基于有限元的柴油機機體孔系鏜削工藝參數優化
2018-10-11 01:13:30景旭文黛米格
江蘇科技大學學報(自然科學版) 2018年4期
蔣 濤,景旭文,黛米格
(江蘇科技大學 機械工程學院,鎮江 212003)
船用柴油機有熱效率高、經濟性好、啟動容易、適應性強等特點,廣泛應用于船舶推進動力裝置和船舶電站[1].機體是柴油機主要組成部分,其結構復雜,在壁薄處受加工過程力熱耦合作用、裝夾等影響,易產生較大的變形.機體框架件加工精度控制是提高柴油機加工精度的瓶頸因素之一.曲軸孔作為柴油機機體上的關鍵部位,其加工過程受裝夾工藝及切削工藝的影響,容易產生變形使孔系同軸度、位置度超差,而機體關鍵孔系的變形對柴油機的性能、精度和壽命有著直接的影響.
目前,國內外已有很多學者針對零件切削加工精度問題進行了研究;文獻[2]研究了重型機床大零件鏜削加工機理,采用正交試驗建立切削參數優化,分析各參數對切削力、表面粗糙度及道具磨損影響規律并建立相應的數學模型;文獻[3]通過有限元建立球墨鑄鐵件的切削加工過程,優化實際加工參數,抑制切削毛刺的生成;文獻[4]采用粒子群優化算法對某型號發動機缸體切削參數進行優化,提高了加工質量,節省了加工時間;文獻[5]建立船用柴油機關鍵件銑削加工過程中的單目標及多目標參數優化的數學模型,求解后與經驗切削參數進行對比,得到了最優參數;文獻[6]將逐步搜索法應用于某零件的切削參數優化,以一種分步分層的方式進行參數尋優,最終得到了局部最優解;文獻[7]利用圖形法建立數學模型,研究數控銑削機床的切削加工,對切削參數進行優化,并取得一定的優化效果,但存在設置單一、推廣性差的問題;文獻[8]使用仿真和編程軟件優化了切削加工參數,已經在車間成功應用;文獻[9]通過切削參數優化,優化工件表面的粗糙度.上述研究成果大部分以優化表面加工質量或時間,少部分關注零件的變形情況,且在優化切削過程中沒有考慮重力和裝夾[10]對加工精度的影響,文獻[11]應用Deform-3D軟件建立切削模型,得到不同切削參數下的切削力變化規律.
因此,文中采用正交試驗設計與均值分析結合的方法,以減少機體關鍵孔系加工過程中的變形為目標,進行有限元數值研究及理論分析,在裝夾和自重的作用下,探求鏜削參數要素對加工變形的影響大小,最終得到優化的鏜削參數組合,從而為優化孔系加工工藝提供參考.
1 優化方法建立
鏜削加工過程中的變形與鏜削力和鏜削熱有關,為深入了解不同鏜削工藝參數對機體曲軸孔加工精度影響,運用Deform-3D模擬曲軸孔鏜削過程,分析切削力和切削熱的分布和大小.運用ABAQUS軟件,分析切削力、切削熱、夾緊力和自身重力對孔變形的影響,最終通過此有限元仿真方法運用minitab正交試驗優化鏜削工藝參數,仿真優化流程如圖1.
