基于Cimatron的電極加工思路與設計方法
2018-09-05 07:19:04大連工業大學機械工程與自動化學院趙學慶王帥
智能制造 2018年4期
大連工業大學 機械工程與自動化學院 趙學慶 王帥
共立精機(大連)有限公司 史宏瑩
安達汽車零部件有限公司 于曉明
介紹了電極兩種減寸量設置方式,即平搖動方式和球搖動方式,對兩者做了區分與比較,并在Cimatron軟件中對電極兩種減寸量的編程方式進行了演示。介紹了電極的加工工藝流程及常見的電極夾具與夾具系統。總結了Cimatron軟件抽取電極的通用流程。
一、引言
電火花加工技術是歷史最悠久的特種加工方法,在模具制造業、航空和航天、電子等眾多領域得到了廣泛的應用。電火花放電加工是分別把工件和工具制作成兩個電極,利用兩極間脈沖火花放電產生的熱能,熔化、蒸發和拋出工件電極材料,達到加工工件的目的。
在高速加工日趨普及的今天,壓鑄模具的生產過程中電極的使用在逐漸減少,但要求電加工的部位及精度、準確度在不斷提高。電極的設計方法與制作工藝直接影響到電極的制作精度和模具的加工效率。
二、電極減寸量的兩種設置方式
電極存在負減寸量,目前的電火花加工搖動方式主要有兩種,即平面搖動和球面搖動。平搖動的電極在X、Y平面內有減寸量而在Z軸方向上沒有減寸量;球搖動電極則是在所有形狀的法線方向上存在減寸量。圖1為電極搖動方式簡圖。平搖動與球搖動的電極減寸方式如圖2所示。

圖1 電極搖動方式簡圖

圖2 平搖動與球搖動的電極減寸方式
1.平搖動電極與球搖動電極的比較
在電極的NC加工之后與放電加工之前有一道工序為電極的檢測與修型,工作是依據鑄件圖紙檢測電極減寸量,并對機加工不能成型(如豎圓角)或成型不足(如較小的圓角)的部位進行手工清理。由于設計部門提供的圖紙的尺寸均為2D平面尺寸,現場的檢測工具一般為數顯卡尺或千分尺,由此檢測的尺寸是2D平面尺寸。
使用卡尺檢測電極的時候,經常會發現球搖動的電極減寸量在斜面的部分偏大,在45°的斜面最明顯。

圖3 平搖動與球搖動電極減寸量的比較
將圖2平搖動與球搖動的減存形式貼合在一起,可以看到明顯差異。如圖3、圖4所示。

圖4 球搖動電極與平搖動電極減寸量的數值差異

對3D斜面,CAM設定的加工方式為3D加工,法線減寸量為-a,則在某一高度使用卡尺測量的實際減寸量(單面)應為 :此時的數值小于減寸量a,檢測人員往往認為加工不到位,需要修正。修正后水平減寸量合格了,但實際上,矢量方向的減寸量增大了a(1-sinθ)。用修正后的電極進行球搖動,工件會出現“多肉”的現象。
由此可見,電加工的搖動方式決定了電極的形狀,電極的形狀又需要CAM以特別的加工方式來加工。
2.平搖動與球搖動的效率比較
EDM的加工效率是大家關心的焦點。影響放電效率的因素很多,這里僅就放電方式中的平搖動與球搖動達到相近的精度所用放電時間的長短加以比較。
平搖動的效率較球搖動的效率要高出很多,普通的放電機床都可實現,但對曲面要求很高的復雜形狀則需要球搖動來實現。若電極制作方法正確,非嚴格要求的曲面是可以用平搖動替代球搖動而加工出合格產品的。
3.平搖動與球搖動的精度比較
球搖動的加工精度要高于平搖動,加工時間較長。
在質量允許的情況下,可犧牲一點精度縮短放電時間。
其操作方法如下:3D電極粗放電時采用平搖動,減寸量為a;精放電時亦采用平搖動,減寸量為a × Tan(θ/2),曲面部分會有微小差異,可拋光去除。
需要注意的是,3D減寸量的電極在進行平搖動精加工的時候,一定要更改減寸量,否則會造成工件“缺肉”。2D減寸量的電極做球搖動時(特別情況下),不必更改減寸量,工件在斜面部分會“多肉”。
4.平搖動電極與球搖動電極的編程方式
Cimatron的電極編程方式分為平搖動編程方式和球搖動編程方式兩種。
(1)平搖動編程方式。

