男襯衫袖口制作工藝優化及其應用
2018-10-30 07:35:38徐玉梅
紡織學報 2018年10期
關鍵詞:工藝
徐玉梅
(無錫工藝職業技術學院, 江蘇 宜興 214206)
在男襯衫各部件中,袖口是必不可少的一部分,具有實用功能和裝飾特點,通常包括單向裥、寶劍頭袖衩和袖頭3部分[1]。無論是內穿還是外穿的著裝方式,男式襯衫袖口的造型是比較固定的,但卻是影響服裝整體風格的主要部件之一。
由于男襯衫的主要部件領、袖和過肩在結構設計和工藝制作上呈現了一定的技術性,不少學者對男襯衫的部件進行了研究,如領子結構[2]、袖子結構[3]、過肩和袖衩工藝模板的設計[4-5]等。在男襯衫袖口方面,對袖衩工藝方法和袖頭長度計算方法的研究都比較少。
因此,本文通過分析傳統袖頭長度制圖方法和寶劍頭袖衩制作工藝流程,提出對寶劍頭袖衩工藝優化設計和袖頭長度制圖的精確計算方法,該制作方法可提高男襯衫袖頭制作的效率和提升成品外觀質量,并且此工藝制作方法可對服裝的其他部位,如前后領口、肩部的開衩工藝設計提供創新應用思路。
1 傳統袖口結構與制作工藝
男襯衫袖口款式變化單一,注重工藝性和技術性,其中褶裥是用來調節袖肥與袖口的差量大小,也是手臂彎曲時所需活動量[6],袖衩通常是壓疊式結構,分為寶劍頭門襟和直條式里襟2部分,其中袖頭及袖衩的形式與工藝為影響服裝品質的關鍵技術部位。
1.1 袖頭的形式與長度制圖方法
精準的結構采寸和精確的結構制圖是良好工藝制作的基礎,袖口的制圖尺寸包括一片袖袖口、袖衩和袖頭的取值,其中在結構制圖時必須考慮袖衩、袖口裥縫合后,袖頭長度與袖口尺寸能否完全吻合。一片袖袖口尺寸大都采用袖頭的尺寸收裥量之和,袖頭的尺寸根據人體的腕圍加入一定的放松量即可,其變化不會很大。其中袖衩包括門襟和里襟的寬度和長度,比較常見的門襟袖衩寬度一般有2、2.3和2.5 cm,里襟的寬度以0.8 cm和1.0 cm居多,太寬和太窄都會影響服裝的外觀,長度一般按照開衩的長度來確定,門襟袖衩長度大都比里襟袖衩多3~4 cm,也可根據襯衫款式風格的不同變化長度和造型。常見的袖頭長度計算方法大致有以下4種:直接根據胸圍的變化公式計算[7];用袖頭長加常數計算;在袖頭凈長的兩端各加入1~1.5 cm的搭門量[8];直接采用袖頭的凈長尺寸[9-10]。各種袖頭結構如圖1所示。通過多年應用實踐發現,在寶劍頭袖衩和袖口裥縫制完成后,所歸納的幾種長度制圖方法完成的袖頭在工藝上都不能完全與袖口大小相匹配,需調整袖頭的長度,保證二者長度上的一致性。
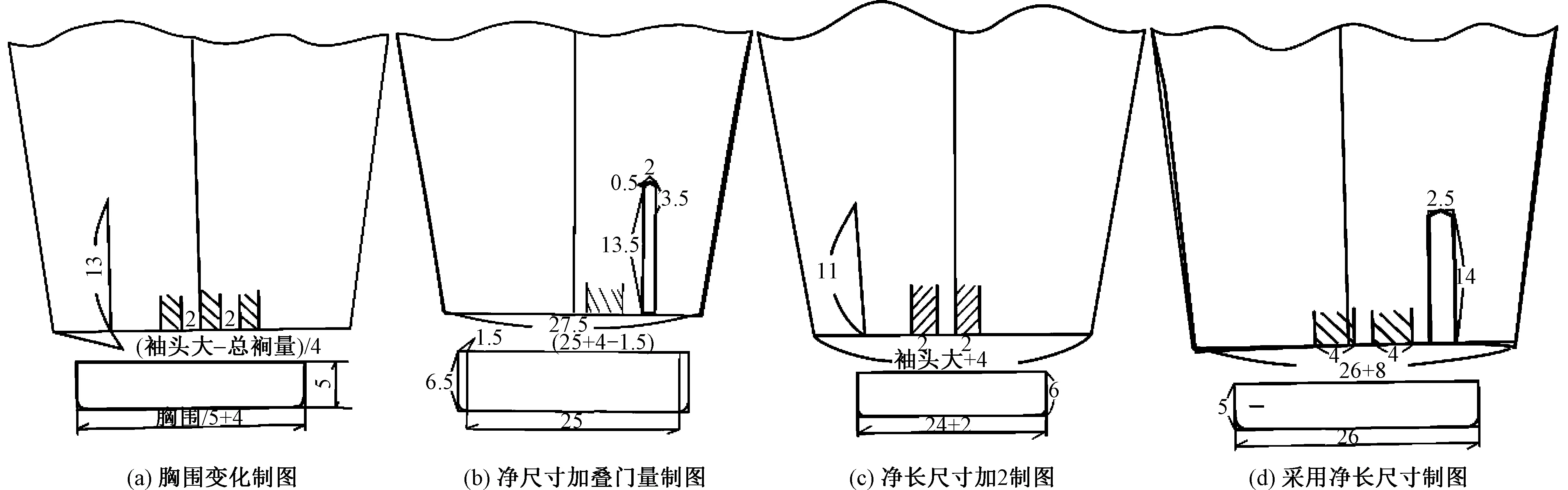
