針對旋轉膠槍的預見性維修方法和專用測試系統
2018-10-15 08:52:04張成楊成牛焱邵崇杰
中國設備工程 2018年18期
張成,楊成,牛焱,邵崇杰
(北京奔馳汽車有限公司,北京 100176)
在北京奔馳涂裝車間,需要對車身焊縫噴涂一層以聚氯乙烯(PVC)為主要原料的焊縫密封膠,該密封膠既有密封防漏、增強車體防銹蝕能力,又有填補焊縫、增加車體美觀性的作用。根據奔馳工藝要求,對于發動機艙蓋或行李箱蓋板內部焊縫以及外圍折邊區域,為了保證可視區域的外觀美觀性,通常會采用德國SCA公司生產的E-swirl旋轉膠槍裝配口徑為0.9或1mm槍嘴進行噴涂。該膠槍在噴涂時以每分鐘21000轉的速度高速旋轉,會在焊縫處形成致密連續的環形花紋,因此具有較好的外觀,下圖1為GLC發動機蓋涂膠示意圖。該設備雖然體型較小,但是單臺設備(不含其余閥組)的價值高達十五萬元,而且維護保養難度和成本也非常高。因此針對設備結構進行分析研究,并根據其機械和電氣特性對經常出現的故障進行預判,以及建立專用的實驗平臺對設備進行功能測試,能為公司節省大量成本以及降低故障時間。
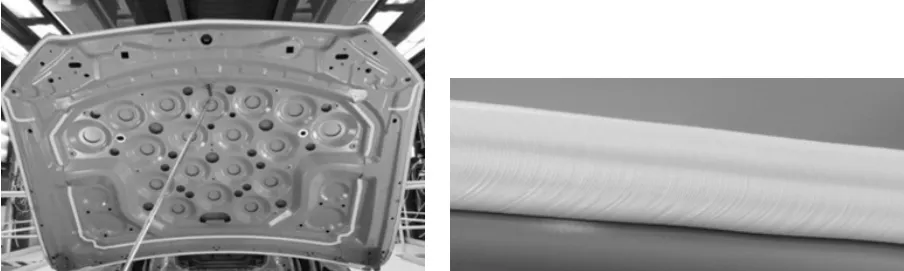
圖1 GLC車身發動機艙蓋槍涂膠圖
1 旋轉膠槍結構和功能介紹
旋轉膠槍的內部剖視結構如下圖2所示,其結構主要由外部殼體、定子繞組、永磁體轉子、中心導管、和偏心襯套等組成。其需要機器人一起配合使用,機器人保持以一定的低速運動,旋轉膠槍則保持21000轉/分鐘的高轉速旋轉,同時保持一定壓力的材料供應,才能形成致密的環形花紋。
定子繞組和永磁體轉子可以看成一個小型的永磁4極同步電機,永磁體在轉子上的安裝方式采用的是內嵌式,轉子和定子之間的氣隙均勻分布。
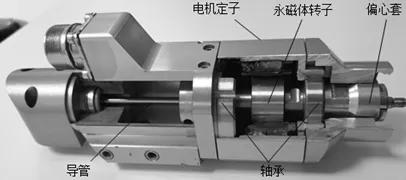
圖2 旋轉膠槍內部剖視圖
為了對轉子的轉速進行測量和監控,在定子繞組之間安裝有3個靈敏度高和體積較小的霍爾傳感器。根據霍爾傳感器具有電磁效應,當轉子表面永磁體的S極接近且垂直于霍爾傳感器表面時,霍爾傳感器內部會產生明顯的電勢差,憑此對霍爾傳感器的感應電流以100ms的周期進行采樣,可以對轉子的轉速進行測量并反饋到控制器,控制器會根據反饋對輸入電流頻率進行調整,形成一個閉環控制。而且當霍爾傳感器離轉子的磁極太遠時會出現感應電流過小無法探測的現象,而太近則會導致傳感器燒毀,而這種破壞則是無法修復的,會導致整個設備無法使用。