圖5 加工平搖動電極的減寸量設置方法
平搖動電極的減寸量設置方式有兩種:參數設置方式(圖5),刀具半徑補償數值設置(圖6)。
(2)球搖動編程方式。
球搖動的減寸量在矢量方向添加,在參數中設置減寸是主要方式(圖7)。
在常用CAM軟件中,通常有側壁余量與底面余量兩個設置方式。當兩個參數都設置為相同數值的負減寸時,就添加了球搖動的減寸數值。

圖6 通過刀具半徑補償設置電極減寸量
在CIMATRON軟件中,有單獨為電極加工設置減寸的參數欄,有針對性。要注意與之前側壁與底面減寸量的參數不能同時設定,要保持一種方式上的參數為零,避免兩種設置參數的方式產生沖突。

圖7 加工球搖動電極的減寸量設置方法
工作中常用的方法是與NC加工相結合的減寸量設置方式。
在生產中,為避免多種參數設置的沖突,作為CAM人員,應盡量選擇一種方式作為自己的工作習慣。即:了解多種,選擇一種。
編程時在刀具半徑設置負補償,同時曲面的余量參數設置為0,平動的參數設置為0,加工出電極的減寸量即為平搖動的減寸形式;當需要球搖動的電極減寸量時,NC加工該電極時將坐標系沿Z軸的負方向偏置一個減寸量的數值,既解決了電極頂平面減寸量容易被忽略的問題,又可加工出球搖動形式的電極。
此種方法忽略了復雜的參數調整,只改變刀具半徑補償值來達到賦值減寸量的目的,編程方法簡單,易于掌握。需要與NC操作人員配合,清晰電極加工單減寸形式,NC加工電極形成操作習慣(平動電極Z坐標不降減寸量,球動電極Z坐標下降一個減寸量數值)。經多年實踐驗證,滿足電加工形狀要求。
這也是一種針對使用不同CAM軟件的技術人員加工電極時可以達到同一種效果的有效途徑。
5.電極的設計準則
電極設計時要遵循基準統一原則。基準統一是電極拆分、加工、放電的基本原則。制品三維模型的中心(制品中心)應始終作為法定的基準,從而有利于電極的裝配、檢查。
為了做到基準的準確與可重復性,要注意以下加工環節中的細節。
(1)電極毛坯背面的加工方法。

圖8 小型石墨電極背面加工
毛坯電極的背面加工要銑削出底面與夾持的兩個側面,保證正面加工時夾持的準確與穩定。小型電極背面加工如圖8所示。
(2)電極正面成型部位的基準系統:基準孔、基準邊、高度基準(圖9)。
石墨電極通常有兩套基準系統:基準孔與基準邊。基準孔是主要基準,基準邊作為輔助基準。
生產中,經常出現基準偏差的情況。兩套基準的相互驗證,可以快速準確地確認問題產生的原因,從而找到解決問題的方法。
高度基準是在水平面上精銑出X方向與Y方向的水平基準,要保證有較好的光潔度,精確記錄高度坐標尺寸。

圖 9電極正面基準的做法
(3)基準記錄與文檔管理,如圖10所示。

圖10 電極基準書范例
電極基準書是電極的“護照”,詳細記錄了電極的基準與使用歷史。在NC加工的過程中記錄得越詳細,電加工的失誤率就越低。妥善存檔保管,可以確保電極在重復使用的時候避免再次失誤的情況發生。
三、電極加工工藝流程
1.作業順序
(1)下料 -- 根據《加工程序單》上的電極輪廓尺寸,填寫《下料通知單》。
(2)背面加工 -- 銑平、鉆孔、絞絲、(下彈簧)、銑水平基準面(對尺寸較大的電極)。
(3)正面加工 -- 找正,固定,銑平上表面。
(4)坐標設定 -- 按照《加工程序單》上標明的坐標位置找出電極的坐標并存入加工中心的坐標系中。
(5)對刀 -- 按照《加工程序單》上標明的刀具,將所用的刀具對好。
(6)程序加工 -- 調出程序進行自動加工。
(7)做基準 -- 程序結束后,作出X、Y方向的側面基準(四邊都要做)。
(8)根據《加工程序單》的說明,做好Z向的基準面,并做好X、Y向的水平基準。
(9)鉆基準孔(使用小規格鉆頭鉆底孔,再用銑刀精鉆基準孔)。
(10)在電極上刻上模具號、基準面尺寸、基準孔位置。
(11)填寫《電極基準書》,便于電火花裝夾,便于NC加工。
電極底座的要求:電極的底座應有30mm左右的厚度用來作為電加工的夾持部位,要注意底座尺寸的大小,許多干涉情況是由于底座干涉造成的。底座的加工要根據電加工的裝夾方式來決定。
2.常用小型電極夾具
U型夾板式(圖11)。適用于較薄的筋條,用螺絲將電極頂緊,靠電極的形狀尺寸來找正、定位。此類電極的底座不需要加工螺絲孔。

