苗尾水電站350 MW轉(zhuǎn)子裝配工藝研究與質(zhì)量控制
2018-10-08 02:02:18鄒偉侃
水電站機電技術(shù) 2018年9期
關(guān)鍵詞:測量
鄒偉侃
(中國水利水電第十四工程局有限公司,云南 昆明650032)
1 概述
苗尾水電站裝有4臺結(jié)構(gòu)相同350 MW的水輪發(fā)電機組。其發(fā)電機轉(zhuǎn)子主要結(jié)構(gòu)包括轉(zhuǎn)子支臂、磁軛、磁極、引線。由于直徑過大,轉(zhuǎn)子支臂為斜立筋圓盤式焊接結(jié)構(gòu),包括1個中心體和4個外環(huán)支臂組件,配有16組主立筋和副立筋;磁軛沖片用3 mm厚的WDER600鋼板沖制而成,整圓14片,每1張沖片為一層搭疊,層間相錯一個極距并俯視正向4層反向4層循環(huán)疊片,磁軛用拉緊螺桿沿軸向拉緊,以形成一個整體;轉(zhuǎn)子有56個磁極,每個磁極設(shè)2個T尾,磁極通過T尾與磁軛上相應(yīng)的T尾槽掛裝;轉(zhuǎn)子引線為銅板型母線。組裝完成后轉(zhuǎn)子最大外形徑向尺寸為13 002 mm,軸向尺寸為2 900 mm,總重936.445 t。其主要參數(shù)如表1:
表1
2 轉(zhuǎn)子組裝工藝流程
轉(zhuǎn)子組裝主要工藝流程為:設(shè)備到貨清點及支墩水平調(diào)整→中心體及轉(zhuǎn)子支臂組裝、測圓架安裝調(diào)整→轉(zhuǎn)子支臂焊接及打磨探傷→副立筋測量配刨,磁軛片處理,制動環(huán)板安裝→副立筋安裝焊接→下壓板安裝調(diào)整→磁軛疊裝、壓緊、加熱→磁極掛裝及調(diào)整→磁極阻尼環(huán)及其余附件安裝,引線安裝→轉(zhuǎn)子整體電氣試驗及轉(zhuǎn)子吊裝。
2.1 設(shè)備到貨清點及支墩水平調(diào)整
(1)清點已經(jīng)到貨的設(shè)備,建立臺賬。檢查是否漏發(fā)、錯發(fā)設(shè)備或材料,并合理安排堆放點。同時準(zhǔn)備25~600 mm內(nèi)徑千分尺2把、50~7 000 mm內(nèi)徑千分尺(另配有1把1 000 mm測桿)1把,百分表4個,框式水平儀1個,水準(zhǔn)儀等測量工器具[1]。
(2)將支墩吊裝至轉(zhuǎn)子工位并與基礎(chǔ)板點焊在一起,在支墩上設(shè)置24對廠家提供的楔子板并調(diào)平,楔子板頂面距地面1 030~1 040 mm,方便以后施工。
2.2 中心體及轉(zhuǎn)子支臂組裝、測圓架安裝調(diào)整
(1)中心體吊裝前清掃干凈。中心體吊起后檢查下法蘭面無高點涂黃油后吊至支墩楔子板上,通過調(diào)整楔子板來調(diào)整中心體水平。然后將楔子板點焊在一起復(fù)測中心體水平無變化。
(2)將分瓣的支臂和中心體用把合螺栓通過合縫塊初步把合在一起。施工中注意每次吊裝支臂均要保證支臂支撐完全承重。支臂掛裝后用支撐調(diào)節(jié)支臂水平,使制動環(huán)板安裝面水平在2 mm內(nèi),主立筋垂直度不大于0.25 mm/m。
(3)檢查中心體上法蘭面平面度小于0.02 mm/m,用徑向和軸向頂絲調(diào)節(jié)測圓架與中心體同心度及測圓架本身水平度,采用極限法,不斷縮小徑向和軸向偏差至同心度不大于0.04 mm,水平度不大于0.02 mm/m。
(4)安裝調(diào)整測圓架后在合縫塊間加墊,調(diào)整支臂半徑及合縫位置相鄰兩支臂弦距,讓弦距偏差在±3 mm內(nèi),擰緊把合螺栓。在所有焊縫位置焊接臨時加強板,復(fù)測半徑及弦距無變化。