轉子由前后兩個軸承固定安裝在定子兩側,轉子中間為通孔構造,裝有175mm長的不銹鋼導管,在轉子的延長側裝有一個偏心套,內部含有一個軸承,軸承的內圈和不銹鋼導管的頭部用膠水粘牢,0.9或者1mm口徑的噴嘴安裝在導管的末端。轉子在高速旋轉時由于偏心襯套的作用將帶動中央膠管以環形的軌跡進行旋轉。
由于設備精密,同時德國SCA考慮知識產權保護,沒有為客戶提供專業工具和測試臺設備的服務,也不提供專業的維修培訓,而且單臺設備維修成本高達2萬元,且耗時半年,導致主機廠無法針對設備故障進行進一步分析,因此在使用和維修過程中存在著多種疑難問題,導致出現大量停機。主要問題為:①故障原因不明,需要通過反復的更換以及在線測試才能最終確認故障原因。②專業工具缺失,導致安裝困難以及備件損壞。③維修后備件質量無法保證,沒有測試臺,只能反復等待周末停產進行測試,耗時較長,存在停機風險。因此采用專門的工具,創建一個專業的實驗平臺,能為公司節約大量的成本以及有效降低停機時間。
2 主要失效模式分析
上文提到,對于本文研究對象而言,其物理模型可以簡化為一臺帶偏心負載的永磁同步電機。因此其故障類型有電機過流、繞組過熱、匝間短路、絕緣老化和電機轉子偏心等,而且因為其轉子上還裝有永磁體,可能還會發生不可逆的退磁現象。由于旋轉膠槍結構較小,集電氣和機械一體,同時又處于高速旋轉狀態,因此可能導致故障原因較多,因此需要具體問題具體分析。
根據使用經驗,旋轉膠槍80%以上的故障原因目前在于軸承損壞引起的三相電流超上限或者霍爾傳感器損壞。關于軸承的使用壽命主要受三個方面影響,一是工作負載,而是工作環境,三是潤滑情況。本文對拆下的軸承進行了拆解,對滾珠、內圈和外圈進行了檢查,發現了局部的疲勞磨損和缺口,具體見圖3。
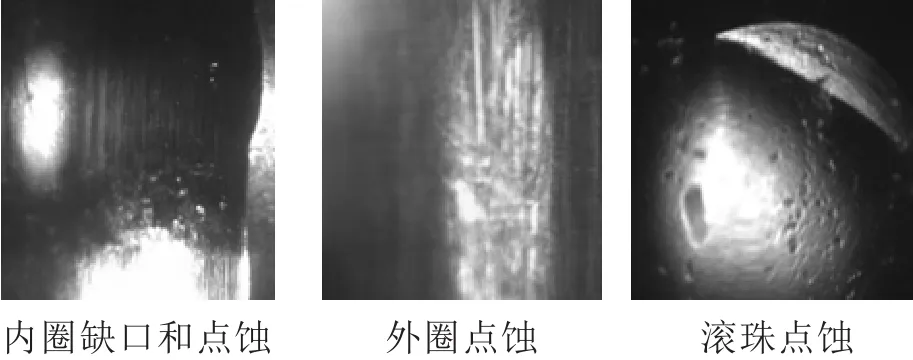
圖3 軸承缺陷圖
根據上圖可知,我們在軸承內部發現了疲勞點蝕現象以及缺口,疲勞點蝕的行程因素很多,但是缺口的產生一般來自于過載或者沖擊載荷。首先根據標準的軸承壽命計算公式為:

其中:C表示基本額定動載荷,該數據來自軸承性能數據,P表示當量動載荷,當量動載荷和軸承所受的徑向載荷和軸向載荷相關。?值可以從參數表中算出,球軸承一般為3。根據公式可知當量動載荷越大,軸承的實際使用壽命和理論壽命相比就會越小。
