)行跨學(xué)科交流與合作,研究市場(chǎng)與消費(fèi)者的需求,創(chuàng)造新型產(chǎn)品,解決各種技術(shù)與工程問題、商務(wù)問題,培養(yǎng)高質(zhì)量的現(xiàn)代工程師。
因項(xiàng)目導(dǎo)向的特點(diǎn),在發(fā)展中,學(xué)習(xí)工廠已不再局限于教學(xué)或培訓(xùn)的用途。利用學(xué)習(xí)工廠的軟硬件設(shè)施,結(jié)合不同的項(xiàng)目特點(diǎn),可將其作為高校的科研工具或企業(yè)的咨詢工具。以波鴻魯爾大學(xué)為例,該校的學(xué)習(xí)工廠被用來完成多個(gè)與德國(guó)教育部合作的科研項(xiàng)目,如優(yōu)化加工中的能源效率問題等。
學(xué)習(xí)工廠如今涉及眾多主題,表1為根據(jù)德國(guó)生產(chǎn)技術(shù)科學(xué)協(xié)會(huì)2015年出版的學(xué)習(xí)工廠項(xiàng)目手冊(cè)總結(jié)的德國(guó)各高校學(xué)習(xí)工廠項(xiàng)目。以波鴻魯爾大學(xué)為例,其學(xué)習(xí)工廠主要包括三個(gè)主題:流程改善、資源有效利用、管理與組織。流程改善包含了精益生產(chǎn)和工業(yè)工程的許多內(nèi)容,通過實(shí)踐的方式培訓(xùn)員工。資源有效利用是提高競(jìng)爭(zhēng)力的重要途徑,除了典型的時(shí)間、成本和質(zhì)量指標(biāo),能源和物料效率成為新的指標(biāo),學(xué)習(xí)工廠為此提供了環(huán)境。管理與組織主要關(guān)注人的因素,注重員工之間的團(tuán)隊(duì)合作,包括跨部門的合作。

表1 德國(guó)各高校學(xué)習(xí)工廠項(xiàng)目
2 精益生產(chǎn)概述
精益生產(chǎn),源于豐田生產(chǎn)方式,由美國(guó)麻省理工學(xué)院組織世界上17個(gè)國(guó)家的專家、學(xué)者,花費(fèi)5年時(shí)間,以汽車工業(yè)這一開創(chuàng)大批量生產(chǎn)方式和準(zhǔn)時(shí)制的典型工業(yè)為例,經(jīng)理論化后總結(jié)得出。“精”表示精良、精確、精美,“益”表示利益、效益等,精益生產(chǎn)就是及時(shí)制造,避免故障,消除一切浪費(fèi),向零缺陷、零庫(kù)存進(jìn)軍[8]。