圖11 簡易U型夾板與3R底座夾板
條型壓條(圖12)。壓條中間有螺絲過孔段,可將中小尺寸的電極使用在一條直線上的兩個螺絲固定。

圖 12 100mm-160mm長度石墨電極背面
標準夾板(圖13)。對較大尺寸的電極,使用標準的夾板可使電極的找正方便快捷。NC在加工此類電極的底座時,要按照夾板的螺釘孔標準加工,并加工出定位槽。

圖13 200mm以上的石墨電極的背面加工
3.夾具系統
快速裝夾系統工裝夾具定位系統,主要應用于CNC(加工中心)、EDM(電火花機床)、WEDM(線切割機床)等機械設備。常見的有3R夾具系統,如圖14所示,和EROWA夾具系統,如圖15所示。

圖14 3R夾具系統圖例

圖15 EROWA夾具系統圖例
其特點有:(1)可以提高工件工裝的重復定位精度;(2)控制加工中的誤差;(3)降低機床停機時間,提高設備利用率;(4)使生產線具有一定的柔性。
為了保證電極強度,電極的形狀力求簡潔,要做到以下兩點。
第一,應確定必須放電的部位,NC能加工到的部位盡量在NC加工中心上加工完成,如型腔中較大的開闊曲面,大面積的滑道配合面等。
第二,將孤立的薄筋、高度差較大的部位從主電極中摘除,制作成分電極,從而使主電極的形狀簡化,平坦,毛坯尺寸減小。
形狀復雜、具有內外尖角、窄縫、小孔、深孔等工件電加工狀況不穩定。因此,主電極的形狀越簡化、光順,電加工越易選用合適的電規準,放電的效率就越高。摘除了較高凸臺、窄筋的石墨主電極在下沉精加工的過程中不會出現加工量大、崩碎等問題,精加工的時間會縮短,尺寸精度會提高。
四、Cimatron軟件抽取電極的基本方法
Cimatron抽取電極的方法是在已有型腔的狀態下,對需要電加工部位的曲面進行分離、編輯,進而形成電極的設計方法。這種基于曲面的抽取電極方式簡單、易于模式化。隨著軟件技術的發展,自動化的程度越來越高,可以實現自動判斷位置、抽取、完善細節、出圖、電極編程、出程序單、出G代碼文件一體合成。前提是提供的型腔模型必須準確。
為彌補型腔模型的設計偏差,要求電極設計人員要具備造型設計基礎與設計檢查糾錯的能力。這是電極設計工作開始前的必要準備。
1.操作方法
以凹形件的例子描述電極的設計過程,操作方法為:首先,進入軟件的裝配模塊,如圖16所示。電極的抽取是裝配內容的一部分,在多數CAD/CAM軟件中的配置相同。
將模具的型腔作為組件,如圖17所示,與默認的坐標系匹配,如圖18所示。

圖16 進入裝配模塊

圖17 增加組件

圖18 選取坐標系
裝配好型腔后,在目錄欄的“電極”欄中點擊“提取電極”,如圖19所示。
鼠標箭頭點擊型腔中要提取電極的位置,出現一個選取曲面范圍的矩形框。可以使用鼠標拖動框架來擴大或縮小范圍。當把選取的曲面全部包含在內后,可以通過數值調節矩形框的中心位置與外形尺寸,達到一個整數值,便于后續檢測加工。如圖19、圖20所示。
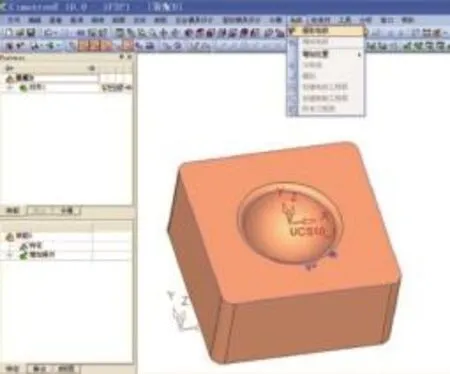
圖19 選擇提取電極選項