根據旋轉膠槍剖視結構,旋轉膠槍使用的三個軸承全部為深溝球軸承,而深溝球軸承主要用于承受徑向作用力。上文已經提到旋轉膠槍在高速旋轉時,通過轉子一端的偏心套帶動導管做螺旋運動,偏心套和軸承的具體結構如下圖4所示。從圖4第二圖可知,轉子中心和軸承中心不同心,偏心套材料為鋁,不帶軸承時重量約為16g,偏心套的質心由于軸承座偏離轉子中心位置向上偏移0.6~0.7毫米加工而向下發生了偏移。同時626Z深溝球軸承重量約為8g,軸承安裝以后,其重心由于軸承座位置向上偏移了0.6~0.7毫米。根據保持回轉體機械振動平衡的必要條件,回轉體的中心主軸必須與旋轉軸一致。因此從偏心套的結構圖可以看出,廠家在進行平衡測試時需要對偏心套局部進行去重和質量調整,以盡量降低機械振動,但機械振動一直存在。位于軸承中心的導管中心由于位于軸承孔中心偏離轉子中心0.6~0.7毫米,仍然會形成一定的彎曲應力P,而且在生產噴涂過程中持續流動的高壓密封膠材料也會增加這種應力作用,在高速轉動時由于導管中心和轉子中心偏心,會持續形成對軸承的不對稱的慣性離心力,導致沖擊載荷出現。
雖然使用軸承采用端蓋封閉而且免潤滑,但是由于旋轉速度超高,且承受著一定的徑向載荷,隨著使用時間的增長,軸承必定產生疲勞磨損,同時也會增加軸承內部的摩擦轉矩,也會影響軸承壽命。隨著負載的不斷增加,輸入的三相電流值也會相應增加,由于散熱不佳,電機表面的溫度可能高達80~90℃,長期運行會導致軸承潤滑油脂變質,影響軸承使用壽命。
另外,如果由于軸承磨損發生轉子偏心,會進一步影響轉子和定子之間的磁隙大小變化,從而影響磁場強度的變化。而霍爾傳感器在永磁轉子S極接近其表面時產生電勢差大小與磁場強度成正比,因此當軸承磨損導致轉子出現偏心時,霍爾傳感器表面會由于產生的電勢差過大而導致傳感器損毀。
3 預見性維修方法
旋轉膠槍最常見的故障為軸承失效導致的三相電流過大,因此找到合適的方法對電流進行實時監控,并對電流變化的趨勢進行分析研究,可以提前對旋轉膠槍的使用壽命進行預判。電機的三相電流和電機所受負載相關,而電機的負載變化主要來源于三個軸承。根據上圖3顯示,軸承主要缺陷有疲勞點蝕和沖擊缺口,因此隨著缺陷的出現,也會逐漸導致負載增大,因此三相電流也會漸進式的增加。為了進行驗證,對現場不同時間安裝使用的6臺旋轉膠槍設備進行了監控,通過對電機三相電流的實時監控,可以準確發現電機負載的變化和使用時間的長短呈現一定的正比關系。
