電動單梁起重機主梁的結構改進與有限元分析
2018-09-01 01:48:06
機械制造 2018年6期
關鍵詞:工藝
河南工學院機械工程系 河南新鄉 453003
LD型電動單梁起重機性價比高,使用方便,結構輕巧,目前應用范圍較廣[1]。統計數據顯示,國內目前使用的起重機械中,有70%是電動單梁起重機,說明電動單梁起重機已經成為施工過程中不可缺少的起重設備[2]。但是,目前的LD型電動單梁起重機∏型主梁多數采用壓制成型及多段拼焊的工藝制作而成,耗能高,效率低,如何改進主梁制作工藝,并使其能夠滿足現代化生產需求,是一個需要迫切解決的問題。
1 傳統主梁結構
目前,我國生產的LD型電動單梁起重機主梁大多數是箱型實腹梁,采用壓制的∏型槽鋼和工字鋼組焊而成,電動葫蘆以工字鋼下翼緣板作為軌道[3]。主梁截面如圖1所示。
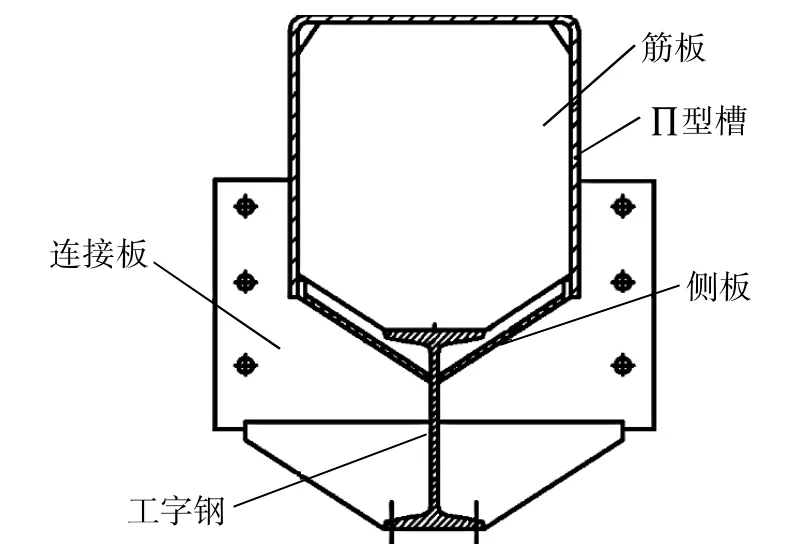
▲圖1 傳統主梁截面
2 傳統主梁制作工藝
對于傳統的LD型電動單梁起重機,用5~6 mm厚的Q235鋼板在專用壓胎上壓制成∏型槽,將若干個∏型槽拼焊加長,然后焊接筋板、工字鋼,再焊接兩側板,最后焊接連接板而形成主梁。傳統的∏型槽制作工藝為:矯正鋼板→預處理→下料→壓力機壓制∏型槽→焊接接長∏型槽→焊接筋板等→后續工序。
傳統制作工藝中,因為主梁∏型槽的槽長受到剪板機剪口長度及壓力機工作臺長度的制約[3],所以∏型槽較短,要達到所需長度,需人工將多個∏型槽拼焊在一起,從而增加了主梁的縱向焊縫。可見,傳統的∏型梁制作工藝存在以下缺點:主梁縱向焊縫較多,容易產生焊接缺陷;產品質量較低;勞動強度大,生產效率低;污染嚴重。
3 改進后主梁結構
改進后的主梁∏型槽使用冷彎成型的生產工藝,一次性連續加工而成。為了提高主梁的承載能力,采用在主梁∏型槽的三條邊上分別加上弧形槽的結構,其截面如圖2所示。應用該結構可省去傳統工藝中焊接縱向加強筋的工序。
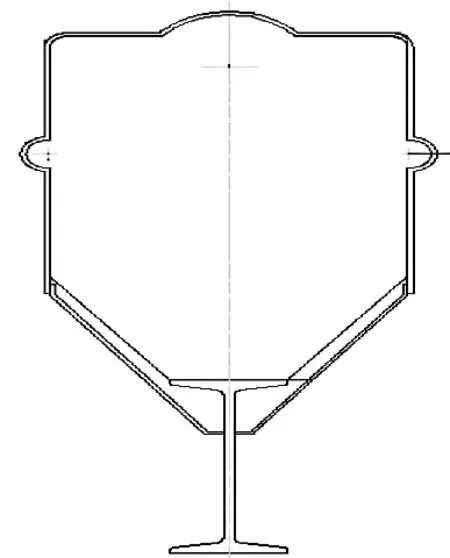
▲圖2 改進后主梁截面
4 改進后主梁制作工藝
隨著科技的不斷發展,冷彎成型技術以節能、環保、高效等特點得到了廣泛應用[4]。改進后的主梁∏型槽采用一次性冷彎成型工藝。冷彎成型是板類金屬加工的重要方法之一,將卷料或單張板料放入由多對具有一定形狀成型軋輥組成的成型機,使坯料逐步彎曲變形,最終得到均一截面產品[5]。因為改進后的主梁∏型槽三條邊上各加了一個弧形槽,為實現弧形槽的加工,在∏型槽制作過程中需要在冷彎成型機中增加三個縱向弧形槽成型輥。制作工藝為:開卷機開卷板→矯平機矯平→剪板機剪板→對中→輥式冷彎成型→牽引輸送→焊接筋板等→后續工序。
全流程采用可編程序控制器控制,自動化程度較高,并且改進后的主梁∏型槽采用冷彎成型技術,通過冷彎機加工,不需要進行多個∏型槽的對接焊接,因而主梁的生產效率及質量均得到了明顯提高。
