軸承座鍛造工藝與模具設計
2018-09-04 03:38:00江榮忠王志錄武敦南航空工業江西景航航空鍛鑄有限公司
鍛造與沖壓 2018年17期
文/江榮忠,王志錄,武敦南·航空工業江西景航航空鍛鑄有限公司
崔俊華·南昌航空大學航空制造工程學院
本方介紹了一種薄形鍛件的鍛造工藝及模具設計,解決鍛件產品合格率和材料利用率低等各種技術問題,降低生產制造成本。利用金屬塑性成形仿真軟件DEFORM-3D,對工藝進行仿真分析,仿真結果有效的驗證了工藝方案。用基于模擬驗證的工藝和設計的模具進行生產試制,軸承座鍛件產品的尺寸及性能完全達到了設計要求。
伴隨著我國城市化的快速發展,許多城市開始建立城市輕軌線路,以緩解出現的交通擁堵現象。國內某公司與加拿大龐巴迪正在合作研究開發速度更快、效率更高的輕軌機車。軸承座(圖1)屬于其中有代表性的鍛件,投影面積大而鍛件大部分厚度非常薄。軸承座在鍛造生產過程中會存在各種技術問題,如頭尾兩端成形困難及切邊變形等。通過常規的鍛造工藝和模具設計很難實現低成本和高合格率的技術要求。本文介紹了一種鍛造成形工藝和模具設計,成功解決了薄形鍛件難成形的鍛造工藝難題。
軸承座的鍛造工藝性分析
我公司承制的某型號軸承座(圖1),鍛件重11.6kg,材質為16MnDR。軸承座為精密模鍛件,尺寸精度要求較高、機械加工余量少,僅在鍛件背弧和內孔安裝軸承部位有2.5mm機加余量,其他部位均為非加工面。
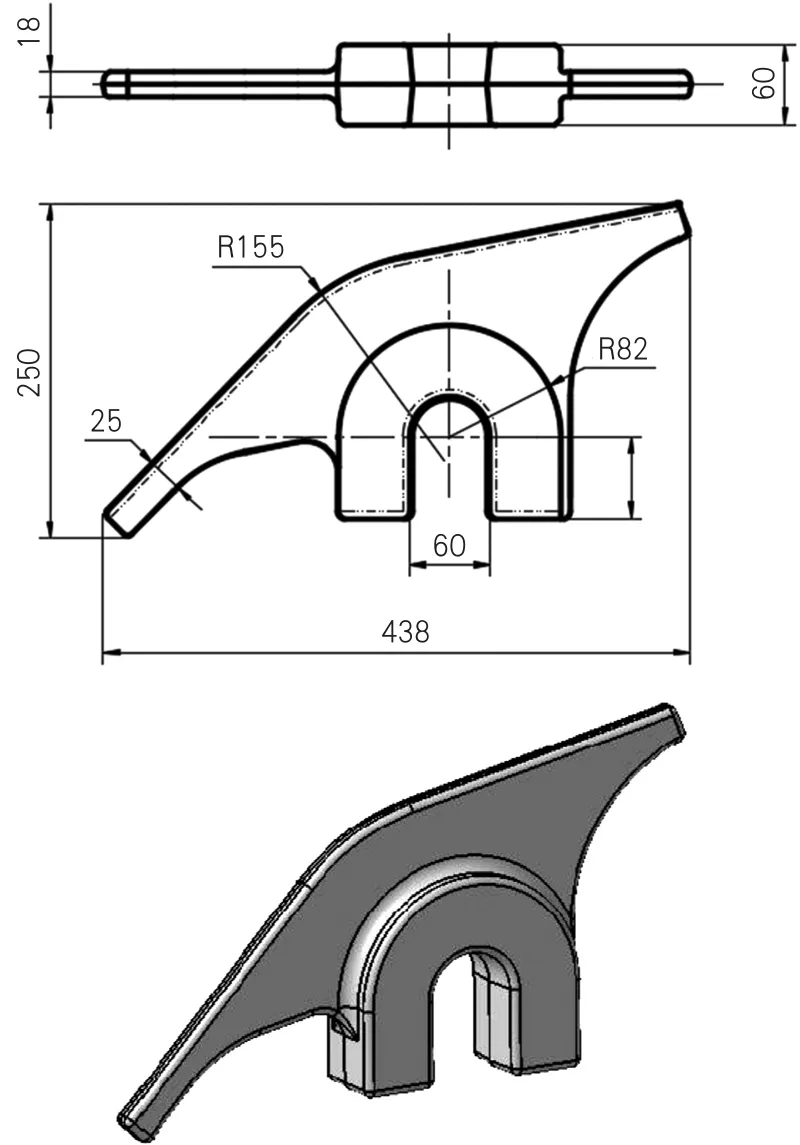
圖1 鍛件簡圖及三維造型
⑴產品特點。
鍛件投影面大、腹板薄、截面變化大。鍛件的包容體尺寸為437.2mm×248.9mm×60mm,投影面積達到751.20cm2。整個鍛件外形結構酷似“腕龍”,從頭到脊椎再到尾部長達510mm,厚度僅為18mm。“腕龍”的腳和肚子部位厚度從18mm急劇變化到60mm。頭部和尾巴兩端截面面積從450mm2變化到化到542mm2,中間最大截面面積11206mm2。
