
加氫裝置高壓角閥應用探討
2018-09-26 07:55:02陳緗雯
石油化工自動化 2018年4期
陳緗雯
(中石化上海工程有限公司,上海200120)
隨著中國燃油汽車產業的飛速發展以及國內環保標準的日益提高,加氫裝置也在近二十年來得到高速發展。在加氫工藝中加氫精制環節的幾個關鍵位置,都使用了高壓角閥。高壓角閥的性能和壽命,對整個裝置的安全生產周期和效益至關重要。
1 高壓角閥的工況特性
由于加氫裝置的工藝特性以及工藝介質的特殊性,高壓角閥的操作工況溫度可達到425℃,壓力可達到24.5 MPa。加氫裝置的工藝流程和高壓角閥的位置如圖1所示。
1.1 高壓分離器排放閥
該閥門的使用壓力為10.0~24.5 MPa,溫度為200~455℃。由于所使用的位置要求壓降高,容易產生閃蒸、氣蝕、出口空化,同時物料介質既有氣液兩相的碳氫化合物和氫氣,也有固體催化劑顆粒,還有H2S和NH3等腐蝕性介質。
1.2 低壓低溫分離器閥
該閥門的使用壓力為6.0~10.5 MPa,溫度為90~260℃。所使用的位置也同樣要求高壓降,容易產生閃蒸、氣蝕、出口空化,同時物料介質也是氣液兩相的碳氫化合物、氫氣,固體催化劑顆粒,還有H2S和NH3等腐蝕性介質。

圖1 加氫裝置工藝流程和角閥的位置示意
1.3 酸水排放閥
該閥門的使用壓力為6.5~24.5 MPa,溫度為60~450℃。所使用的位置要求壓降高,容易產生閃蒸、氣蝕、出口空化,物料介質含有H2S和NH3,特別是固體顆粒沖刷更嚴重。
2 高壓角閥總體情況
目前為止,很多加氫裝置采用了國外專利,同時受制于之前國內閥門行業制造水平和研發水平的限制,國內加氫裝置中的高壓角閥主要還需隨工藝包進口成套引進,后期新建裝置也使用了進口閥門。早期進口的高壓角閥結構設計相對落后,使得整個生命周期中故障率一直較高,近幾年在高壓閥門更新升級的情況下,故障率雖然在逐步降低,但通常情況下,進口高壓角閥在中國境內工廠中的應用過程中很多備件還是依賴進口為主,故維修周期通常較長,同時購買或維修的費用較高。隨著國內優秀的高壓角閥制造商研發和制造水平的不斷提高,通過國產化攻關、維修替代和公開競爭,獲得了越來越多的市場份額,從技術角度上判斷,國產高壓角閥在加氫裝置上已經可以替代進口高壓角閥。但實際國內自主研發的產品能夠量產的不多,技術專利上的關鍵性突破也很少,所以還有很多的基礎工作需要各方面共同努力,當然同時也說明國產高壓角閥有很大的發展空間。
3 高壓角閥設計和使用的常見問題
由于加氫裝置工藝物料含有顆粒物以及H2S和NH3等腐蝕介質,具有高壓高溫的特性,故對高壓角閥的設計要求較高。結合項目設計過程中碰到的問題以及加氫裝置用戶使用的經驗,在設計和閥門實際使用過程中經常會遇到以下一些問題:
1)由于壓降要求高以及工況要求復雜,因而閥門容易產生開度過低,動作抖動劇烈的問題。
2)由于介質含有固體顆粒和腐蝕性物料,閥芯和閥桿容易脫離,閥芯容易產生沖刷和腐蝕損耗而引起內漏,造成停車檢修。