2.3 轉(zhuǎn)子支臂焊接及打磨探傷
轉(zhuǎn)子支臂與中心體焊接前先架設(shè)監(jiān)測用百分表,焊接采用分段退步的焊接工藝。焊接過程中采用錘擊消應(yīng)的施工方法,同時根據(jù)焊接監(jiān)測數(shù)據(jù),隨時調(diào)整焊接順序確保焊接變形量。焊接完成經(jīng)無損檢測合格噴漆。分段焊接順序如圖1所示。

圖1 分段焊接順序
2.4 副立筋測量配刨,磁軛片處理,制動環(huán)板安裝
(1)安裝配筋工具并調(diào)平,測量調(diào)整配筋工具的扭斜、半徑、弦距及主立筋垂直度、外徑尺寸,在主立筋上畫出副立筋安裝基準(zhǔn)線及螺孔中心位置線,根據(jù)主立筋尺寸配刨副立筋,并進(jìn)行螺孔加工。施工過程中可以在測圓架上架設(shè)2塊百分表,1塊用來調(diào)整扭斜,另1塊調(diào)整半徑。因為半徑對副立筋的周向位置無影響。測量弦距時盡可能靠近測量柱底部,因為越靠近頂部變形可能會越大。副立筋配刨量測量如圖2所示。
(2)在副立筋測量配刨過程中,可以同時進(jìn)行磁軛沖片的清洗稱重工作,之后以0.2 kg重量等級分類存放,抽樣檢查計算每類沖片平均厚度。磁軛片除清洗表面油污、雜物時,為保持清洗不被二次污染,清洗場地需要有必要的預(yù)防沙塵的舉措,并且在存放磁軛沖片的箱子底部墊干凈塑料布。
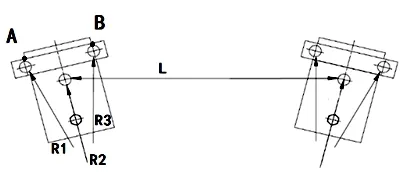
圖2 副立筋配刨量測量
(3)制動環(huán)板按出廠編號安裝在制動環(huán)板安裝平面,制動環(huán)板接頭位置高差不大于2 mm,整圓波浪度小于2 mm。調(diào)整時可添加薄墊片,并最終保證制動環(huán)板到轉(zhuǎn)子中心體下法蘭面高差為310 mm。
2.5 副立筋安裝焊接
副立筋根據(jù)基準(zhǔn)線預(yù)裝調(diào)整后,采取手工電弧焊焊接,焊接順序為:先分段對稱跳焊主立筋結(jié)合面立縫,再從中間向兩端上下交替封堵固定螺栓孔。焊接后測量記錄副立筋凹槽處半徑。
2.6 下壓板安裝調(diào)整
在基礎(chǔ)板上沿磁軛下壓板圓周均布支撐工具,通過調(diào)整支撐工具的頂絲調(diào)平下壓板徑向水平小于0.5 mm,周向波浪度小于2 mm。用磁軛沖片檢查下壓板螺孔位置,合格后將下壓板與基礎(chǔ)板通過臨時支撐螺桿焊接在一起。
2.7 磁軛疊裝、壓緊、加熱
根據(jù)磁軛片重量、厚度及轉(zhuǎn)子裝配圖計算列出磁軛片堆積配重表(通風(fēng)槽片也計入配重表),配重原則為上下兩端堆放重量較輕的磁軛片,中部堆放較重的磁軛片。凸鍵校正平直后和磁軛副鍵一并與副立筋兩兩相應(yīng)配對。
按照磁軛裝配圖和磁軛堆積表按每1張沖片為一層搭疊,層間相錯一個極疊片,當(dāng)疊片高度120 mm時放入T尾工具。T尾工具安裝如圖3所示。
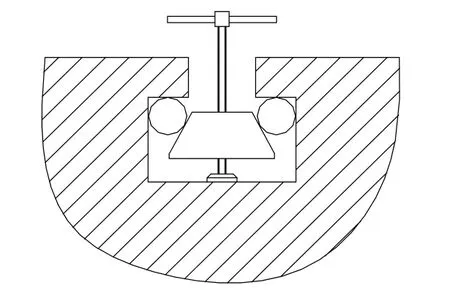
圖3 T尾工具安裝示意圖
疊片時需在每張沖片孔中插入定位銷,銷子成對角排列,疊片至760 mm、1 360 mm、1 960 mm、2 560 mm左右高度時根據(jù)中圈、內(nèi)圈、外圈各預(yù)壓一次,定位銷隨疊片高度增加向上移動。
在施工過程中,可以用銅錘整形磁軛片,控制磁軛圓度。每次預(yù)壓前,測量磁軛水平波浪度及圓度,并用千斤頂、木方等材料及工器具調(diào)整圓度至6 143±0.60 mm要求。疊片過程中根據(jù)水平度、波浪度、磁軛片徑向高差等控制指標(biāo),添加補償片。測量圓度過程可以再測圓架上架設(shè)3塊百分表,同時測量磁軛圓度,但必須保證百分表在同一位置校零。
