基于計算機(jī)輔助設(shè)計的水切割工藝路線
2018-09-01 01:48:06
機(jī)械制造 2018年6期
西安工程大學(xué)工程訓(xùn)練中心 西安 710048
1 水切割技術(shù)概述
水切割技術(shù)是20世紀(jì)70年代發(fā)展起來的冷切割工藝。水切割將普通的水增壓到400 MPa或者更高,通過極小的噴嘴噴射出來,產(chǎn)生一道流速約為三倍聲速的水射流[1]。用這種高速密集的水射流進(jìn)行切割,如果向這束高速密集的水射流中混入細(xì)顆粒磨料,磨料就會獲得很高的動能,所產(chǎn)生的加砂水射流可切割任何硬質(zhì)材料,包括金屬、復(fù)合材料、石材和玻璃等。當(dāng)這束含磨料的高速水射流噴到工件上時,磨料就對工件產(chǎn)生切削作用[2-4]。
水切割技術(shù)現(xiàn)已在航空、航天、船舶、機(jī)械制造、石油化工及火工品制造等領(lǐng)域得到了廣泛應(yīng)用。與傳統(tǒng)切割工藝相比,水切割技術(shù)對材料幾乎無限制,無熱效應(yīng),且切口質(zhì)量較高,特別適用于高溫合金、非金屬材料、陶瓷等的切割[5-7]。
2 計算機(jī)輔助設(shè)計的重要性
計算機(jī)輔助設(shè)計(CAD)由計算機(jī)幫助工程設(shè)計人員進(jìn)行設(shè)計,主要服務(wù)于機(jī)械、電子、航空、建筑、紡織、化工等產(chǎn)品的總體設(shè)計,以及造型設(shè)計、結(jié)構(gòu)設(shè)計、工藝過程設(shè)計等環(huán)節(jié)。CAD是生產(chǎn)技術(shù)準(zhǔn)備工作中重要的一步,也是連接產(chǎn)品設(shè)計與產(chǎn)品制造的橋梁,對組織生產(chǎn)、保證產(chǎn)品質(zhì)量、提高勞動效率、降低成本及縮短生產(chǎn)周期等都有重要影響,因此是生產(chǎn)中的關(guān)鍵[8]。水切割機(jī)床中的CAD系統(tǒng),其性能好壞直接決定切割的精度和效率,對完善機(jī)床的功能,進(jìn)一步推動切割機(jī)的廣泛使用有很大影響。
水切割機(jī)床是數(shù)控機(jī)床的一種,執(zhí)行的是數(shù)控代碼[9]。在水切割機(jī)床加工過程中,不能直接將.DXF文件中的圖形元素加工出來,需要將.DXF文件轉(zhuǎn)換為水切割機(jī)床所能接收的專用格式文件,即數(shù)控程序。水切割機(jī)床執(zhí)行的程序由AutoCAD的.DXF文件轉(zhuǎn)換而來,在設(shè)計過程中,由于設(shè)計人員在設(shè)計過程中的隨機(jī)性、無序性,可能會導(dǎo)致加工路徑的隨機(jī)性和無序性,在加工過程中使空行程增多,效率降低,設(shè)備磨損加快,經(jīng)濟(jì)成本增加。因此,必須對由.DXF文件生成的加工軌跡進(jìn)行優(yōu)化,使其空行程減少,從而提高加工效率[10]。