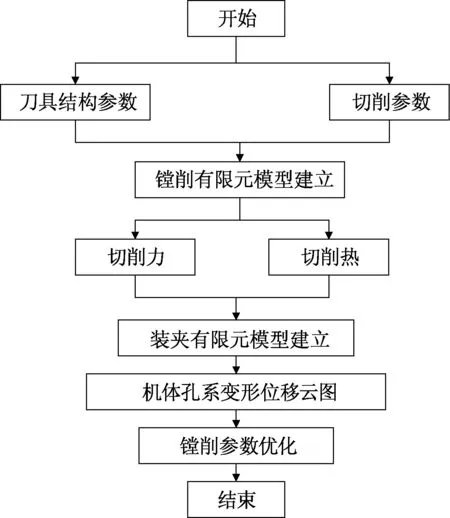
圖1 鏜削切削參數優化流程Fig.1 Boring cutting parameter optimization process
2 有限元模型
2.1 工件材料本構模型
金屬切削加工是一個大塑性變形過程,伴隨著高溫、高壓及高應變速率.Johnson-cook模型在金屬大變形、高應變和高溫條件下有較好特性的本構模型,特別在瞬態仿真中廣泛應用,是模擬切削最常用的本構關系,其表達式如下:
(1)

2.2 鏜削有限元模型
建立機體曲軸孔半精鏜削加工,以及切削刀具、切削參數及工件材料,如表1.球墨鑄鐵QT500-7材料力學性能[11],如表2.
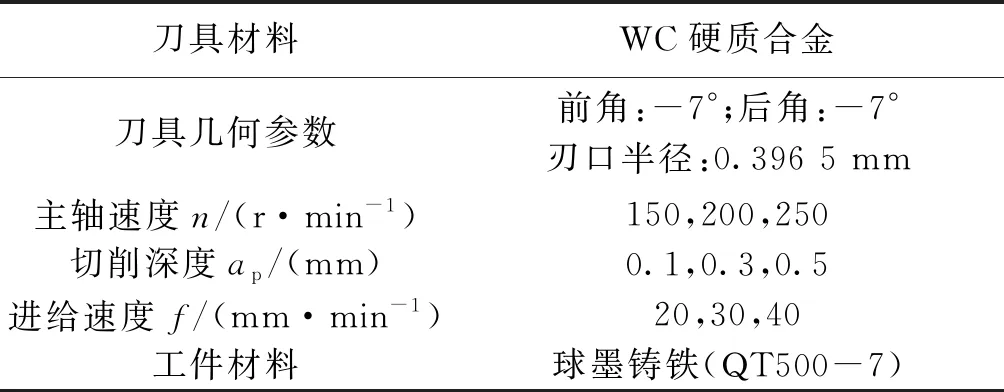
表1 切削條件參數Table 1 Cutting condition parameters
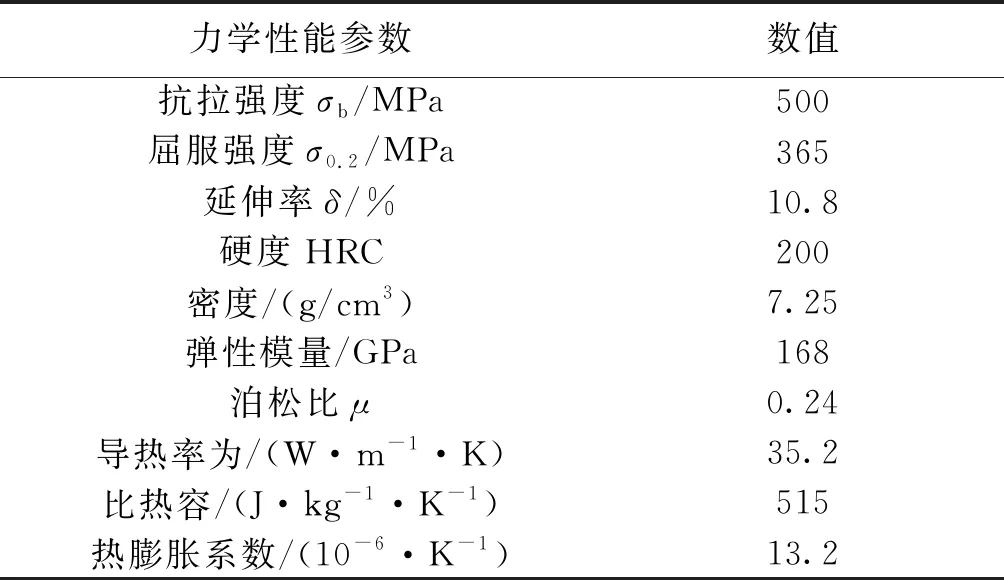
表2 球墨鑄鐵QT500-7材料力學性能Table 2 Material mechanics performance of Ductile iron QT500-7
運用三維建模軟件UG建立刀具模型,并導入仿真軟件中.工件模型由有限元仿真軟件內部生成,包括設定工件的直徑和弧度.
