盾構機中盾后部法蘭面與尾盾法蘭面螺栓孔鉆孔用鉆模
2018-10-17 03:22:34林朋朋
現(xiàn)代制造技術與裝備 2018年9期
關鍵詞:設計
高 進 林朋朋 鐘 磊
(濟南重工股份有限公司,濟南 250000)
盾構機主要由刀盤、盾體、管片安裝機、螺旋輸送機、后配套系統(tǒng)等部分組成,盾體是盾構機的主要部件。盾體是由鋼板焊接加工成的圓柱筒體,是承受地下水壓、土壓力、盾構千斤頂?shù)耐屏Α⒐芷囱b時的附加力及各種施工載荷的承力鋼結構,同時也保護操作人員安全。盾體分為前盾、中盾和尾盾三部分,如圖1所示。

圖1 盾構機組裝示意圖
1 盾體法蘭面上螺孔原來的加工方式
盾體之間的連接主要靠法蘭面上的螺栓把合。各個盾體之間的螺栓孔的位置度要求非常嚴格,這樣才能保證螺栓順利通過。比如,中盾后部與尾盾的連接通過其法蘭面上的凸臺凹槽進行定位,再通過螺栓把合連接牢固,原來工藝是先加工出尾盾法蘭面上的螺栓孔,再將尾盾放在中盾后部上,進行號孔,如圖2、圖3和圖4所示。尾盾在上面,中盾后部在下面,工人在盾體里面號孔,盾體豎起來高度有5m多且盾體內部沒有護欄,存在安全隱患而且操作不方便,尾盾、中盾的加工進度不一樣,需要等到尾盾加工完成后,才能號劃鉆中盾后部的螺栓孔,影響工期。
為了解決這個問題,從實際生產需要、工藝方案的可行性方面入手,筆者設計了一個鉆孔用鉆模。這個鉆模既可以鉆中盾后部法蘭面上的螺栓孔,也可以用來鉆尾盾法蘭面上的螺栓孔。
2 設計鉆模,代替利用盾體號孔
盾體法蘭面的直徑約為6m,要是將鉆模設計成整圓,吊裝、使用不是很方便,故將鉆模設計成兩半,一個80°,一個100°,組合后為180°。鉆模一次上活可以加工出法蘭面上一半的螺栓孔,加工完一半孔后,將鉆模沿順時針方向旋轉180°,就可以加工另一半的螺栓孔。考慮到中盾后部法蘭面與尾盾法蘭是靠凸臺、凹槽定位,并靠中盾法蘭面的凸臺扣入尾盾法蘭的凹槽內實現(xiàn)定位,從這一點出發(fā),考慮鉆模的定位問題,將鉆模(共兩個面)的一個面設計成凹槽,另一面設計成凸臺[1-2]。
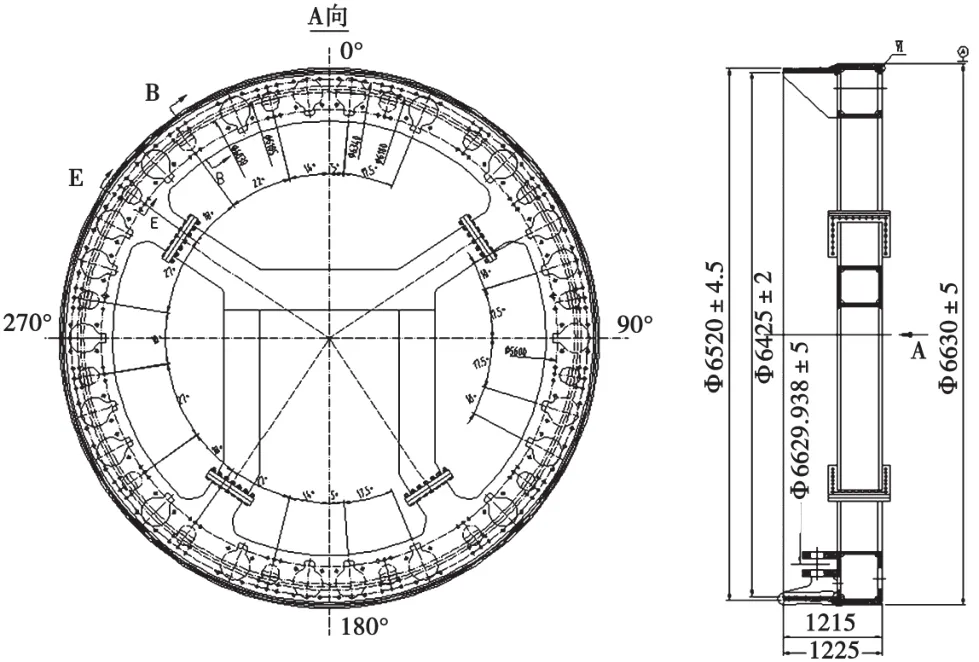
圖2 中盾后部加工圖
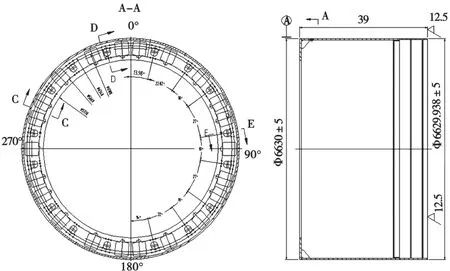
圖3 尾盾加工圖