圖20 選擇位置抽取電極
點擊確認后,左側文件樹的欄目中出現了裝配的電極部件。在電極部件的圖標上點擊鼠標右鍵,會出現輔助選項。如圖21所示。選取激活選項。

圖 21激活電極

圖22 編輯電極的底座尺寸
激活電極部件后,可以對電極的底座及輔助延伸段進行編輯。
如圖22所示,在標題欄“查看”欄中,找到“電極向導”,在窗口右側出現電極設計的導向條。沿著導向條的條目順序進行電極編輯設計,是非常清晰的思路。
點擊右側“坯料”圖標,出現電極底座的位置與形狀。可以通過數值調整尺寸,達到整數的位置與輪廓,如圖23所示。

圖23 編輯電極的聯接部位
電極底座編輯好以后,將成型曲面與底座間的空隙用延伸面聯接起來。
空隙在不聯接的情況下也可以直接進行編程,空隙會默認為垂直方向的聯接。當空隙間距比較大時,采用階梯方式的聯接,會有效增加電極的強度,如圖24所示。

圖24 激活主裝配后模擬電極開合狀態
激活裝配,點擊右側“模擬”圖標,鼠標拖動滑鍵條,提取的電極會分離型腔。目視檢查有無遺漏的曲面與干涉情況。
2.基準書做成
電極基準書是電極設計、加工、放電過程中重要的指令文件,應注明電極的加工坐標系與工件坐標系的相對關系、電極的方向、XYZ三個方向的基準尺寸與基準孔的坐標位置。

圖25 設置電極圖模版
電極基準書的格式可以通過預設定的文件選擇編輯。點擊工具欄中最后一項“預設定”,出現電極設置選項欄“Electrod(電極)”,再選擇繪圖設置“Drafting”中的“electrode_drafting”設置,出現如圖26所示選項。

圖26 電極工程圖目錄
在右側的瀏覽器中找到裝機文件中Data/Template文件夾下的電極模版文件,如圖26所示。
模版文件中可選擇的圖紙型號較多,建議選擇組合電極模版“Combined_Drawing”。點擊確認,如圖27所示,返回裝配界面。
模版文件可以由用戶根據習慣的格式編輯,編輯后的文件放在指定的文件夾內,如上所述,就擁有了一份自己的特性模版。模版編輯方法請參考軟件的相關幫助文件。

圖27 選擇電極圖模版

圖28 做出電極圖
設置好模版文件后,在裝配欄中點擊要出圖的電極后,點擊標題欄中“電極”菜單,選擇“創建電極工程圖”,如圖28所示。
創建好的工程圖在當前工作文件夾內,打開電極繪圖文件,如圖29所示。
電極抽取與出圖的流程純熟應用以后,應根據實際工廠的情況,編輯一個專業模版。Cimatron軟件的應用使電極的設計變更靈活方便,提高了設計效率。

圖29 電極圖基本樣式
3.干涉檢查的方法
干涉檢查是電極設計流程中重要的環節。干涉的部位多數集中在以下部位:(1)成型面的延伸編輯部分;(2)深腔電極的底座與型腔干涉;(3)電極組合后,備用電極與型腔干涉;(4)其它設計意外失誤。

圖30 Cimatron干涉部位的檢查方法
電極干涉分析是排除干涉隱患的有效工具。如圖30所示,預先做了一個干涉的圓柱,展示一下干涉分析的過程。

圖31 在分析的欄目中選擇干涉檢查項目
在標題欄“分析”欄目下,找到“干涉分析”,點擊“新的干涉檢查”,如圖31所示。
在復雜型腔的大量電極設計時,干涉分析可以準確有效提醒設計人員異常情況,是避免電極設計失誤的有效手段。
先選取型腔部件,再選擇電極部件,確認后軟件開始干涉分析,如圖32所示。
找到了干涉的部位,針對錯誤部位進行修改,預防隱患于未然。
干涉分析的結果如圖33所示。干涉的部位以醒目標識顯示在界面上。

圖32 按照步驟選擇檢查體與被檢查體

圖33 顯示干涉檢查的結果
五、結語
電極設計是模具加工技術中的重要核心環節。電加工與NC高速加工有機結合,是提高模具加工效率的有效途徑。
電極設計需要堅實的實踐基礎,要綜合考慮電極加工環節與電加工環節的技術難點,從根源上采取技術手段克服難點,才是電極設計的最終目的。