多功能井架通用組對工裝的設(shè)計(jì)與制造應(yīng)用
2018-09-06 08:33:16陳秀江
中國設(shè)備工程 2018年17期
陳秀江
(大慶石油管理局松原機(jī)械總廠,吉林 松原 138000)
1 已有技術(shù)
修井機(jī)和撈油車井架主要由直立柱、斜方鋼管、邊框、輔件等組成;生產(chǎn)過程中根據(jù)井架尺寸將上述零件進(jìn)行組焊。目前常用的組對方法是根據(jù)井架的實(shí)際尺寸,制作出組焊井架各零部件用的臨時(shí)工裝,將井架零部件進(jìn)行組對,同時(shí)由于井架直立柱的尺寸長,需要校直,通常由焊接工人手工校直。由于修井機(jī)井架的尺寸各異,而且直立柱手工校直時(shí),勞動(dòng)強(qiáng)度大,經(jīng)常容易造成勞動(dòng)傷害,這種傳統(tǒng)的井架組對方法效率低,尺寸精度低,同時(shí)增加了生產(chǎn)成本和勞動(dòng)強(qiáng)度。
2 設(shè)計(jì)目的
多功能井架通用組對工裝,應(yīng)用于修井機(jī)和撈油車的生產(chǎn)技術(shù)領(lǐng)域。特征是:解決了修井機(jī)井架組對工裝通用性差、操作者勞動(dòng)強(qiáng)度大、生產(chǎn)效率低、尺寸精度低等缺點(diǎn)。該工裝根據(jù)井架的關(guān)鍵尺寸,通過PLC控制改變工裝各部件工作位置,實(shí)現(xiàn)了不同型號(hào)修井機(jī)井架組對的通用性,調(diào)節(jié)方便、尺寸精度高、生產(chǎn)效率高。
3 設(shè)計(jì)的內(nèi)容
本新型工裝設(shè)計(jì)解決了傳統(tǒng)井架組對和焊接過程中的外型尺寸變形難以控制等缺點(diǎn)。該裝置主要由兩大部分組成,包括機(jī)械部分和電氣控制部分。
機(jī)械部分由底座、導(dǎo)軌座、固定立柱、游動(dòng)立柱、立柱伺服液壓缸、固定支座、游動(dòng)支座、支座伺服液壓缸、液壓夾緊裝置、液壓系統(tǒng)等組成。導(dǎo)軌座位于底座上;固定立柱固定于導(dǎo)軌座上,立柱伺服液壓缸帶動(dòng)游動(dòng)立柱在導(dǎo)軌座上左右移動(dòng);實(shí)現(xiàn)了井架直立柱間寬度尺寸的可調(diào)性;固定支座固定于游動(dòng)立柱和固定立柱上,支柱伺服液壓缸帶動(dòng)游動(dòng)支座在立柱上上下移動(dòng),實(shí)現(xiàn)了井架直立柱的高度尺寸的可調(diào)性;在組對時(shí)液壓夾緊裝置直徑固定井架直立柱,同時(shí)通過調(diào)節(jié)夾緊裝置的壓力閥來調(diào)節(jié)夾緊力,使直立柱變直,改變其扭曲的形狀,提高井架的形狀精度。
電氣控制部分由PLC、電液伺服控制器和上位機(jī)觸摸屏等組成。操作者將井架的關(guān)鍵尺寸輸入到上位機(jī)觸摸屏中,觸摸屏向PLC將尺寸數(shù)據(jù)傳給PLC,PLC再將數(shù)據(jù)傳遞給電液伺服控制系統(tǒng),電液伺服控制系統(tǒng)根據(jù)這個(gè)數(shù)據(jù)調(diào)整立柱液壓缸、支座液壓缸的伸長量;實(shí)現(xiàn)不同尺寸井架的組對;通過旋鈕電位器控制液壓夾緊裝置的壓力閥,使直立柱變直。
4 使用的效果
在井架組對過程中,本實(shí)用新型實(shí)現(xiàn)了以下效果:(1)直立柱之間高度尺寸的可調(diào)性。(2)直立柱之間寬度尺寸的可調(diào)性。(3)液壓夾緊裝置可固定在直立柱上,并使直立柱校直,提高井架的形狀精度,減少操作者的勞動(dòng)強(qiáng)度。(4)可組對不同尺寸的井架。
5 實(shí)施例
參閱圖1~5,本實(shí)用新型在組對井架時(shí),首先將井架側(cè)視圖中尺寸K和H輸入到上位機(jī)的觸摸屏里,上位機(jī)將K和H數(shù)值送給PLC,PLC再將數(shù)據(jù)傳給伺服控制器,伺服控制器控制液壓缸,支座伺服液壓缸將游動(dòng)支座與固定支座的距離調(diào)整為K,立柱伺服液壓缸將游動(dòng)支柱與固定支柱的距離調(diào)整為H;然后將井架的4根直立柱放到游動(dòng)支座和固定支座上,擺正,校準(zhǔn);調(diào)整壓力閥旋鈕,使液壓夾緊裝置夾緊直立柱,同時(shí)使壓力閥輸出的壓力變大,增大夾緊力,使直立柱受力,變平直,達(dá)到校直的目的。通過在上位機(jī)觸摸屏中輸入不同的K和H值,從而滿足不同井架直立柱之間距離的調(diào)整。
6 附圖及附圖的簡要說明
附圖及附圖的簡要說明見圖1~5。涉及產(chǎn)品的領(lǐng)域,要畫出產(chǎn)品的結(jié)構(gòu)剖視圖,不標(biāo)注產(chǎn)品零部件的名稱,而是標(biāo)注序號(hào),然后列出序號(hào)對應(yīng)的零部件名稱,然后說明這些零部件的作用是什么。

圖1 井架結(jié)構(gòu)示意圖(主視圖)
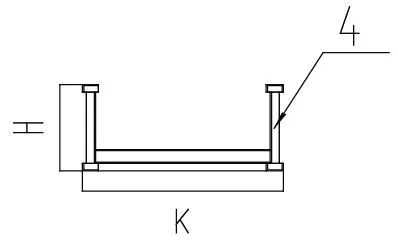
圖2 井架結(jié)構(gòu)示意圖(側(cè)視圖)

圖3 多功能井架通用組對工裝主視圖

圖4 多功能井架通用組對工裝側(cè)視圖

圖5 PLC控制框圖