應用有限元軟件Deform-3D,建立鏜削有限元模型,選擇加工類型為鏜削,單位標準SI,環境溫度20℃,傳熱系數60 W/m2·K,對導入的刀具和生成的工件劃分網格并定義其材料,Deform軟件自身具有網格自動劃分處理器,能夠進行網格的自動劃分,建立鏜削有限元模型如圖2.

圖2 鏜削有限元模型Fig.2 Boring finite element model
Deform在計算過程中,當網格畸變達到一定程度會自動重新劃分畸變的網格,生成新的高質量網格,以提高計算的精度.計算完成后,在后處理模塊中輸出切削溫度云圖(圖3).從圖3中可以得出最高溫度出現在刀具和工件接觸表面上,同時輸出切削力和切削溫度隨時間變化曲線,如圖4、5.將曲線數據導出并進行數據過濾,去除嚴重偏離平均水平的異常數據,得到切削力和切削溫度的穩態值.
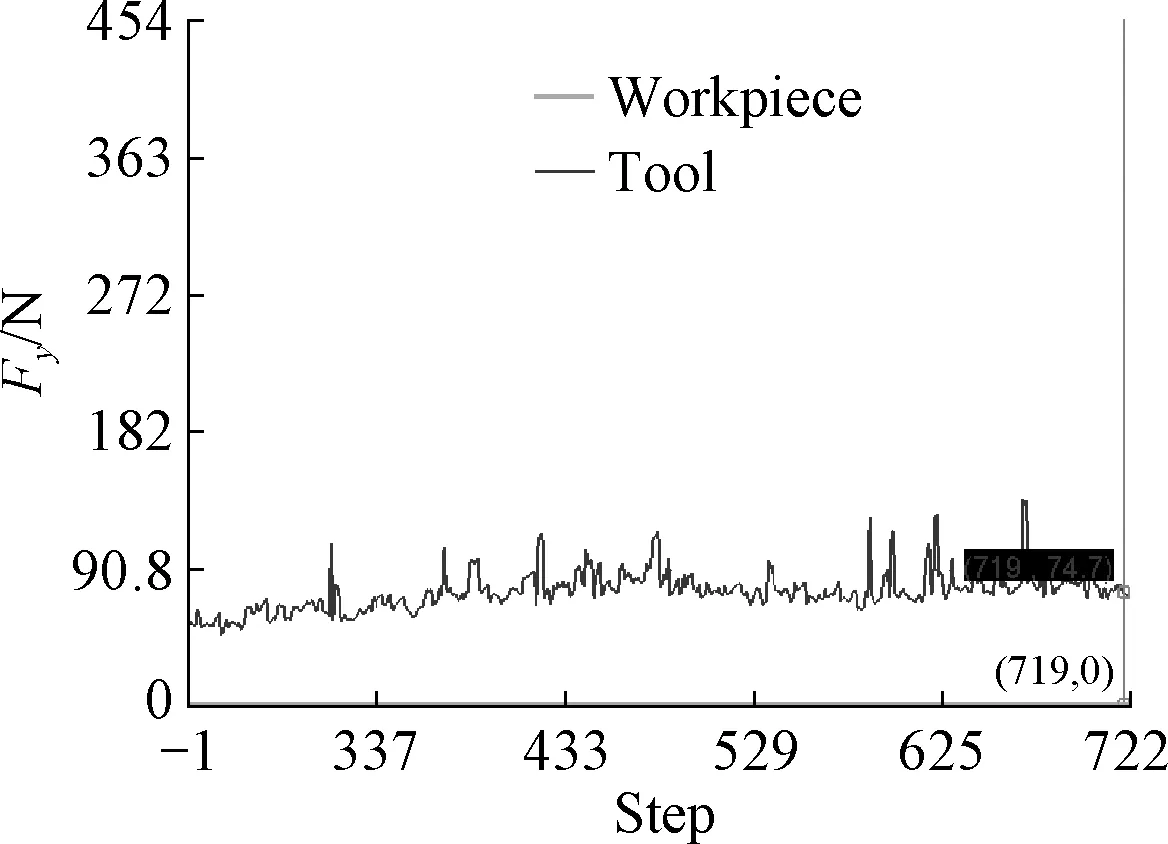
圖4 主切削力Fy曲線Fig.4 Main cutting force Fy graph
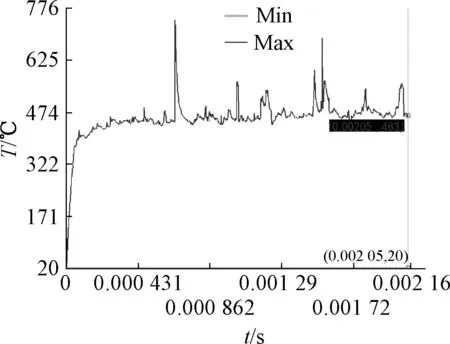
圖5 切削熱曲線Fig.5 Cutting heat graph (vc=150 r/min, ap=0.1 mm, f=20 mm/min)
2.3 裝夾有限元模型建立