⑵鍛造難點。
在鍛造成形過程中,由于腹部薄,投影面過大,金屬流動過程中冷卻速度過快,導致金屬流動困難,型腔不易充滿,尤其是頭尾兩端距離遠容易出現缺肉現象。
軸承座主軸方向上截面形狀變化劇烈,容易出現充不滿,折疊以及利用率低等問題。需合理選擇坯料規格和設計模具結構,合理分配坯料,降低鍛件成形力,提高鍛件合格率和材料利用率。
⑶鍛造工藝流程。
下料→中頻感應加熱→自由鍛出坯→模鍛(彎曲-模鍛)→熱切邊→油壓機熱校正→拋丸→熱處理(正火)→拋丸→終檢(機械性能、硬度、金相、探傷等)。
模具設計
設備噸位的確定
摩擦壓力機的鍛造成形力計算可按下式計算:
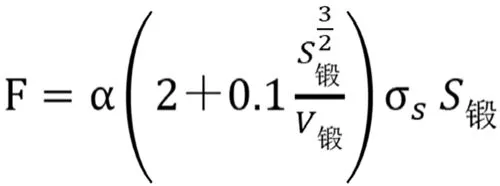
式中:α—與模鍛方式有關的系數,開式模鍛該值為4;F—螺旋壓力機公稱壓力(N);S鍛—包括毛邊在內的鍛件在分模面上的投影面積(mm2);V鍛—鍛件體積(mm3);σs—鍛件在終鍛溫度下的屈服極限(MPa),通常可用同溫度下的強度極限σb代替。
上式適用于打擊一次成形所需的設備噸位,若采用2~3次打擊成形,則應按計算值減少1/2。
σs按終鍛溫度900℃取值55MPa;S鍛=76820 mm2;V鍛≈1480500mm3;把參數代入公式,經計算,F≈41206kN。鍛件在摩擦壓力機上需進行彎曲一錘和模鍛兩錘成形,因此鍛造成形力F實際=F/2=20603kN<25000kN,可選用2500t摩擦壓力機。
模具設計
⑴滾擠模設計。
鍛件的截面經過簡化,將自由鍛的坯料的外形優化成類似紡錘體形狀,中間坯料直徑為φ120mm,兩頭直徑最小為φ32mm,總長480mm。設計了如圖2所示的滾擠模,保證坯料的一致性和出坯速度。
