刮削平面缺陷產(chǎn)生的原因研究
2018-09-10 21:53:23張煥可
河南科技 2018年22期
張煥可


摘 要:刮削是用刮刀在工件表面上刮去一層很薄的金屬,以提高工件加工精度的切削方法。但是,受眾多因素的影響,刮削平面經(jīng)常會出現(xiàn)缺陷。基于此,本文主要探討刮削平面產(chǎn)生缺陷的原因,如刮刀的正確刃磨及熱處理、正確嫻熟的刮削姿勢和刮削力度及顯示劑的清潔程度等。
關(guān)鍵詞:刮刀;刮刀的刃磨及熱處理;刮削姿勢;落刀起刀;研磨劑
中圖分類號:TG93 文獻標識碼:A 文章編號:1003-5168(2018)22-0066-03
Analysis of the Causes of Scraping Plane Defects
ZHANG Huanke
(Xuchang Electric Vocational College,Xuchang Henan 461000)
Abstract: Scraping is a cutting method that scrapes a very thin layer of metal on the surface of the workpiece with a scraper to improve the machining accuracy of the workpiece. However, due to the influence of many factors, scraping planes often have defects. Based on this, this paper mainly discussed the causes of the defects in the scraping surface, such as the correct grinding and heat treatment of the scraper, the correct and skilled scraping posture, the scraping force and the cleanliness of the display agent.
Keywords: scraper;sharpening and heat treatment of scraper;scraping posture;knife falling knife;lapping agent
作為不同于鏨削、鋸削、銼削等平面加工方法的另一種平面加工手段,刮削時,每次的刮削量很小。同時,在刮削操作過程中,刀刃對工件表面有推擠和壓光作用,因此可以使工件表面得以獲得平整、光滑的加工效果。但是,由于刮刀在刃磨及熱處理過程中的不當(dāng)操作、刮削時不正確的刮削姿勢和刮削力度、研磨時研磨劑的使用不當(dāng)?shù)葧ψ罱K的刮削平面質(zhì)量造成巨大影響[1-3]。
1 刮刀的刃磨及熱處理對刮削平面產(chǎn)生缺陷的影響
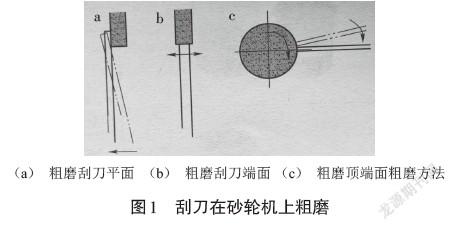
1.1 粗磨刮刀平面及端面對刮削平面產(chǎn)生缺陷的影響
粗磨時,應(yīng)注意保證刮刀兩大平面的一面先接觸砂輪的側(cè)面,在開始刃磨時應(yīng)使刮刀平面緩慢接觸砂輪片,然后再慢慢完全平放在側(cè)面上,此時還應(yīng)有不斷前后移動進行刃磨的動作(如圖1(a)所示),這樣操作的目的是保證刮刀兩面都能刃磨平整,從而使刮刀在全寬上用肉眼看不出有顯著的厚薄差別,一旦刮刀平面厚薄不均,就會在刮削過程中產(chǎn)生中間空兩邊有刮痕的情況,這樣會使平面越刮表面精度越低,研出的點也會越少。同時,也會出現(xiàn)多次刃磨使刮刀變薄,從而在刮削中很容易折斷刮刀,造成表面劃傷產(chǎn)生撕痕。