5 有限元建模分析
5.1 建模
以LD型電動單梁起重機主梁為研究對象,應用SolidWorks軟件進行三維建模。首先對構成主梁的零件進行單個建模,然后采用自上而下的裝配形式逐個進行裝配,建立的主梁模型如圖3和圖4所示。
主梁三維模型建立完成之后,采用SolidWorks Simulation對主梁進行結構分析。
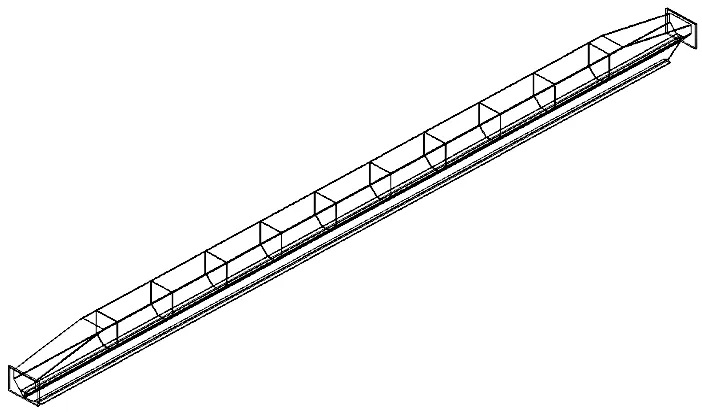
▲圖3 傳統主梁三維模型
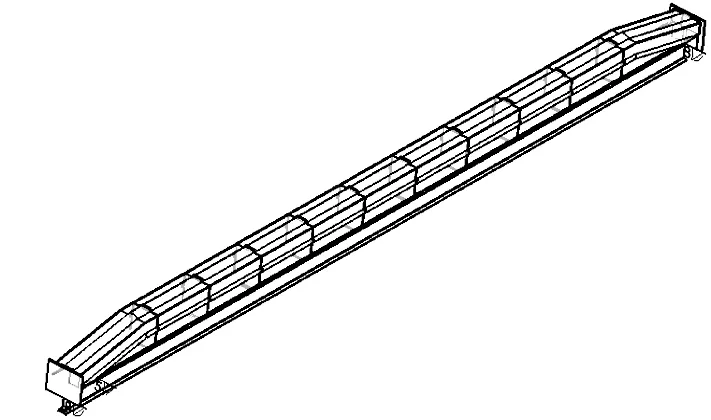
▲圖4 改進后主梁三維模型
5.2 設置材料屬性
起重機械鋼結構的材料主要有低合金結構鋼和普通碳素鋼兩種。電動單梁起重機鋼結構所用的材料大多為Q235鋼,因此定義材料為普通碳素鋼[6],設置模型類型為線彈性各向同性,定義材料彈性模量為210 GPa,泊松比為 0.28。
5.3 施加載荷和約束
起重機主梁通常被簡化為簡支梁形式,因此載荷類型設置為固定幾何體形式。當小車滿載運行至主梁跨中時,主梁處于最危險工況[7-8],因此將載荷施加在主梁工字鋼的下翼緣表面上,所施加力的大小為小車額定起重力與電動葫蘆重力之和。電動葫蘆的重力為4 900 N,小車額定起重力為49 000 N,可得總施加力為53 900 N。
5.4 網格劃分
設置網格密度為良好,網格參數設置為基于曲率的網格,并且進一步指定網格單元的大小,網格的雅可比點選取4點。
5.5 分析結果
表1列出了改進前后主梁的應力和撓度,其中的參數是在SolidWorks Simulation中提取的,最大應力和最大撓度均是在起重小車滿載并位于主梁跨中時提取的。
由表1可知,改進后主梁應力和撓度比改進前主梁應力和撓度小,即改進后主梁的強度和剛度提高了。

表1 改進前后主梁應力和撓度
5.6 結果驗算
有限元分析后,再通過靜力學方法來驗證主梁的有限元分析結果。
起重機主梁所用材料為Q235鋼,對于塑性材料,強度可以按下式計算[9-10]:

式中:[σ]為材料許用應力;σs為起重機鋼材屈服強度;ni為安全因數,取ni=1.33。
Q235鋼的屈服強度為235 MPa,經計算,許用應力[σ]約為 177 MPa。
主梁撓度f的計算式為:

式中:[f]為許用撓度;L為主梁跨度,取L=12 m。
經計算,主梁許用撓度[f]為17.2 mm。
通過靜力學計算結果可以看出,當起重小車滿載運行位于主梁跨中時,也就是在最惡劣的工況時,表1中改進前后主梁的應力和撓度均在允許范圍之內。
6 結束語
經過分析,改進后主梁的強度和剛度相比傳統主梁的強度和剛度有所提高。改進后主梁制造工藝簡單,勞動強度低,生產成本低,減小了焊接產生的環境污染,創造價值可觀,并且符合當今機械生產的發展趨勢。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