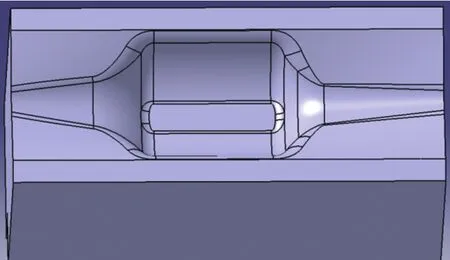
圖2 滾擠模的三維造型
⑵彎曲模設計。
鍛件呈“腕龍”形狀,頭尾脊線角度為145°。彎曲模的形狀和角度尺寸根據熱鍛件的脊線變化進行設計,彎曲模在鍛模的側邊。將自由鍛制好的坯料壓扁后放入彎曲模,彎曲后的坯料可直接放入終鍛模膛。
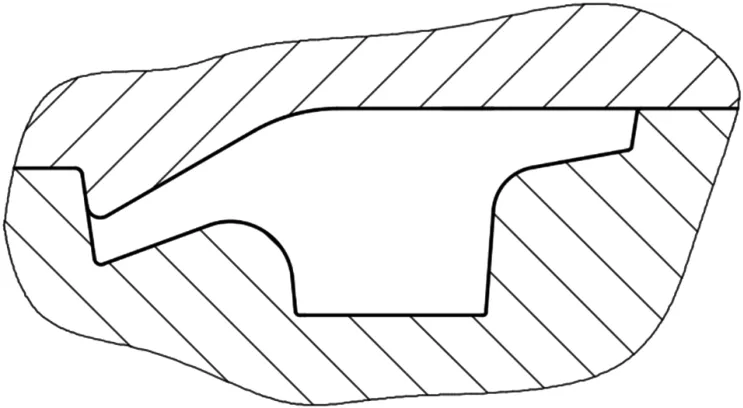
圖3 彎曲模的二維示意圖
⑶終鍛模設計。
軸承座產品的開發,終鍛鍛模設計需要解決主要的鍛造難點為鍛件的頭尾兩端充滿。
1)鍛件終鍛模的型腔尺寸按鍛件圖加放收縮率即可。
2)鍛件的腹板投影面大且厚度薄,反映在模具上就是模膛寬而且淺,按常規的設計,料容易從型腔跑到倉部,造成材料利用率低下。按圖4所示設計阻力墻結構,使得坯料在模鍛初始階段變形流動受到四周阻力墻側壁的限制,提高坯料向外流動的阻力,迫使金屬往兩端流動充滿模膛。
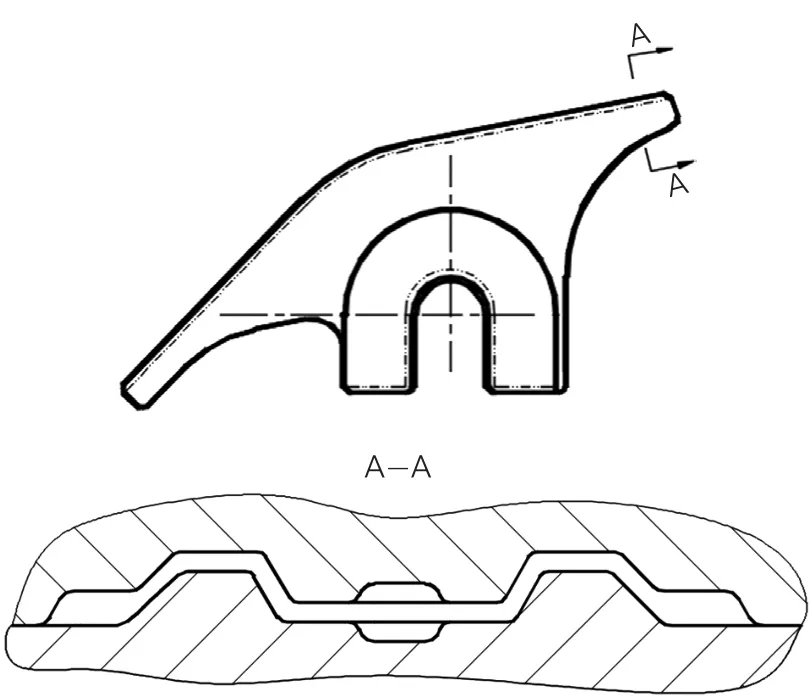
圖4 鍛模的阻力墻示意圖
模擬分析
利用金屬塑性成形仿真軟件DEFORM-3D,對工藝和模具進行仿真分析。將φ115mm×180mm的坯料加熱到1200℃,經過第一工位鍛造成所需的毛坯經彎曲后,放入終鍛模具型腔中,通過上下模的擠壓成形。模擬初始條件設置如下:材料為AISI-1025,模具材料為AISI-H-13;坯料溫度為1160℃;設備選擇2500t摩擦壓力機。對象屬性:坯料為塑性體,模具為剛性體;摩擦系數為0.3;熱傳遞系數:坯料與空氣換熱系數取為0.02N·(mm·s·℃)-1,模具與坯料之間的熱傳遞系數取為11N·(mm·s·℃)-1,模具與空氣換熱忽略不計。