機體曲軸孔在加工過程中,有特定的裝夾方式,考慮到機體裝夾和重力對其的影響,建立機體裝夾有限元模型.該機體的三維模型結構復雜,壁薄且孔多,在有限元建模之前需要對模型進行處理,去除對結果影響小的復雜區域,如圓角、倒角、細小孔等,得到圖6機體毛坯三維模型.
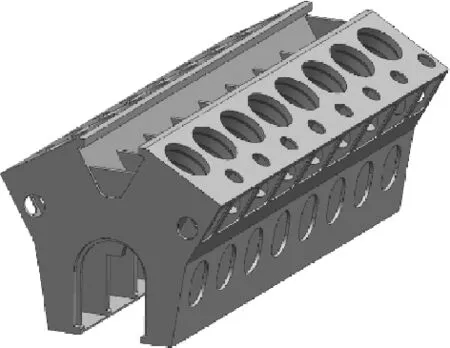
圖6 機體毛坯三維模型Fig.6 Simplified three-dimensional model of body blank
應用有限元軟件HyperMesh,對圖6機體毛坯模型進行網格劃分,如圖7.在曲軸孔位置劃分六面體網格并局部加密,以增加計算的準確性,其他位置劃分四面體網格.將網格文件導入ABAQUS軟件,定義機體的材料參數,彈性模量、泊松比、密度、熱膨脹系數.根據實際裝夾情況定義零件的約束和夾緊壓強并施加重力載荷.在機體底部4個位置限制它的6個自由度,并施加夾緊壓強57.8 MPa,在中間支撐塊兩個位置限制3個自由度,在Y軸正方向設置重力加速度,施加自身重力載荷.
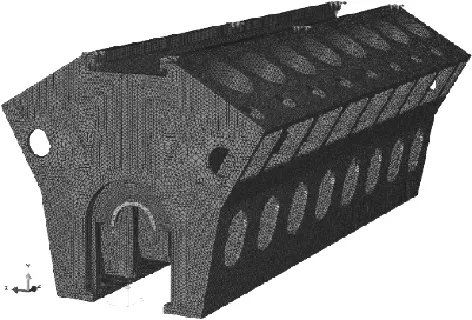
圖7 機體網格模型及裝夾載荷約束Fig.7 Body grid modeland the clamping load and constraints
2.4 切削力和切削熱施加
將Deform-3D中切削有限元仿真得到的切削熱和切削力以靜載荷的方式施加到受裝夾的工件上,如圖8.
