壓鑄模型芯粘鋁現象及其原因探究
2018-10-11 05:35:00趙海峰陸佳暉馮寧寧岳加佳蘇愛民閔永安
上海金屬 2018年5期
趙海峰 陸佳暉 馮寧寧 岳加佳 蘇愛民 閔永安
(1.上海皮爾博格有色零部件公司,上海 200072;2.省部共建高品質特殊鋼冶金與制備國家重點實驗室、上海市鋼鐵冶金新技術開發應用重點實驗室和上海大學材料科學與工程學院,上海 200072)
壓力鑄造是汽車發動機鋁合金缸體的主要生產方法,壓鑄模具質量是決定缸體質量的重要因素[1- 2]。提高壓鑄模質量和壽命對于降低企業的生產成本、提高經濟效益至關重要。
型芯是鋁合金壓鑄模具系統中的重要組件,其失效形式有熱疲勞、鋁合金粘著、開裂、變形等[3]。其中,鋁液粘著是型芯失效的常見形式,當型芯使用到一定模次后,鋁合金會粘著于型芯表面,壓鑄件尺寸精度因此受到影響;當型芯表面粘鋁較多時,導致脫模困難,內孔表面質量降低,影響正常生產[4- 5]。
為了減緩粘鋁,可以在鋁合金液中加入Si元素[6],并在澆鑄時適當降低鋁合金液的溫度[7]。另一方面,對型芯表面進行PVD、CVD等工藝處理,使型芯表面形成一層致密穩定的高硬度薄膜涂層,可提高型芯表面的抗粘著性能、抗氧化性能以及耐磨性能[8- 10]。目前,對壓鑄模型芯進行滲氮+Cr(Al)N涂層的復合表面處理在鋁合金壓鑄中得到了廣泛應用[11- 12]。
生產某型號發動機缸體所使用的型芯壽命一般為1萬模次左右。但部分批次的型芯使用壽命普遍較短,在2~4千模次后就發生嚴重粘鋁而早期失效。本文將對比分析早期失效型芯和長壽命型芯的組織和形貌特征,研究鋁壓鑄型芯粘鋁失效的行為與特點,探究其失效機制,以期改善型芯制造加工工藝、提高其使用壽命。
1 試驗材料和方法
1.1 型芯的制造與服役條件
某型號型芯采用H13鋼(化學成分如表1所示)制造,其加工工藝流程為:棒料→粗加工→真空淬火- 回火→精加工→滲氮→噴砂→PVD涂覆。

表1 H13鋼化學成分(質量分數)Table 1 Chemical composition of H13 steel(mass fraction) %
該鋁合金壓鑄模服役條件較為苛刻,壓鑄AlSi9Cu3Fe鋁合金發動機缸體時,鋁合金液的鑄造溫度約670 ℃,注射速度約60 m/s,噴涂模具- 合模- 澆注- 壓射- 凝固- 開模- 推出- 取出鑄件整個壓鑄周期約為2 min。壓鑄過程中,型芯周期性地受到鋁合金液的高速沖刷,并且在開模時與鋁合金鑄件發生相對滑動。反復循環工作一定模次后,型芯表面局部會有鋁合金粘著,尤其在正對澆口位置處鋁合金粘著更為嚴重,當鋁粘著嚴重而影響到壓鑄件表面質量或者影響壓鑄正常進行時,型芯判定為失效。
1.2 分析與檢測
選取不同壽命粘鋁型芯進行分析,所取試樣表面均經過CrAlN涂層涂覆。取樣于各型芯典型的粘鋁部位,采用VHX600超景深顯微鏡進行表面形貌觀察。本文以服役2 899模次、5 799模次、11 579模次后粘鋁失效的型芯為例進行分析。為研究型芯從開始工作到粘鋁失效過程表面涂層的變化情況,采用飽和NaOH溶液清洗去除5 799模次型芯表面粘著的鋁合金,在超景深顯微鏡及SUPRA 40型掃描電鏡下進行表面形貌觀察和局部微區成分分析。同時,采用光學顯微鏡、掃描電鏡對型芯粘鋁部位的橫截面進行觀察與分析。并用Dμax- 2550型X射線衍射儀對型芯表面粘鋁部位進行物相分析。
2 試驗結果與分析
2.1 表面分析
2.1.1 粘鋁表面形貌
實際生產過程中,型芯服役到一定壽命發生粘鋁失效。服役壽命不同,型芯表面鋁合金粘著程度和形式不同。觀察眾多粘鋁型芯發現,鋁合金液粘著形式有兩種,一是呈片狀連續粘著,另一種是分散不連續粘著。短壽命型芯表面鋁合金液通常呈大塊片狀粘附,如圖1(a)所示。對于中長壽命型芯而言,其表面既有片狀粘著又有分散不連續粘著,如圖1(b)所示。11 579模次型芯屬于長壽命型芯,其表面鋁合金液以分散不連續粘著為主,如圖1(c)所示。