圖5為軸承座成形的速度場模擬結果,鍛件兩端的速度場顯示坯料在受到阻力墻側壁的限制后,向兩端的流動速度增大。鍛件的充滿情況良好,模具結構設計滿足設計要求。
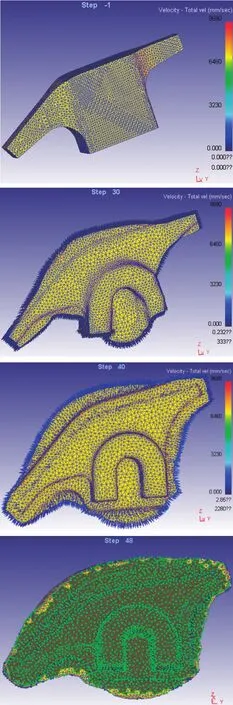
圖5 軸承座成形的速度場及充滿情況

表1 鍛件機械性能
工藝試制
根據模擬結果,采用1t自由錘鍛和2500t摩擦壓力機聯合鍛造生產工藝。棒料經過自由鍛滾擠后壓扁,在彎曲模型腔內經過一錘彎曲,終鍛模型腔兩錘鍛打成功。切邊后進行油壓機熱校正。
鍛造軸承座時采用φ115mm×180mm圓棒料,下料重量14.6kg,材料利用率達到79.5%,產品合格率達到99%以上。模具投入使用后,該鍛件已經進入批量生產驗證,尺寸滿足圖紙要求,鍛件精度高,質量穩定。圖6為切邊工序結束后的產品實物和鍛件正火后的顯微組織(細塊狀的鐵素體+珠光體)照片。表1為鍛件的機械性能。
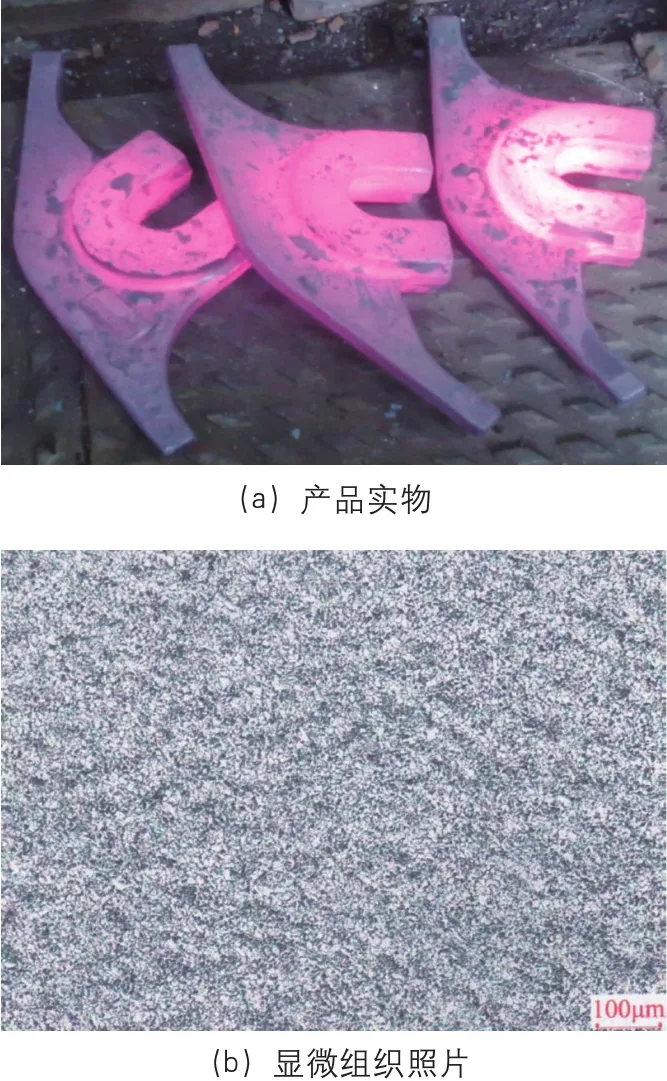
圖6 切邊后的產品實物和顯微組織照片
鍛件開發初期出現了一些質量問題,主要缺陷是鍛件未充滿,主要發生在鍛件兩端和叉口部位(圖7)。前期按照常規設計方案設計橋倉部,造成了材料利用率低和合格率較低的情況。通過設計優化,設計了阻力墻結構的模具,極大的提高了產品合格率和材料利用率。

圖7 軸承座未充滿位置
結論
⑴采用自由鍛滾擠和模鍛相結合的工藝可一火成形精度要求高的軸承座鍛件;
⑵采用數值模擬方法可以有效輔助鍛造工藝的設計,提高設計效率,提高產品開發成功率;
⑶采用阻力坎的橋部設計,鍛件成形效果好,未出現充不滿、穿筋等缺陷,尺寸達到要求,質量穩定。
猜你喜歡
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