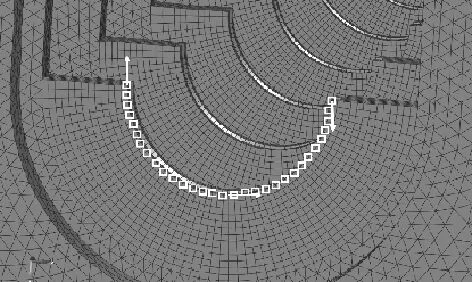
圖8 切削載荷施加Fig.8 Cutting load applied
計算得到曲軸孔的變形位移云圖,在上述參數作用下孔的最大變形位移為0.039 5 mm,如圖9.在相同的約束作用下,不施加重力和裝夾載荷,在相同參數作用下孔的最大變形位移為0.042 1 mm,說明重力和裝夾對機體曲軸孔切削變形有一定影響.
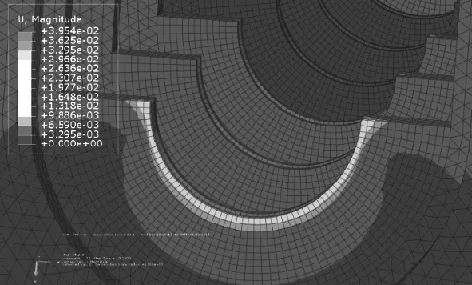
圖9 機體曲軸孔變形位移云圖Fig.9 Deformation displacement nephogram of the body curved shaft hole
3 鏜削參數優化
基于有限元仿真方法,應用正交試驗設計軟件minitab15,以曲軸孔半精鏜削加工中切削速度、切削深度、進給速度的變化為3個主要因素,設計三因素三水平L9(33)正交試驗,得到結果如表3.
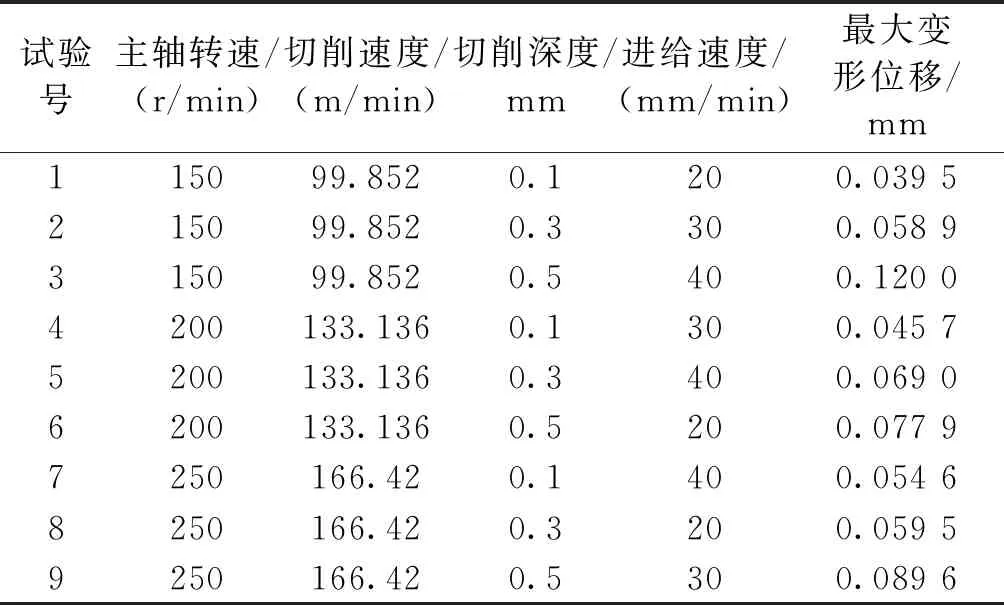
表3 鏜削參數正交試驗方案及變形位移結果Table 3 Boring parameters of orthogonal experiment and deformation displacement results
對表3中的試驗結果進行均值分析,研究3個因素對曲軸孔變形的影響程度.為了直觀地表示出這3個切削參數的影響程度,輸入正交試驗分析軟件中進行均值分析,得出均值曲線,如圖10.