數(shù)十年來,實(shí)施了精益生產(chǎn)的制造企業(yè)在產(chǎn)品設(shè)計(jì)開發(fā)、生產(chǎn)制造、信息管理及客戶服務(wù)等方面獲得了巨大成功。一些專家指出,中國(guó)企業(yè)與世界先進(jìn)企業(yè)之間的差距,主要不在于生產(chǎn)設(shè)備等硬件層面,而是在于管理和生產(chǎn)方式等軟實(shí)力,實(shí)行精益生產(chǎn)是解決中國(guó)企業(yè)發(fā)展問題的一個(gè)良好對(duì)策[9]。
為此,中國(guó)很多高校的機(jī)械學(xué)科也都開設(shè)了關(guān)于精益生產(chǎn)的課程,但一般只涉及理論層面,在實(shí)踐方面少有涉獵,這導(dǎo)致了學(xué)生雖然在課堂上得到了理論知識(shí),但在未來的工作中卻難以將其應(yīng)用。麥可思機(jī)構(gòu)對(duì)2012屆部分高校社會(huì)需求與培養(yǎng)質(zhì)量的調(diào)查顯示:2012屆工學(xué)本科畢業(yè)生教學(xué)中最需要改進(jìn)的地方為實(shí)習(xí)和實(shí)踐環(huán)節(jié)不夠,比例達(dá)到44%。精益生產(chǎn)中的一些重要概念,如看板、價(jià)值流、拉動(dòng)式生產(chǎn)等在傳統(tǒng)課堂上對(duì)于學(xué)生而言是比較生澀難懂的,而前面所提到的學(xué)習(xí)工廠則能很好地應(yīng)對(duì)這個(gè)問題。因此,筆者以精益生產(chǎn)為主題,設(shè)計(jì)一個(gè)簡(jiǎn)化的、可在相對(duì)小的空間內(nèi)運(yùn)行的學(xué)習(xí)工廠。
3 面向精益生產(chǎn)的學(xué)習(xí)工廠