3 應(yīng)用CAD軟件繪制水切割工藝路線
3.1 繪制切割圖形
如圖1所示,切割圖形只能由直線、圓弧、多線段構(gòu)成。圓由兩個圓弧構(gòu)成,橢圓由多個圓弧構(gòu)成。如果一條線段由多條線段組成,則多條線段要求可以用編輯多線段命令合并起來。圖形必須已經(jīng)設(shè)置過補(bǔ)償量,并且用分解命令分解。

▲圖1 切割圖形
3.2 設(shè)置進(jìn)刀點和退刀點
如圖2所示,line命令由A→B→C、D→E→F畫線,注意畫線的先后順序。這樣進(jìn)刀線就是線段退刀線就是線段 BC、EF。
(1)執(zhí)行命令PE;
(2)回車確認(rèn),將所選對象中不是多段線的轉(zhuǎn)換為多段線;
(3) 輸入 J,合并線段;
(4)選擇對象,該步驟確定切割方向,如果順時針切割,選擇BK;如果逆時針切割,選擇BE,如圖3所示;
(5)選擇退刀路線BC;
(6)切割方向和退刀線確定后,輸入命令 ALL,按空格鍵確認(rèn);
(7)按回車或空格確認(rèn),并結(jié)束命令。

▲圖2 進(jìn)退刀線
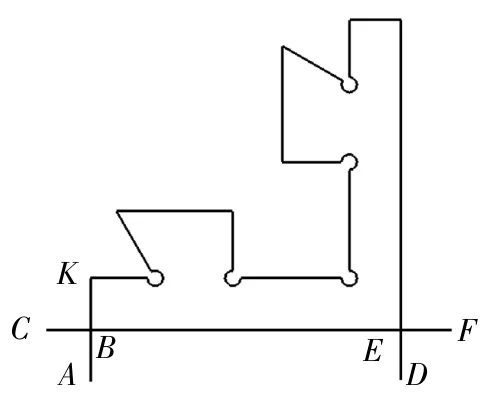
▲圖3 加工路線選擇
3.3 生成水切割系統(tǒng)可識別文件
(1)建立水切割系統(tǒng)零點。在圖形合適位置畫點,并確定為零點。
(2)輸入 DXFOUT命令或點擊 “菜單”—“文件”—“另存為”,彈出如圖4所示對話框。
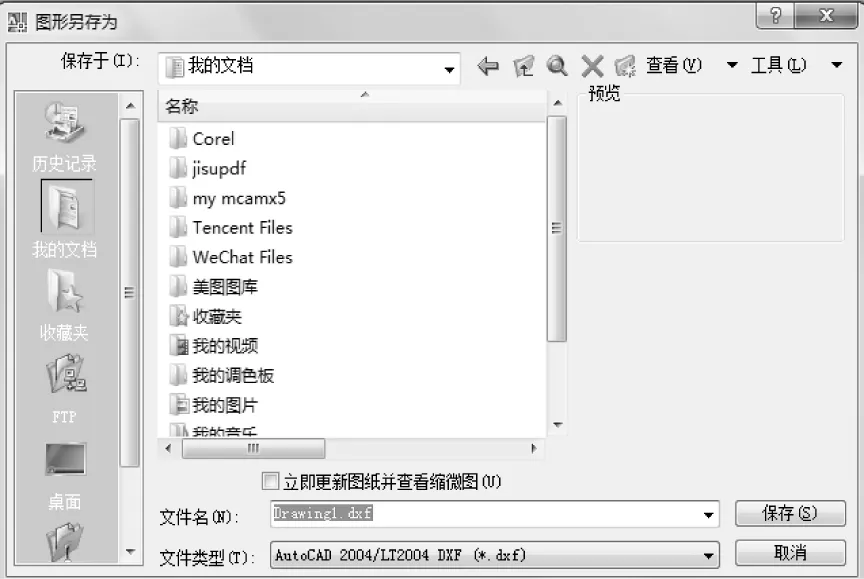
▲圖4 保存格式對話框
(3) 單擊“選項”,選擇“DXF 選項”標(biāo)簽,選中“選擇對象”,在如圖5所示的對話框中按確定,回到上一個對話框,輸入要保存的文件名后,再按保存。
(4)選擇要切割的圖形。先選擇零點,再選擇切割的圖形,選擇完后按回車確定。選擇的順序是實際切割的順序。
(5)在水切割系統(tǒng)下將保存文件打開,執(zhí)行 “仿真”—“代碼轉(zhuǎn)換”,得到可以切割的數(shù)控程序。
4 結(jié)論
(1)通過CAD繪制水切割工藝路線,可以得到合理的加工路線和數(shù)控程序,這樣可以大大提升人工編制加工工藝和程序代碼的速度及合理性[11]。
(2)通過在CAD圖形中加引導(dǎo)線,防止切入時因壓力過大而損傷工件,不會留下水柱穿透時的缺口。
(3)實現(xiàn)了水切割數(shù)控控制,結(jié)合計算機(jī)和AutoCAD,使水切割機(jī)床成為新一代切割設(shè)備。
(4)后期將研究和解決利用水切割技術(shù)實現(xiàn)四軸及五軸聯(lián)動的切割工藝和數(shù)控程序。
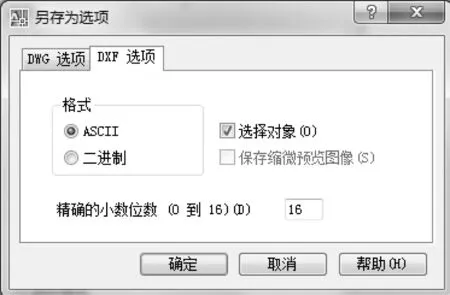
▲圖5 DXF選項對話框
猜你喜歡
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