圖1 (a)2 899模次、(b)5 799模次和(c)11 579模次型芯的表面形貌Fig.1 Surface patterns of the cores subjected to service of (a) 2 899 times,(b) 5 799 times and (c) 11 579 times
圖2為5 799模次型芯粘鋁部位去鋁后的形貌,觀察發現,去鋁后型芯表面已經嚴重凹凸不平,并且在凹坑區域發生了氧化,見圖2(a)。利用SEM觀察圖2(a)標記區域處形貌,發現表面部分區域出現剝落現象,并在剝落區域發現凸起物,圖2(b)箭頭標記處。另外在高倍下觀察涂層完整區形貌,可發現涂層表面存在大小不等的孔洞,這是多弧離子鍍技術制備薄膜的缺點之一。另外,型芯表面局部存在呈環狀分布的微小裂紋,見圖2(c)箭頭標記處。

圖2 5 799模次型芯粘鋁部位去鋁后的(a)超景深形貌和(b,c)SEM形貌Fig.2 (a) Depth of field microscope and (b,c) SEM morphologies of the core subjected to service of 5 799 times after removing aluminum
選取圖2(b)中典型的3個位置A、B、C進行點掃描分析,結果列于表2,可見不同位置處成分差異很大。A處涂層完整,主要成分為Cr、Al、N;B處主要成分為Fe、O、Cr、Si、V,未發現有Al、N元素,此處鋁合金液已完全去除,PVD涂層完全脫落,基體裸露;C處為表面凸起物,其主要成分為Fe、O,還有少量的Al和Cr。
2.2 截面分析
2.2.1 截面金相
圖3為幾種典型的橫截面粘鋁形貌圖,其中圖3(a,b)為2 899模次型芯粘鋁部位的截面圖,圖3(c,d)為11 579模次型芯粘鋁部位的截面圖。觀察發現,不同壽命型芯的PVD涂層都存在一定程度的缺陷(孔洞、剝落等),見圖3(a,c)標記處,鋁合金液嵌入或直接粘附在基體上。短壽命型芯上鋁合金液粘著較多,大片粘鋁部位涂層依舊完整,并且與涂層直接接觸的物質有別于鋁合金組織,呈灰色顆粒狀堆積在涂層表面,如圖3(b)所示。觀察長壽命11 579模次型芯發現,在鋁合金液的反復沖刷下,部分區域涂層已完全剝落,鋁合金液與基體直接粘附,見圖3(c),并且未粘著部位涂層較為完整,但部分出現剝落減薄現象,見圖3(d)。
2.2.2 EDS能譜分析
借用EDS對2 899及11 579模次型芯橫截面不同位置進行能譜分析,選取3個特征位置進行說明,點掃位置見圖4,元素分布結果列于表3。圖4(a)為2 899模次型芯粘鋁部位SEM圖,此位置涂層完整,但鋁合金液粘著較多,且由兩種不同顏色的相層組成,緊靠涂層的相層顏色較淺,經EDS能譜分析1點位置可知,此物質主要元素組成為Fe、Al、Si。圖4(b)為長壽命型芯涂層剝落區域截面形貌,此處鋁合金液直接與基體粘附,基體同樣由兩種不同顏色的相層組成,緊靠涂層的相層顏色較淺。經EDS能譜分析2、3點位置可知,2點淺色物質主要元素組成為Fe、Al、Si,3點元素組成為鋁合金液成分構成元素:Fe、Al、Si、Cu。由此可見,在鋁合金粘著區域,無論是涂層完整還是剝落,緊靠涂層或是基體的物質主要元素組成相同,即為Fe- Al- Si相。

圖3 (a,b)2 899模次和(c,d)11 579模次型芯截面的微觀組織Fig.3 Microstructures of cross- sections of the cores subjected to service of (a,b)2 899 times and (c,d) 11 579 times