對使用的6臺設備的電機的三相電流進行了實時監控記錄,采樣周期選為10ms,一個節拍時間內記錄的電流值為20000個左右。選取其中兩臺監控得到的三相電流點陣數據導入MATLAB中得到的效果圖如圖5所示。對于旋轉膠槍而言,一個工作節拍分為加速階段、勻速階段和停止階段,如圖6所示。由于輸入電流總是處于波動無規律狀態,不考慮加速啟動和停止階段,其波動幅度基本在600~1000mA之間。為了對比不同設備三相電流的大小,決定采取計算均值的方法進行比較,而且由于加速啟動階段和停止階段的電流值過大或者過小,會明顯影響均值的分布。因此在計算均值時,設定了一個閾值范圍,電流值小于500mA或大于1500mA的點都會被剔除,不參與計算。圖中的紅色的直線表示均值大小,兩臺設備均值大小分別為834mA和1087mA。
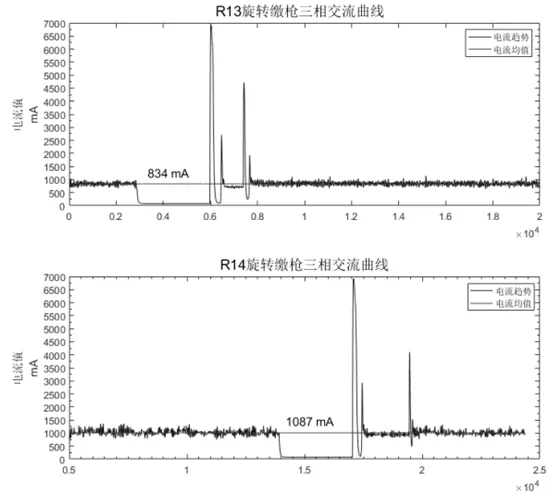
圖5 旋轉膠槍電流監控圖
表1為統計的旋轉膠槍的電流均值,除去機器人R24以外,從數據上基本上可以看出,隨著使用時間的延長,三相電流在呈逐步上升趨勢。尤其是機器人R23在使用13個月以后,三相電流值為1023mA,而在更換新的軸承以后,電流值降低為777mA。
雖然影響影響電機負載的因素有很多,長時間使用導致內部損傷引起負載增加只是其中一種因素,但是本文想要展示的是通過電流的監控可以在很大程度上得知設備的運行狀態,并且對進一步發展有比較清晰的預期。因為電流值的大小是觸發系統停機的最重要的也是最常見的因素,當三相電流大于1400mA時,系統會觸發報警停機,而且電流過大,定制繞組產生的熱量會增大很多,3班連續運行情況下,電機殼體的溫度可能會高達60~70℃,甚至更高。而且永磁轉子長時間在高溫環境下運轉,也可能會出現磁體不可逆的失磁現象。
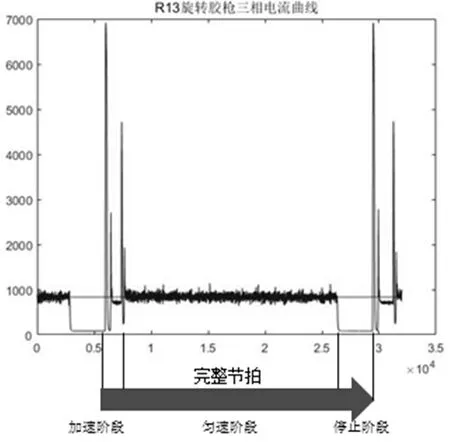
圖6 旋轉膠槍三相電流曲線介紹
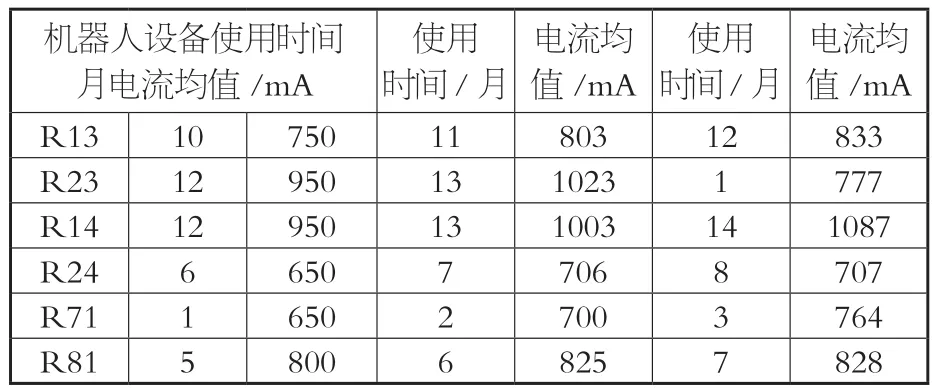
表1 旋轉膠槍電流值
因此為了確保系統運行的穩定性,降低設備停機,在考慮維護成本等因素的情況下制定了以下規則:①每半月對旋轉膠槍的電流進行一次監控,并對電流均值進行計算,如果發現某臺設備的電流值超過了1000mA,則加入更換計劃,閑時進行更換。②建立每臺設備的歷史檔案庫,記錄每次更換前的電流值和磨損情況,以及保養后測試成功后的初始電流值,并對所有更換的備件進行記錄,以便日后進行追溯分析。
4 測試系統設計
本公司采用的設備為德國杜爾公司設計的密封膠噴涂機器人系統,SCA公司的旋轉膠槍為專用噴涂工具使用,并采用杜爾定制的控制器對其進行控制。杜爾的機器人站系統采用SERCOSIII網絡協議和各個子模塊單元進行通訊,由于控制器的通訊接口為BUS接口,因此機器人控制單元和膠槍控制器之間采用了網關進行轉換。