3)高壓差工況,容易產生介質閃蒸、氣蝕、出口空化,閥桿容易彎曲變形。
4)閥桿填料容易泄漏。
4 高壓角閥的選型
高壓角閥是加氫裝置幾個關鍵設備之一,其性能和使用壽命的好壞,直接影響到整個裝置的安全性和效率。因此,在高壓角閥的選型時,需要對閥門材料選擇,閥門結構型式、內件型式設計以及裝置工藝設計等多方面進行綜合考慮。
4.1 閥門材料的選擇
由于壓力等級高、介質溫度高,同時工藝介質中含有H2S等腐蝕性物料,因而閥體必須選擇符合NACE標準的材料。為滿足NACE要求,所有碳鋼含碳的最大質量分數應小于0.22%,最大硬度不超過HRC22;不銹鋼最大硬度不應超過HRC22;17-4PH材料經過H1150D處理后可以使用,最大硬度不超過 HRC33即可;Inconel 718材料在最大硬度不超過HRC35的情況下可以放心使用;Stellite合金均可使用。
閥座宜考慮堆焊硬化處理,例如堆焊Stellite 12號合金,硬度可以達到 HRC48,既能滿足NACE要求,又可以更好地抵抗高壓及高壓差介質以及固體顆粒的沖刷磨蝕。
閥內件需選擇高硬度的材料以抵抗固體顆粒的磨蝕,可以選擇SST w/alloy 6,Inconel 718等材料,特殊工況也可以選用碳化鎢材料的閥門內件。在閥芯密封面也應該考慮堆焊強化處理。
所有以上閥體、閥內件都需要有完善的無損檢測(NDE)方案,射線照相檢查(RT)在必要的工段必須進行。
閥體和閥內件材料的正確選擇,能夠有效抵抗固體顆粒沖刷和腐蝕性物料的侵蝕,在一定程度上保證閥門有效的生命周期。
4.2 閥門結構型式和內件型式的設計
1)多級降壓。由于高壓差工況的要求,目前主流的高壓角閥制造商,都采用多級降壓的閥芯設計。多級降壓閥芯形式如圖2所示,通過合理的多級降壓設計,能夠有效避免每一級降壓的壓差過大,使液體的壓力始終維持在飽和蒸氣壓之上,避免閃蒸、氣蝕、出口空化,從而減少了介質對閥芯閥座的沖刷破壞,同時也降低了噪音。根據現場使用經驗,如果沒有采用多級降壓、降壓級數不夠或者閥芯的降壓設計不合理,閥門使用一段時間之后,會出現閥門內漏問題。
2)防止固體顆粒堵塞。由于介質含有催化劑固體顆粒,在考慮多級降壓的情況下,也需要防止固體顆粒堵塞閥芯。特別是在大口徑的高壓角閥設計中,由于壓差大需考慮平衡式閥芯以避免執行機構選擇過大,平衡孔的防堵塞設計更需要著重考慮。同時,還應該考慮在線維修的方便,在產生堵塞情況下,可以有效地及時處理。多級降壓并防堵塞閥芯形式如圖3所示。
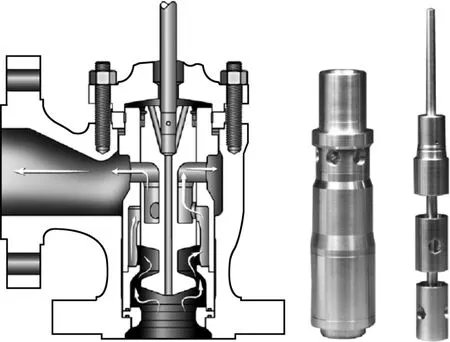
圖2 多級降壓閥芯形式示意
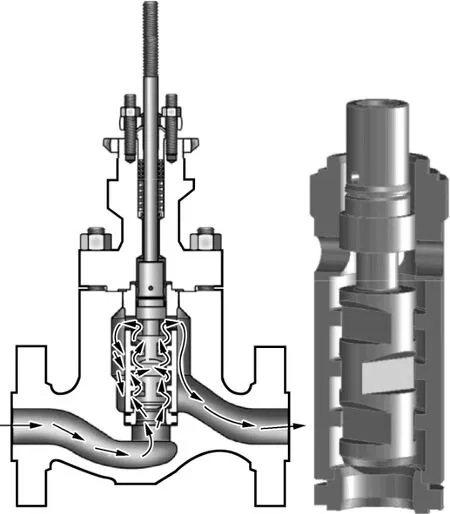
圖3 多級降壓并防堵塞閥芯形式示意
3)避免閥門開度過低。由于壓降要求高,工況復雜,高壓角閥在實際使用中會遇到某些工況下閥門開度過低,造成調節性能差、閥門動作不穩定、抖動嚴重,極容易對閥門產生損傷,也不利于裝置的穩定操作。所以在閥門選型時,應該選擇可調比大、在小開度情況下有特殊設計的高壓角閥,同時閥芯盡可能選擇全行程導向,并使用加強型閥桿,保證閥門控制的穩定性。防氣蝕的平衡型閥芯結構示意如圖4所示。