筆者所設(shè)計(jì)的面向精益生產(chǎn)的學(xué)習(xí)工廠,在同濟(jì)大學(xué)中德先進(jìn)技術(shù)制造中心進(jìn)行了一次運(yùn)行,其中用到的理論方法主要為價(jià)值流程圖。價(jià)值流程圖是精益生產(chǎn)中的一個(gè)重要工具,它是一張包含著數(shù)據(jù)的流程圖[10],對(duì)生產(chǎn)制造過程中的周期時(shí)間、停機(jī)時(shí)間、在制品庫(kù)存、原材料流動(dòng)、信息流動(dòng)等情況進(jìn)行描摹和記錄,有助于形象化當(dāng)前流程的活動(dòng)狀態(tài),從而對(duì)價(jià)值鏈和各環(huán)節(jié)的浪費(fèi)有一個(gè)全局觀察。價(jià)值流程圖是精益改善的基礎(chǔ),應(yīng)用范圍廣泛[11]。通過對(duì)生產(chǎn)流程的分析,構(gòu)造現(xiàn)有的價(jià)值流程圖,同時(shí)引入生產(chǎn)線平衡、看板拉動(dòng)及持續(xù)改善等精益生產(chǎn)思想方法,可以縮短非增值時(shí)間和產(chǎn)品周期,降低生產(chǎn)成本[12~15]。
筆者設(shè)計(jì)的學(xué)習(xí)工廠分為以下幾個(gè)模塊。
(1)第一輪模擬。用樂高玩具車為產(chǎn)品,采用傳統(tǒng)的推動(dòng)式生產(chǎn)方式。
(2)價(jià)值流程分析。使用價(jià)值流程圖對(duì)第一輪模擬的情況進(jìn)行分析,繪制當(dāng)前狀態(tài)圖。
3) 為了保證閥門泄漏等級(jí)達(dá)到Class VI,該閥門采用金屬支撐的軟密封結(jié)構(gòu),即在軟性材料的旁邊有金屬限位平面。閥芯軟密封環(huán)通過螺紋壓緊在閥芯體上,閥芯和閥座之間通過斜錐面密封,有效密封寬度4 mm左右。該閥門閥芯頭部帶18 mm左右延伸段,該結(jié)構(gòu)優(yōu)點(diǎn):
(3)價(jià)值流程設(shè)計(jì)。在當(dāng)前狀態(tài)圖的基礎(chǔ)上,通過引入精益生產(chǎn)方式優(yōu)化企業(yè)流程,繪制將來狀態(tài)圖。
(4)第二輪模擬。使用優(yōu)化后的方案進(jìn)行第二輪模擬,并比較與第一輪模擬交貨時(shí)間的區(qū)別。