本文在設計實驗平臺之初,由于杜爾系統集成商和制造商的知識產權保護和限制,基本無法現場使用設備方案進行測試系統設計。而且底層通訊協議和設備控制參數都無法直接獲取,只能通過反復實驗破解。最后決定利用PLC通過BUS接口與旋轉膠槍控制器之間進行直接通信,在破解設備控制參數的基礎上利用PLC程序對旋轉膠槍進行運動控制。見下圖7所示,為本文離線實驗平臺的系統構成,其包含西門子S300 PLC控制器、西門子HMI、膠槍控制器、測試對象旋轉膠槍以及供電變壓設備等。
程序功能設計時采取了自動測試和手動測試兩種模式,自動測試時系統會按照事先設定好的速度和對應的時間進行自動測試,而手動測試則需要手動輸入轉速和測試時間,通常我們會要求維修人員首先進行手動測試,確定安裝無異響,而且電流不會過大,再開始進行自動測試。本文根據使用經驗,確定的測試標準為:表面溫度低于50度;速度誤差范圍在±500轉以內;3秒內轉速達到21000r/min,且三相電流穩定在1000mA以內;無異響。
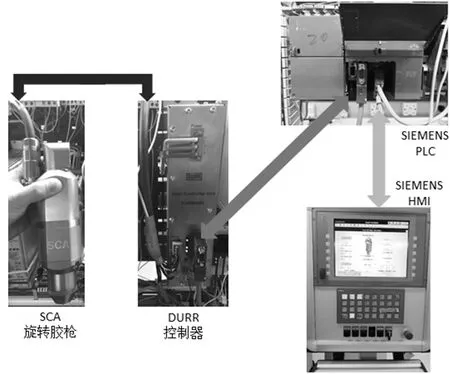
圖7 測試系統硬件組態結構
5 結語
由于德國生產廠家的知識產權保護和限制,損壞設備被要求發回德國維修,極大的限制了故障解決的時效性和設備備件的可利用性。目前通過預見性維修方法以及測試平臺已經能實現了有效的維修測試和故障預判,目前已經提前更換了三相電流較高的設備。同時由于實驗平臺的投入使用,有效地保證了設備維修質量,已基本上避免了由于設備損壞或者備件質量問題引起的長時間停機。后續將繼續開展研究,通過采用耐久性更加出色的陶瓷軸承對現有軸承進行替換,同時對偏心套的振動進行分析,力圖極大提高旋轉膠槍的使用壽命,同時降低維修成本。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
汽車維修與保養(2019年7期)2020-01-06 03:30:42
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
汽車維護與修理(2016年10期)2016-07-10 08:17:41
工業設計(2016年12期)2016-04-16 02:52:00
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年2期)2015-04-17 01:30:34
設備管理與維修(2015年12期)2015-04-09 06:57:00