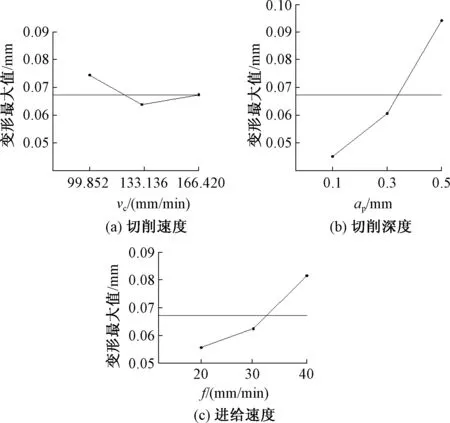
圖10 切削要素均值曲線圖Fig.10 Mean value curveof cutting factors
可知正交試驗最佳方案是切削速度133.136 m/min,切削深度0.1 mm,進給速度20 mm/min.對這組參數再次仿真分析,結果如表4,在優化參數作用下的曲軸孔變形量要小于原始工藝參數作用下的變形量,最大變形位移減小了20.5%.
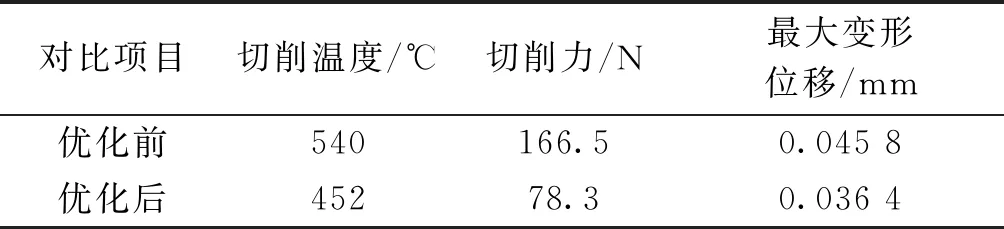
表4 切削參數優化Table 4 Cutting parameters optimization
4 結論
(1) 建立了某型號柴油機機體曲軸孔半精鏜削加工有限元模型,分析了不同切削工藝參數下的切削力和切削熱大小和分布.建立機體裝夾有限元模型,將切削力和切削熱施加到受裝夾的工件上,并考慮其自重影響,得到機體曲軸孔變形云圖.
(2) 建立柴油機曲軸孔鏜削參數優化方法,以曲軸孔最小變形為優化目標,切削速度、切削深度和進給速度為優化變量,優化得到曲軸孔半精鏜削加工工切削速度133.136 m/min,切削深度0.1 mm,進給速度20 mm/min,在此參數下變形率減小了20.5%.通過運用有限元技術和參數優化方法,可以看出在3個切削要素中,切削深度ap對機體孔變形影響最大,因為切削深度越大切削力和切削熱就越大,其次就是進給速度f,影響最小的是切削速度vc.
(3) 機體零件的加工精度和質量對柴油機零件的裝配和后期使用具有重要影響.通過有限元仿真分析優化了實例中柴油機機身曲軸孔加工工藝參數,為控制柴油機機體加工精度提供了有效方法,在分析鏜削加工對孔產生變形的同時考慮裝夾和自身重量對其影響,使得鏜削工藝參數為最優選的,為實際機體關鍵孔切削加工參數的選擇提供參考.
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中華詩詞(2020年1期)2020-09-21 09:24:52
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