圖4 (a)2 899模次和(b)11 579模次粘鋁型芯的點掃位置圖Fig.4 Point scan location graphs of the aluminum- adhering cores subjected to service of (a) 2 899 times and (b) 11 579 times
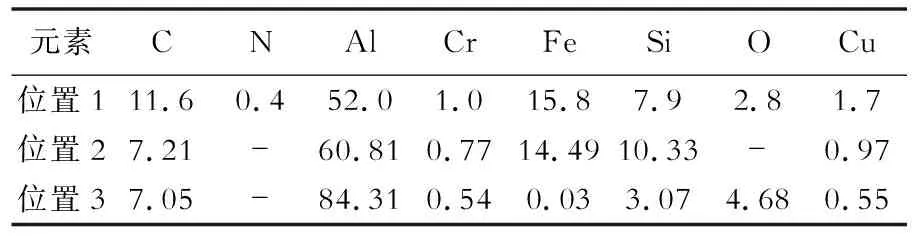
表3 型芯截面典型位置的能譜成分分析(質量分數)Table 3 Energy spectrum analysis on typical positions of core section (mass fraction) %
2.3 XRD物相分析
圖5為不同模次型芯表面的XRD圖譜,其中11 579模次及2 899模次型芯掃描區域為粘鋁部位,5 799模次型芯掃描位置為去鋁后表面,另選取未工作型芯作為對比。分析可知:未工作型芯和清洗后的5 799模次型芯的XRD峰基本一致,衍射峰為CrN、AlN以及基體Fe峰。2 899模次和11 579模次的粘鋁型芯的XRD峰基本一致,為CrN、AlN、Fe、以及Al峰,并且由圖中可看出,2 899模次和11 579模次型芯均出現了Al15Fe6Si5峰,結合EDS能譜分析可知,此物質為鋁合金液與基體反應的產物。

圖5 不同壽命型芯表面的XRD圖譜Fig.5 XRD patterns of the cores used for different times
3 分析與討論
壓鑄生產過程中,型芯受到熔融鋁合金液的高速、高壓沖刷,反復循環工作后,鋁合金液會成片或者零散地附著于型芯正對澆口位置,其中短壽命型芯表面以片狀粘鋁為主,長壽命型芯上鋁合金液粘著較為分散。
型芯均經過滲氮加CrAlN涂層復合處理,生產過程中,型芯服役壽命不一,有的型芯僅使用較低模次(0~4 000模次)就出現粘鋁失效,部分型芯壽命較長,高達1萬模次以上。對比長壽命與短壽命型芯發現,其表面粘鋁部位XRD物相的峰基本一致,為CrN、AlN、Fe、Al以及Al15Fe6Si5的峰。短壽命型芯較早地出現大片粘著,部分鋁合金液粘著在涂層的孔洞及剝落處,但大部分粘著區域涂層依舊完整。受鋁液反復沖刷后,短壽命型芯涂層較早出現剝離脫落,其涂層缺陷(孔洞、不連續)較長壽命型芯多,此時鋁合金液易通過這些缺陷滲透到基體,與基體發生反應生成Fe- Al- Si化合物,在鋁合金液沖刷作用下,生成物隨著鋁合金液流動發生轉移,后冷卻附著在涂層表面。如此周而復始,反應產物富集越來越多,較多的生成物易使鋁液堆積,導致在涂層完整區域處粘著大塊鋁合金。
中長壽命粘鋁型芯(5 799模次)去鋁后表面凹凸不平,涂層呈片狀剝落較多,并且在涂層完整區發現有呈環狀分布的微小裂紋。這是由于型芯工作時,經受周期性的加熱與冷卻,表面出現熱疲勞龜裂,裂紋呈環狀分布,在反復鋁合金液沖擊作用下,鋁合金液通過縫隙滲入到基體中,與基體發生反應,由于該反應在涂層內部與基體進行,較硬的Fe- Si- Al化合物在鋁液的沖刷下,連帶著涂層一起被沖刷掉,此時基體裸露,直接與鋁合金液發生反應,如此周而復始,粘著逐漸加深[13- 14]。長壽命型芯粘著機制與中長壽命粘鋁型芯類似,只不過長壽命型芯涂層質量較好,發生熱疲勞以及涂層剝落現象推遲。因此,表面涂層的質量是型芯使用壽命的一個關鍵因素。
4 結論
(1)型芯粘鋁的根本原因是熔融鋁液對鐵有很高的親和性,鋁液直接與基體發生鐵鋁反應生成Fe- Al- Si化合物,在高溫、高壓、高速鋁合金液沖刷作用下,生成物發生轉移,冷卻后附著在涂層表面。如此周而復始,反應產物富集越來越多,較多的生成物易使鋁液堆積,導致在涂層完整區域處粘著了大塊鋁合金,當鋁粘著嚴重而影響到壓鑄件表面質量或者影響壓鑄正常進行時,型芯被判定為失效。
(2)當型芯表面PVD涂層存在孔洞、裂紋、厚薄不均等缺陷,或涂層局部與基體結合薄弱,鋁液將較早地突破PVD涂層的防護而直接侵蝕到型芯基體,生成Fe- Al- Si中間相而引起鋁的粘著。當表面PVD涂層均勻而完整、并與基體結合良好時,型芯使用壽命較長;由于周期性冷熱循環沖擊作用,PVD涂層長時間服役后局部發生熱疲勞龜裂,鋁液侵蝕到型芯基體,最終同樣導致粘鋁失效。因此PVD涂層質量是影響型芯抵抗鋁合金液侵蝕和粘著的關鍵因素。