疊片完成后,根據(jù)中圈、內(nèi)圈、外圈對稱更換拉緊螺桿為永久螺桿,并調(diào)整永久螺桿下部預(yù)留量相同,記錄螺桿拉伸至3.81~3.95 mm時的壓力值。檢查10%伸長量,沒有達(dá)到的繼續(xù)加大液壓拉伸器壓力,再次拉緊所有螺栓。
根據(jù)磁軛與轉(zhuǎn)子副立筋凹槽之間的距離計算熱打鍵厚度,搭設(shè)防風(fēng)棚,用加電加熱塊給轉(zhuǎn)子加熱,保溫被保溫,同時每30 min監(jiān)測磁軛溫度,根據(jù)溫差退投加熱塊,最終使磁軛溫升平衡,在磁軛脹開后安裝已經(jīng)配對墊片,停止加熱,并緩慢均勻冷卻。
2.8 磁極掛裝
徹底清掃轉(zhuǎn)子,檢查磁極外觀,記錄磁極重量,計算磁極配重,進(jìn)行個體、整體耐壓試驗。在計算磁極配重時,將對稱最大不平衡重量放在和引線徑向位置,減少最大不平衡重量。
檢查并處理T型槽位置、磁極T尾。根據(jù)磁軛外徑、磁極鍵確定磁軛外加墊及磁極墊條厚度,用手工氬弧焊焊接,再根據(jù)計算所得磁極掛裝表對稱掛裝磁極,并調(diào)整磁極中心高程與磁軛中心高程高差在1.5 mm內(nèi),圓度不大于設(shè)計空氣間隙的3%。
2.9 磁極阻尼環(huán)及其余附件安裝,引線安裝
(1)安裝磁極阻尼環(huán)及其余附件。阻尼環(huán)、連接片配鉆后處理毛刺,安裝在極間相應(yīng)位置。在安裝附件過程中,將鎖片預(yù)先彎起,待螺母擰緊后,可用大力鉗直接鎖上鎖片,再用小錘敲緊。
(2)根據(jù)安裝部位配鉆引線板,擺正墊塊并焊接在轉(zhuǎn)子支臂上。引線連接處作絕緣處理,用云母帶、玻璃絲帶纏繞并刷環(huán)氧漆。
2.10 轉(zhuǎn)子整體電氣試驗及吊裝
(1)對安裝完成的轉(zhuǎn)子做直流電阻測試、轉(zhuǎn)子繞組總絕緣電阻測試、交流阻抗測試以及耐壓測試。轉(zhuǎn)子繞組總絕緣電阻不小于0.5 MΩ,交流耐壓試驗4 100 V下1 min一次性通過。
(2)用2臺550 T橋機并車后吊起轉(zhuǎn)子,監(jiān)測轉(zhuǎn)子起吊前后撓度變化不超過0.50 mm,之后吊入機坑。
3 結(jié)語
本文對轉(zhuǎn)子現(xiàn)場組裝過程中裝配工藝及流程作了詳細(xì)的說明,并對先進(jìn)的施工經(jīng)驗作了總結(jié)。苗尾4臺機組轉(zhuǎn)子運行穩(wěn)定,現(xiàn)就苗尾電站轉(zhuǎn)子組裝工藝質(zhì)量控制成果與各位分享,以期對類似大型水輪發(fā)電機組轉(zhuǎn)子的組裝提供參考借鑒。
猜你喜歡
小學(xué)科學(xué)(學(xué)生版)(2021年5期)2021-07-22 02:40:06
中學(xué)生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學(xué)少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學(xué)少年(2017年2期)2017-04-26 21:58:43
中學(xué)生數(shù)理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學(xué)低年級版)(2015年4期)2015-04-29 00:00:00