在對端面進行粗磨時,應(yīng)保證刮刀的頂端面在砂輪緣上進行平穩(wěn)的左右移動并施加壓力刃磨(如圖1(b)),并要求刮刀的端面在刃磨時必須要與刀身中心線垂直。需要注意的是,在刃磨端面時,要以一定傾斜度與砂輪接觸(圖1(c)),然后再漸漸按圖示箭頭方向轉(zhuǎn)動至水平。若不按圖示要求進行操作,而是直接以水平位置靠上砂輪,刮刀會產(chǎn)生顫抖,且十分不易磨削,嚴重的還會引發(fā)安全事故。此外,如果端面刃磨時弧度過大,會使刮刀刀刃圓弧過小,從而造成在刮削時因刀跡太深而產(chǎn)生凹痕。
1.2 精磨刮刀平面及端面對刮削平面產(chǎn)生缺陷的影響
對刮刀的精磨是在對其熱處理之后進行的。對于刮刀大平面的精磨要求是要磨平其兩平面(如圖2(a)所示),端面的精磨應(yīng)在精磨平面之后進行(如圖2(b)所示)。具體的刃磨動作要領(lǐng)是:左手緊握刀身柄部,而此時右手應(yīng)握緊刀身,保證刮刀直立在油石上并且注意要有略帶前傾的向前推移這個細微的動作,而且刮刀拉回時也要注意保證刀身稍稍有抬起的動作從而避免磨損以刃磨的刀口,對于不太熟練的可采用刮刀靠在肩上的刃磨方法(如圖2(c)所示)。同時,需要注意的是:①精磨時,一定要注意刃磨平面和端面的油石不能是同一塊,要分開使用,平整和端面刀口刃磨鋒利,在刮削過程中不會出現(xiàn)打滑和震痕;②刃磨時要避免出現(xiàn)油石被磨出凹槽,這樣不利于磨出鋒利的刀口,且其表面不能有紗頭和鐵屑嵌粘,這樣方可避免刮刀刀口出現(xiàn)裂紋,也避免刮削面撕痕的產(chǎn)生[4-6]。
1.3 刮刀熱處理不當(dāng)造成表面缺陷
刮刀在砂輪機上粗磨完成后需要對其進行熱處理,熱處理時應(yīng)將刮刀頭部約25mm的長度放在爐火中逐漸加熱并保證溫度達到780~800℃(此時以呈櫻紅色為判定標準)。此時的溫度把控很重要,如果溫度過低,則達不到淬硬目的;而倘若溫度過高,則會使刮刀金屬內(nèi)部組織晶粒變得粗大,從而使刮刀刀刃出現(xiàn)裂紋,最終在刮削時使平面產(chǎn)生撕痕。
淬火后冷卻動作操作正確與否也會對刮刀加工的平面質(zhì)量及精度產(chǎn)生直接影響。因此,在冷卻時,應(yīng)保證刮刀頭部浸入的深度大概為8~10mm。同時,要注意浸入水面冷卻后不能緊握刮刀不動,而要有左右和上下移動的動作,以避免由于刮刀在冷卻水面處靜止而產(chǎn)生十分明顯的界限(如圖3所示)。因為在刮削時對刮刀施加有一定的壓力,因此,一旦產(chǎn)生冷卻界限,刮刀就極易在此處發(fā)生斷裂,從而對刮削平面產(chǎn)生傷害。此外,一般情況下,淬火后的冷卻采用的冷卻介質(zhì)是水,這很容易使刮刀刀口在冷卻時產(chǎn)生裂紋,從而對最終刮削平面造成質(zhì)量和精度影響,所以,應(yīng)盡可能以油作為冷卻介質(zhì),以避免裂紋的產(chǎn)生[7]。
2 刮削姿勢及力度對刮削平面缺陷產(chǎn)生的影響
平面刮削的方法無外乎兩種:手刮法和挺刮法。
手刮法(如圖4(a)所示)的具體操作要領(lǐng)是,刮刀向前推進的動作是通過右臂向前發(fā)力這個操作過程來實現(xiàn)的,而左手的作用則是在引導(dǎo)刮刀向前移動的同時,施加一定的壓力。需要注意的是,此時下壓力度不可過大,否則會出現(xiàn)明顯的落刀痕。刮削結(jié)束時,抬刀動作一定要利落快速,以免留下落刀痕。同時,還要注意抬刀時千萬不能出現(xiàn)左右擺動的動作,不然會使刮削面兩邊留下細長刮痕。手刮法相對于挺刮法來說具有很強的靈活性,但要求手部力量要足夠。