3.1 第一輪模擬
在第一輪模擬中,首先將要模擬的企業(yè)流程劃分為如圖2所示的幾個(gè)工作站,每個(gè)工作站由兩名操作員負(fù)責(zé)。除了圖中所示的工作崗位以外,還安排了兩名負(fù)責(zé)運(yùn)輸產(chǎn)品的運(yùn)輸專員,他們的職責(zé)是隨時(shí)等待各工作站的呼叫,并將所需的產(chǎn)品帶到下一個(gè)工作站。為了對(duì)第一輪模擬的成果進(jìn)行價(jià)值流程分析,以發(fā)現(xiàn)其中存在的浪費(fèi)現(xiàn)象,還需要一兩名學(xué)生作為價(jià)值流程專家,負(fù)責(zé)觀察整個(gè)生產(chǎn)線的模擬流程,并繪制價(jià)值流程圖。
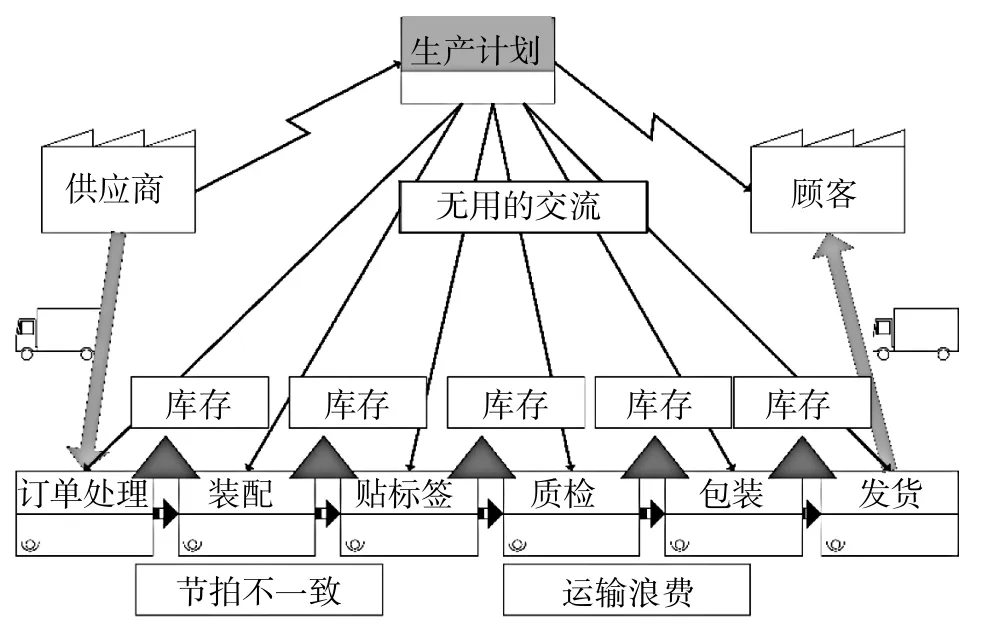
為直觀地展示第一輪模擬的概況,用一張簡(jiǎn)化的價(jià)值流程圖標(biāo)明生產(chǎn)過程中物料流和信息流的流動(dòng),并詳細(xì)介紹各工作站的內(nèi)容。第一輪模擬采用推動(dòng)式生產(chǎn),其價(jià)值流程圖如圖3所示。
顧客工作站的任務(wù)是下達(dá)樂高玩具車的訂單至生產(chǎn)計(jì)劃工作站。生產(chǎn)計(jì)劃工作站從顧客手中接過訂單后向供應(yīng)商預(yù)定與訂單相應(yīng)的零件。供應(yīng)商工作站從生產(chǎn)計(jì)劃工作站獲取零件預(yù)訂單后,將所需的樂高玩具車零件通過呼叫運(yùn)輸專員的方式將零件送到訂單處理工作站。訂單處理工作站接到顧客訂單和從供應(yīng)商處得到的零件后,將零件和訂單一起放入物料盒,并通過運(yùn)輸專員送至裝配工作站。裝配工作站是本次模擬工作量最大的崗位,操作員需要將從訂單處理工作站得到的零件組裝成完整的樂高玩具車,并按照顧客訂單的要求對(duì)車燈的顏色進(jìn)行調(diào)整。在裝配完成之后,操作員需將樂高玩具車放回包裝盒,并和顧客訂單一起送到貼標(biāo)簽工作站。貼標(biāo)簽工作站操作員使用標(biāo)簽機(jī)將帶有訂單號(hào)的標(biāo)簽貼到產(chǎn)品包裝盒上。