活塞內(nèi)冷油腔潛在失效模式解析
2018-10-26 08:04:40孫淑霞王劍王瀟如夏金寶
金屬加工(熱加工)
2018年10期
■ 孫淑霞,王劍,王瀟如,夏金寶

掃碼了解更多
近年來,隨著新材料、新技術(shù)的出現(xiàn),高爆壓、高負(fù)荷內(nèi)燃機(jī)的應(yīng)用越來越普遍,并且輕量化設(shè)計趨勢明顯加快,這就對作為內(nèi)燃機(jī)核心部件的活塞提出更高的設(shè)計要求,在活塞頂部靠近鑲?cè)Ω浇黾诱袷幚鋮s油腔設(shè)計是一種普遍采用的方式。冷卻油通過主油道一側(cè)的噴嘴噴入活塞冷卻油腔中,在冷卻油腔內(nèi)振蕩吸收活塞熱量后流出,從而降低活塞(特別是活塞頭部)溫度。依據(jù)內(nèi)冷油腔成形工藝的不同,又區(qū)分為水溶鹽芯活塞和焊接活塞。下面主要針對水溶鹽芯活塞(見圖1)在生產(chǎn)或使用中內(nèi)冷油腔常見的幾種潛在失效模式進(jìn)行討論和解析。

圖1 水溶鹽芯活塞
1. 內(nèi)冷油腔幾何尺寸失效
內(nèi)冷油腔幾何尺寸失效(見圖2)是一種最常見失效模式,能占到內(nèi)冷油腔失效數(shù)量的80%以上。內(nèi)冷油腔幾何尺寸失效的直接后果是內(nèi)冷油腔與環(huán)槽和燃燒室的距離變窄,造成環(huán)岸斷裂或燃燒室擊穿。內(nèi)冷油腔幾何尺寸失效存在多種表現(xiàn)形式,總體可歸納為四類(見圖3):①內(nèi)冷油腔徑向偏移。②內(nèi)冷油腔軸向偏移。③內(nèi)冷油腔翹曲變形。④內(nèi)冷油腔平面失圓。

圖2 內(nèi)冷油腔幾何尺寸失效
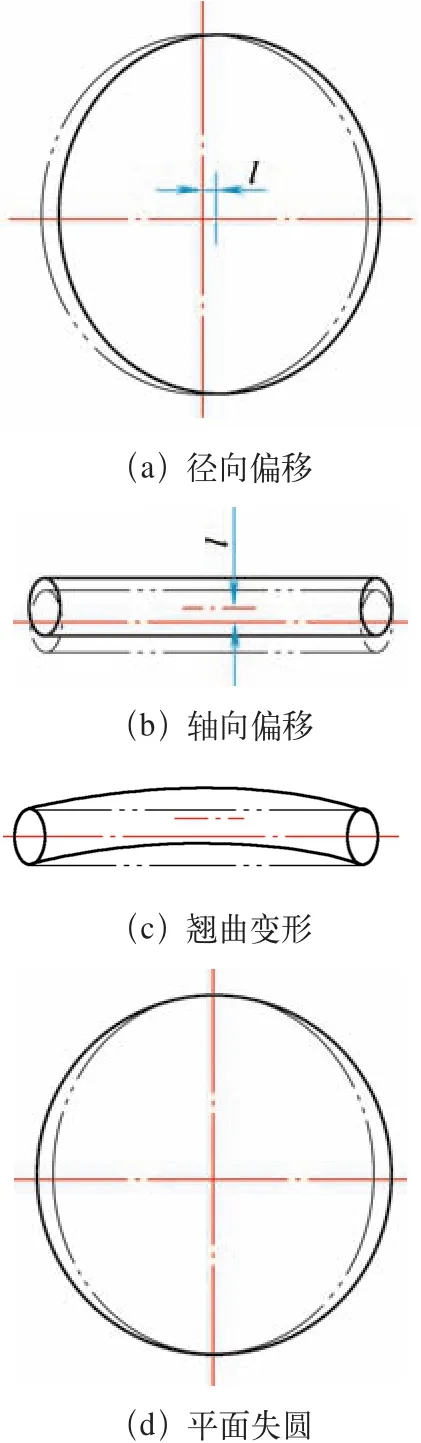
圖3 內(nèi)冷油腔幾何尺寸失效表現(xiàn)形式
研究表明,內(nèi)冷油腔徑向偏移失效模式出現(xiàn)的原因包括:①鹽芯本身的定位孔偏離中心位置。②模具上的鹽芯定位支撐在外力作用下發(fā)生傾斜、彎曲或偏移。
內(nèi)冷油腔軸向偏移失效模式出現(xiàn)的原因包括:①鹽芯本身制造尺寸偏大。……
登錄APP查看全文