挺刮法(如圖4(b))的具體操作要領(lǐng)是,挺刮主要是利用腰部發(fā)力,同時結(jié)合手臂動作。刮削時刮刀柄部放在右邊胯部,左右手同時放在刮刀刀身部分。此時,需要注意的是要保證左手在前,手掌向下搭在刮刀刀身,右手在后,手掌向上緊握刀身,然后胯部發(fā)力向前挺,同時手部協(xié)調(diào)配合[8-10]。在該過程中,一定要特別注意落刀、起刀時的力度和速度,以避免出現(xiàn)明顯的起刀、落刀痕跡。
3 顯示劑對刮削平面缺陷產(chǎn)生的影響
在研磨時,為了使刮削面在標準平板上能正確快速地顯示出凹凸不平的地方,通常會加入一些研磨劑,即顯示劑。刮削操作中最常用的顯示劑有以下兩種。
第一,紅丹粉(如圖5(a)所示)。紅丹粉是一種以分鐵丹(紫紅色)或鉛丹(橘黃色)并加機油調(diào)和而成的顯示劑[11]。由于紅丹粉在研磨時具有點子顯示清晰、無反光且價格低廉等特點,所以其被廣泛應(yīng)用于鋼鐵件的研磨中。
第二,蘭油(如圖5(b)所示)。蘭油是由普魯士顏料和蓖麻油混合而成的[12]。相對于紅丹粉來說,蘭油所顯示的點更加明顯。因此,其多用于精密件和有色金屬的精刮研磨顯點。
使用顯示劑的方法可分為兩種:一種是在標準件上涂抹顯示劑,研點時被刮削面高點處呈現(xiàn)出顯示劑的顏色,而低的地方則是灰白色,此種研點方法適用于粗刮;另一種是將顯示劑涂抹在工件表面,在標準件上研點后被刮削平面呈現(xiàn)的情況與第一種相反,高點呈現(xiàn)出亮色,低點則是顯示劑的顏色。無論最終采用哪種顯點方法,都要注意的是顯示劑的涂抹必須均勻,而且涂抹厚度要隨刮削精度的提高而逐漸減薄。無論使用哪種顯示劑,都必須保證顯示劑清潔,如果顯示劑中摻雜有雜質(zhì)、砂粒亦或是鐵屑等,都會使研點時刮削平面出現(xiàn)劃痕。
4 結(jié)語
刮削作為平面加工中精度相對較高的一種加工手段和方法,應(yīng)用尤為廣泛。這也就要求我們在進行刮削時要時刻把握整個工藝對最終刮削平面精度及質(zhì)量的影響。刮刀的正確刃磨及熱處理、正確嫻熟的刮削姿勢和刮削力度及顯示劑的清潔程度無不對刮削缺陷的產(chǎn)生有著至關(guān)重要的影響。
參考文獻:
[1]范崇洛.機械加工工藝學(xué)[M].上海:東南大學(xué)出版社,2009.
[2]胡兆國.機械加工基礎(chǔ)[M].四川:西南交大出版社,2007.
[3]傅水根.機械制造工藝學(xué)基礎(chǔ)[M].北京:清華大學(xué)出版社,2011.
[4]馮辛安.機械制造裝備設(shè)計[M].北京:機械工業(yè)出版設(shè),2004.
[5]王春福.機床夾具設(shè)計手冊[M].上海:上海科學(xué)技術(shù)出版社,2000.
[6]馮道.機械零件切削加工工藝與技術(shù)標準實用手冊[M].合肥:安徽文化音像出版社,2003.
[7]鞏云鵬,田萬祿.機械設(shè)計課程設(shè)計[M].沈陽:東北大學(xué)出版社,2000.
[8]孫志禮,冷興聚,魏嚴剛.機械設(shè)計[M].沈陽:東北大學(xué)出版社,2000.
[9]孫桓,陳作模.機械原理[M].北京:高等教育出版社,2000.
[10]張玉,劉平.幾何量公差與測量技術(shù)[M].沈陽:東北大學(xué)出版社,1999.
[11]郭奇亮.機械零件課程設(shè)計[M].貴州:貴州人民出版社,1982.
[12]汪愷.機械設(shè)計標準應(yīng)用手冊:第二卷[M].北京:機械工業(yè)出版社,1997.