貼完標(biāo)簽后,操作員呼叫運(yùn)輸專員,將產(chǎn)品和訂單送至質(zhì)檢工作站。質(zhì)檢工作站操作員需要對(duì)完成的產(chǎn)品進(jìn)行質(zhì)量檢驗(yàn),檢查是否正確完成了裝配及車燈配置是否符合顧客訂單的要求,合格的產(chǎn)品送至包裝工作站。包裝工作站操作員將產(chǎn)品裝入空的樂高包裝盒內(nèi),使用細(xì)繩打結(jié)并送至發(fā)貨工作站。發(fā)貨工作站為第一輪模擬流程中的最后一個(gè)工作站,操作員將從包裝工作站得到的產(chǎn)品連同顧客訂單卡一起放入物料盒中,并通過運(yùn)輸專員發(fā)貨至顧客工作站。
在第一輪模擬結(jié)束后,參與者們分析總結(jié)第一輪模擬的成果。表2為第一輪模擬訂單的累計(jì)時(shí)間對(duì)比。
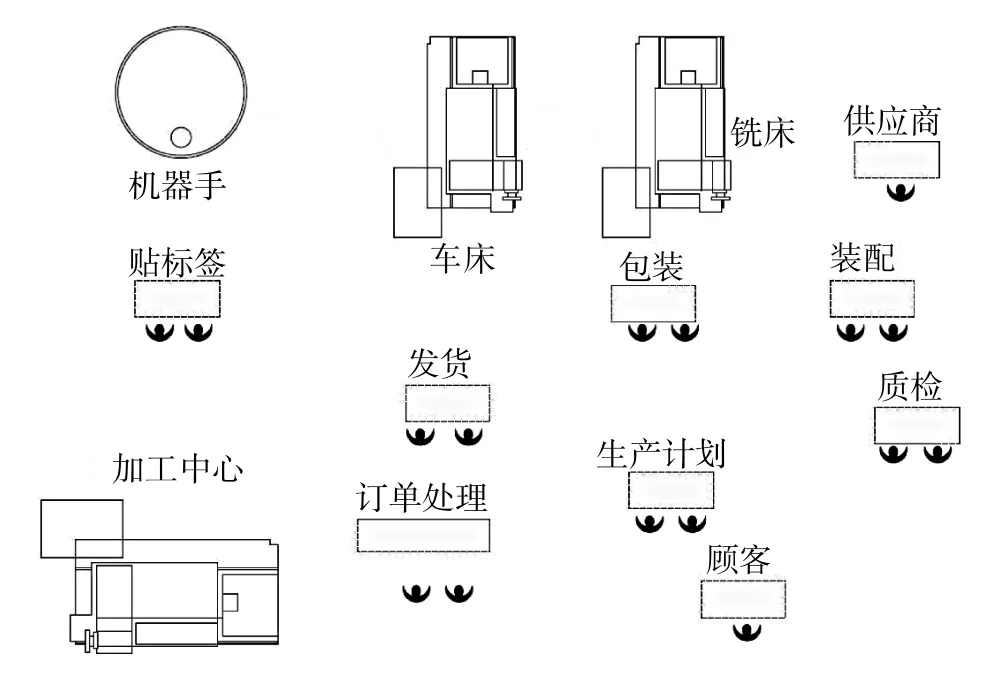
▲圖2 第一輪模擬工作站
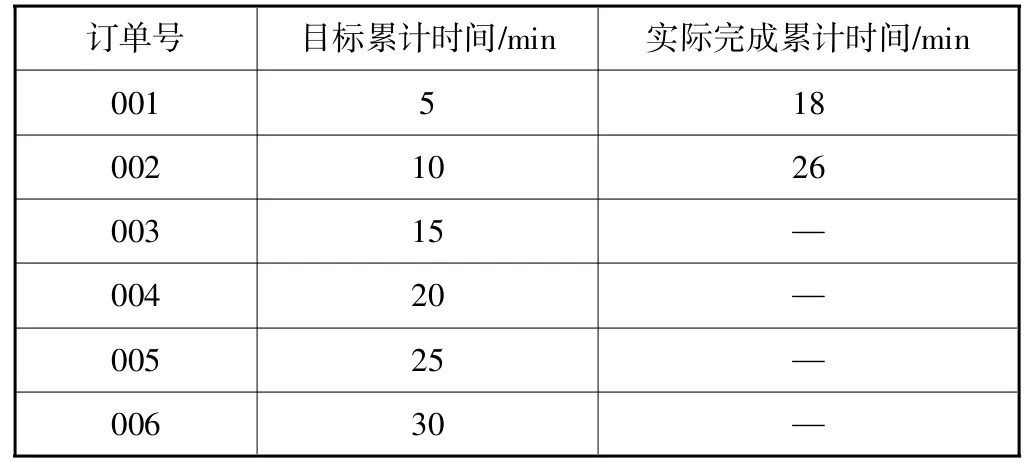
表2 第一輪模擬訂單累計(jì)時(shí)間對(duì)比
由表2可知,在30 min的模擬時(shí)間內(nèi),原定目標(biāo)是完成五個(gè)訂單,而實(shí)際上只完成兩個(gè)。模擬過程中,裝配工作站前堆積了大量庫(kù)存,這一方面是由于裝配工作站的兩名操作員之前沒有對(duì)該樂高玩具進(jìn)行過裝配,熟練程度不夠;另一方面是因?yàn)檠b配在整個(gè)流程中相對(duì)于其它環(huán)節(jié)時(shí)間較長(zhǎng),生產(chǎn)節(jié)拍不一致。
3.2 價(jià)值流程分析
操作員以圖3所示價(jià)值流程圖為基礎(chǔ),結(jié)合自己在實(shí)際操作中的經(jīng)驗(yàn),一起討論了在第一輪模擬中產(chǎn)生的浪費(fèi)現(xiàn)象及其原因,如圖4所示。
參與者們經(jīng)討論認(rèn)為,庫(kù)存過多是本次模擬的六個(gè)訂單只完成了兩個(gè)的主要原因。每個(gè)工作站前都積累了庫(kù)存,其中裝配工作站積累的庫(kù)存最多。這些庫(kù)存在沒有調(diào)控的情況下通過推動(dòng)式生產(chǎn)不斷往前堆積,嚴(yán)重影響了生產(chǎn)效率。