圖4 號孔時狀態(tài)
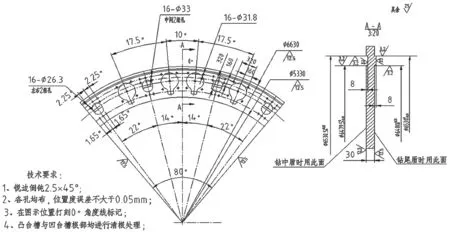
圖5 80°鉆模圖

圖6 100°鉆模圖

圖7 鉆模使用圖
因此,在使用過程中,鉆中盾法蘭面的螺栓孔時,凹槽的那一面與中盾法蘭面定位,鉆尾盾法蘭面的孔時,將有凸臺的那一面與尾盾法蘭定位。這樣鉆模正反兩面都可以使用,替代了用尾盾號孔的問題,解決了實際生產中的難題。另外,80°的鉆模打刻0°標記,100°鉆模打刻270°標記,使用時0°、270°標記與盾體法蘭上的0°、270°標記重合對齊,旋轉180°后,鉆模上的0°、270°標記分別與盾體法蘭面的180°、90°標記對齊。鉆模的加工和使用如圖5、圖6和圖7所示。
3 鉆模的加工及使用注意事項
為了保證鉆模的準確性及使用的方便性,采用50mm的鋼板下料,所有的面均進行加工,安排在XK2125數(shù)控鏜銑床上加工上下平面,凹槽、凸臺及鉆模上的所有孔,這樣不僅能保證平面的平整度,還能保證凸臺、凹槽尺寸和所有孔的位置的準確性。在加工過程中,為了保證鉆模的精度要求,上下平面均按粗加工、半精加工、精加工進行安排,充分釋放工件的加工應力,使工件的變形盡量減小,保證工件的平整度,并按圖紙要求在鉆模上打刻0°、270°標記。加工完成后,經過測量,鉆模尺寸公差均在圖紙的要求范圍內,滿足了設計要求[3]。
鉆模加工完成,鉆模的精度達到了圖紙的設計要求,能夠利用鉆模加工出正確的孔。在使用時,加工中盾后部法蘭面的螺栓孔時,只要將兩個鉆模放在中盾后部法蘭面上,鉆模凹槽的那一平面扣入中盾后部法蘭面的凸臺中,鉆模的0°、270°分別與中盾后部的0°、270°重合,利用U性卡子將鉆模與法蘭面把合牢固,就可以順利鉆孔。加工完后,鉆模轉180°,鉆模的0°與中盾后部法蘭180°對齊,鉆模的270°與中盾后部法蘭的90°對齊,加工剩余一半的螺栓孔。加工尾盾時也是一樣的道理,將鉆模凸臺的那一面與尾盾法蘭面的凹槽對貼合,鉆模的0°、270°分別與尾盾法蘭的0°、270°對齊,利用U型卡子將鉆模與法蘭面把合牢固,就可以進行鉆孔,加工完后,轉180°,繼續(xù)加工剩余的螺栓孔。
4 結語
通過鉆模的設計,使用盾體進行號孔的工序得以減少。中盾后部加工與尾盾的加工可以分別進行,企業(yè)不用再為了鉆孔而延遲加工進度,這樣既簡化了加工方法,又提高了工人的加工效率。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