4)閥桿填料防泄漏。由于物料的性質,需要選用符合德國潔凈空氣標準(TA-LUFT)或ISO 15848 Industrial Valves—Measurement,test and Qualif ication Procedures for Fugitive Emissions的填料密封結構。例如可以考慮填料密封采用動態密封結構,利于動態碟簧行程限位確保動態密封的可靠性;同時,填料材質需要選擇能夠耐高溫高壓的特定材料,確保填料在高溫高壓下仍能保持良好的密封性能。同時閥桿也必須選擇滿足NACE要求的材料,避免閥桿腐蝕引起填料處泄漏。

圖4 防氣蝕的平衡型閥芯結構示意
5)閥桿和閥芯連接。由于物料的沖刷強度大,同時具有腐蝕性,因而閥桿和閥芯需要考慮防脫落防抖動設計結構。在閥芯較小的情況下,閥芯閥桿考慮采用一體式結構,避免由于振動而脫落;在閥芯較大的情況下,閥芯閥桿考慮牢固連接的結構,例如采用螺紋連接配合銷釘固定的連接形式,可以將銷釘設計為盲銷,基本避免了脫落的可能。
6)V級關斷密封。在加氫裝置高壓角閥需達到V級關斷密封要求,并且需要長期保持,不能有內漏。對于該惡劣的工況,閥座必須選擇有特殊設計的保護性閥座,以延長閥門的使用壽命和維護周期。
4.3 裝置工藝設計方面的考慮
在加氫裝置中高壓角閥對安全以及穩定運行有重要影響,因而工藝設計上對于每個工位的閥門應該考慮冗余設計。雖然冗余設計會對項目的投資帶來一定影響,但是從整個裝置全生命周期穩定運行和安全方面考慮是完全值得的。
4.4 售后服務和維護支持
高壓角閥的重要性,使得產品的售后服務和維護成為保障裝置持續穩定運行和縮短停車檢修時間的重要因素之一。所以在選型時,應該避免選擇在國內沒有維修工廠的高壓角閥,同時對于能夠提供及時響應以及具有長期備件庫存的高壓角閥,應重點考慮。
5 結束語
如何選擇合適的高壓角閥,如何維護好高壓角閥,是加氫裝置儀表設計和儀表管理人員關注的首要因素。通過對高壓角閥合理的設計、選型、使用,能夠有效提高高壓角閥的生命周期,從而為整個加氫裝置的穩定運行提供必要的條件。
猜你喜歡
流程工業(2022年3期)2022-06-23 09:41:08
中國石油石化(2021年8期)2021-07-20 07:36:12
煤氣與熱力(2021年3期)2021-06-09 06:16:18
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術啟蒙(2018年7期)2018-08-23 09:14:18
智富時代(2018年5期)2018-07-18 17:52:04
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
中學科技(2014年11期)2014-12-25 07:38:53