造成庫(kù)存數(shù)量過多的一個(gè)重要原因是低效率的交流方式,以及對(duì)運(yùn)輸專員的過度依賴,這一方面造成了信息流和物料流的不同步;另一方面使運(yùn)輸路徑不暢,在等待運(yùn)輸?shù)倪^程中造成了大量浪費(fèi)。
生產(chǎn)節(jié)拍不一致也是造成浪費(fèi)的一個(gè)重要原因,各工作站的節(jié)拍時(shí)間相差較多,沒有進(jìn)行互相協(xié)調(diào)。
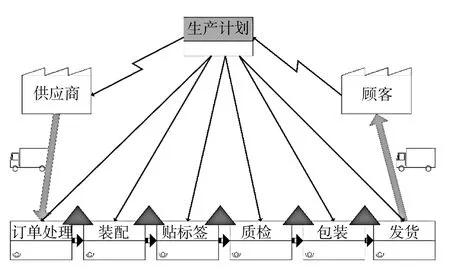
▲圖3 第一輪模擬價(jià)值流程圖
經(jīng)過以上分析,針對(duì)第一輪模擬中出現(xiàn)的問題,提出使用精益方法和工具對(duì)整個(gè)流程進(jìn)行優(yōu)化,并在第二輪模擬中實(shí)施。
▲圖4 第一輪模擬浪費(fèi)現(xiàn)象及原因
3.3 價(jià)值流程設(shè)計(jì)
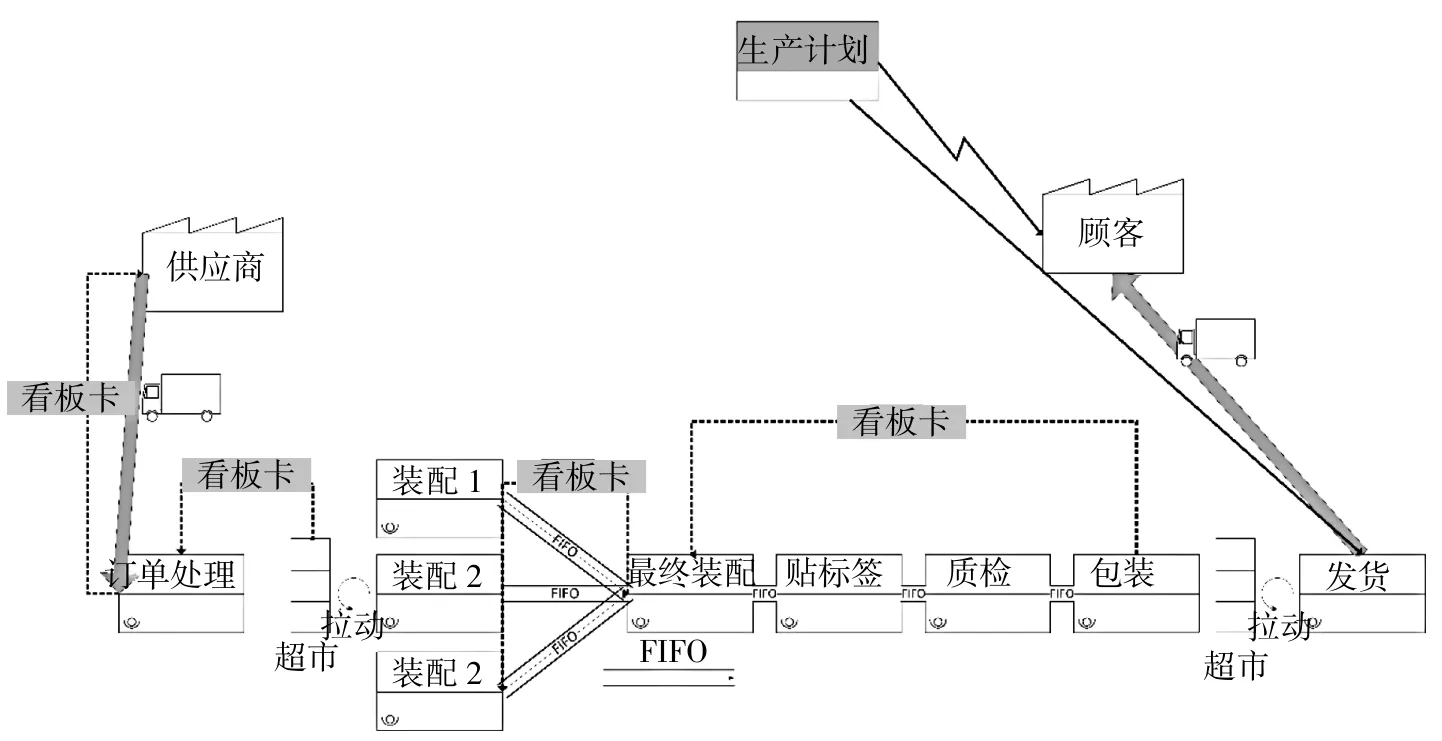
參與者們通過價(jià)值流程分析確定了生產(chǎn)流程中的浪費(fèi)現(xiàn)象,并使用價(jià)值流程設(shè)計(jì)的方法,得到如圖5所示的將來狀態(tài)圖。
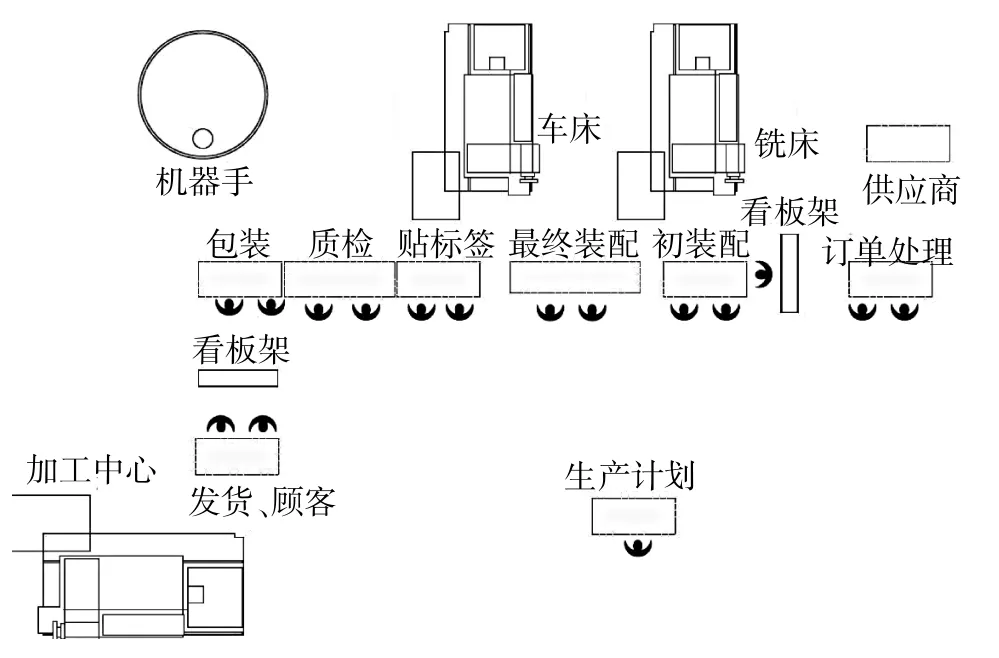
經(jīng)參與者的討論,將第一輪模擬中的工作站布置調(diào)整如圖6所示。從圖6中可以看到,幾個(gè)相鄰工作站的桌子被排列為一排,發(fā)貨和顧客工作站也被安排到一起,這樣一方面可以使物料通過先進(jìn)先出(FIFO)的原則實(shí)現(xiàn)持續(xù)流動(dòng),降低不必要的庫(kù)存;另一方面可以調(diào)整第一輪模擬中的運(yùn)輸專員,將他們安排到其它工作量較大的工作站,如裝配工作站。
此外,針對(duì)第一輪模擬中的庫(kù)存堆積狀況,參與者們根據(jù)顧客節(jié)拍平衡了各工作站的操作員分配,最明顯的是在裝配工作站,裝配被分為初裝配和最終裝配,其中初裝配工作站由三位操作員負(fù)責(zé),對(duì)應(yīng)樂高玩具車的三種零件。最終裝配工作站由兩位操作員組成,負(fù)責(zé)按照訂單要求對(duì)三種零件進(jìn)行最終裝配,并調(diào)整車燈的顏色。
▲圖5 將來狀態(tài)圖
▲圖6 第二輪模擬工作站
在第一輪模擬的生產(chǎn)流程中,很大一部分浪費(fèi)要?dú)w咎于推動(dòng)式的生產(chǎn)方式,所以有必要在第二輪模擬中根據(jù)顧客的需求進(jìn)行生產(chǎn)。在這里引入了看板,從離顧客需求最近的包裝工作站開始,前面的工作站通過看板卡和信號(hào)看板來獲得顧客需求的信息,并根據(jù)這些信息進(jìn)行生產(chǎn)。
3.4 第二輪模擬
第二輪模擬過程從顧客發(fā)出訂單開始,訂單處理工作站將裝有顧客訂單信息的看板卡置于物料盒送至發(fā)貨工作站,發(fā)貨工作站通過用于傳遞產(chǎn)品及看板卡的看板架將信息傳遞至最終裝配工作站,最終裝配工作站通過信號(hào)看板向初裝配工作站核準(zhǔn)索取所需的三種零件。信號(hào)看板在這里的作用是只有需要生產(chǎn)且缺少某種零件時(shí),才向前方工作站索取。在初裝配和訂單處理工作站之間配有一個(gè)看板架,初裝配工作站通過看板卡向訂單處理工作站索取相應(yīng)的零件。
總之,在第二輪模擬中使用看板管理,將第一輪模擬中的推動(dòng)式生產(chǎn)轉(zhuǎn)變?yōu)槔瓌?dòng)式生產(chǎn),一方面避免了不必要的庫(kù)存,另一方面使信息流和物料流實(shí)現(xiàn)了同步,做到了完全按照顧客的需求來進(jìn)行生產(chǎn)。
對(duì)于兩輪模擬的結(jié)果,最直觀的是比較訂單完成量及交貨時(shí)間。兩輪模擬訂單的累計(jì)時(shí)間對(duì)比見表3。
從表3中可知,在第二輪模擬中,不僅完成了預(yù)定目標(biāo)的六個(gè)訂單,并且交貨時(shí)間還大大提前了。
4 總結(jié)
在第二輪模擬中,一個(gè)核心問題就是生產(chǎn)要圍繞顧客的需求來進(jìn)行,生產(chǎn)的節(jié)拍應(yīng)盡可接近顧客節(jié)拍。為此,在優(yōu)化方案中,參與者們首先針對(duì)庫(kù)存的積累情況平衡了生產(chǎn)節(jié)拍,在庫(kù)存堆積最嚴(yán)重的裝配工作站加入三名參與者,并將其分為初裝配和最終裝配兩個(gè)工作站,大大改善了生產(chǎn)效率。其次,將第一輪模擬中采用的推動(dòng)式生產(chǎn)方式改為由看板控制的拉動(dòng)式生產(chǎn)方式,顧客下達(dá)訂單后,與推動(dòng)式生產(chǎn)方式相反,拉動(dòng)式生產(chǎn)方式從后往前拉動(dòng)式調(diào)動(dòng)資源,只生產(chǎn)需要生產(chǎn)的部分,使生產(chǎn)的節(jié)奏與顧客的節(jié)奏同步,使信息流和物料流同步。
綜上所述,參與者們通過親身實(shí)踐,一方面投入到模擬的企業(yè)生產(chǎn)過程中,另一方面利用精益生產(chǎn)的理念和工具對(duì)企業(yè)流程進(jìn)行了優(yōu)化,并在減少浪費(fèi),提高效率上取得了明顯的效果。筆者認(rèn)為,參與此次學(xué)習(xí)工廠建設(shè)的學(xué)生們通過分工合作,不僅提高了對(duì)理論知識(shí)的應(yīng)用水平,而且鍛煉了各自的交流能力,同時(shí)還達(dá)到了所提出的對(duì)于能力培養(yǎng)的預(yù)期目標(biāo)。
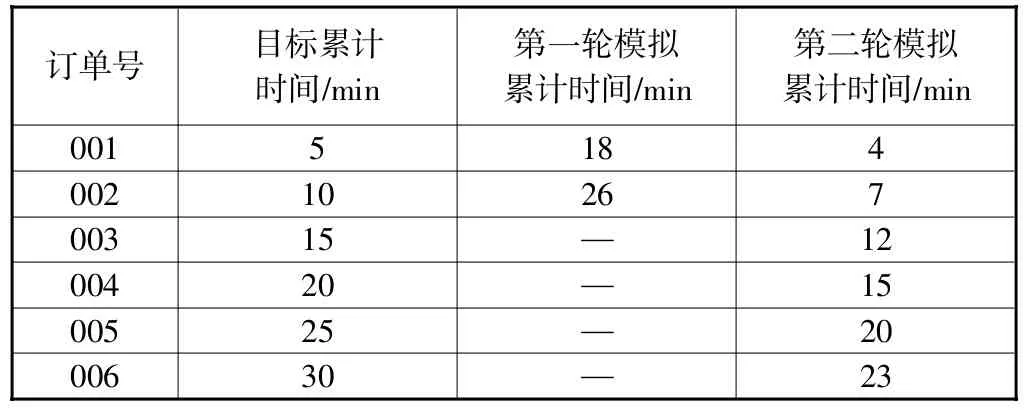
表3 兩輪模擬訂單累計(jì)時(shí)間對(duì)比
猜你喜歡
江蘇安全生產(chǎn)(2022年9期)2022-11-02 07:01:24
中國(guó)化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
中國(guó)化肥信息(2020年7期)2020-03-19 01:54:02
中國(guó)軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
消費(fèi)導(dǎo)刊(2017年24期)2018-01-31 01:29:23
中國(guó)制筆(2017年2期)2017-07-18 10:53:09
現(xiàn)代企業(yè)(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16