注:單位為cm。圖1 各種袖頭結構圖Fig.1 Various sleeves structure drawing according to change of chest(a), net size and number of doors(b), adding 2 drawings to net length(c), and net length drawing (d)
1.2 傳統袖衩工藝
袖衩工藝在男襯衫工藝流程中非常重要,直接影響服裝成品外觀。圖2示出傳統袖衩工藝流程圖。傳統寶劍頭袖衩工藝可分為:剪衩位—縫袖衩—壓明線[11]。由圖可知,門襟袖衩除縱向的毛縫扣燙,還需在橫向剪刀口扣燙,熨燙過程較復雜,先剪開開衩位置,再夾緝里襟袖衩并縫合三角。在夾緝里襟時易縫不到位,在正面易起皺,最后沿如圖2(d)箭頭所示方向再壓緝門襟袖衩并封口,完成寶劍頭袖衩的制作。從整個工藝流程來看,傳統工藝流程中熨燙步驟稍復雜些,夾緝時易在正面出現絲縷歪斜現象,特別是條格面料比較明顯,嚴重影響外觀,寶劍頭大小袖衩重疊位會有縫不足和太厚問題,且反面易露毛,耗時長不適合企業生產,不是最優的方法。

圖2 袖衩傳統工藝流程圖Fig.2 Traditional cuffs process flow chart. (a) Cut sporting; (b) Sew inside of sleeve; (c) Seal triangle; (d) Seize bright line
2 袖口結構與工藝的優化
針對上述問題和現象,通過大量的工藝實踐,提出了一種新的采寸計算方法和袖衩工藝的優化設計方法,如圖3所示。
2.1 袖衩工藝的優化
為能使袖克夫與袖口尺寸很好地匹配,從解決傳統袖衩工藝造成露毛、不平整外觀、紗向易歪斜等問題入手,借鑒開袋工藝先縫合嵌線后剪三角的方法,提出一種新的工藝處理方法,主要工藝流程為先縫合后剪衩再壓緝,與傳統寶劍頭袖衩工藝有所不同。
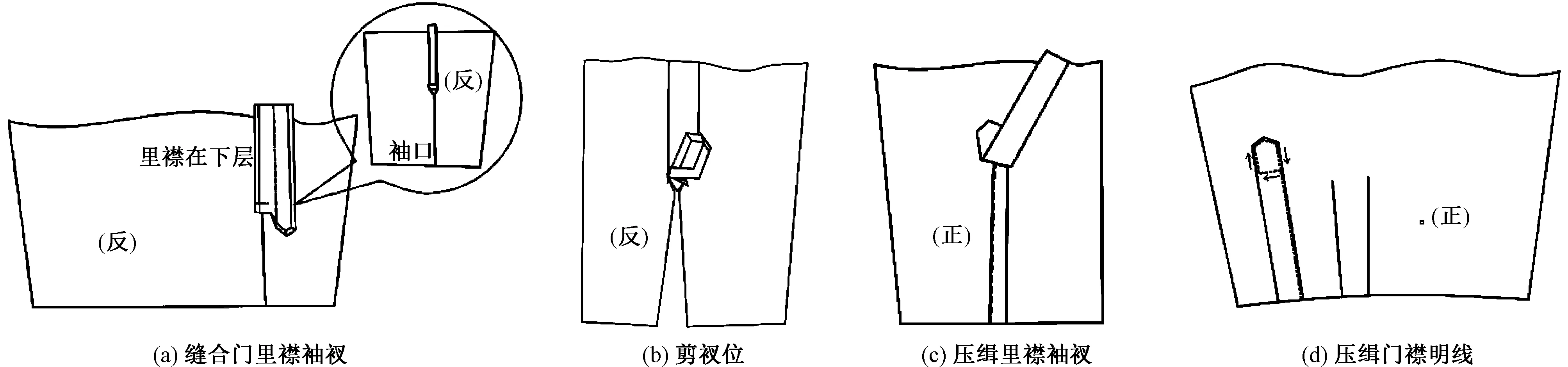
圖3 袖衩新工藝流程圖Fig.3 Sleeve placket new process flow chart. (a) Suturing cuff opening of portal-in collar; (b) Cut slits;(c) Seize cuff opening of under fly; (d) Seize bright line of costume opening
2.1.1縫合門里襟袖衩
工藝過程簡單化、高速化是服裝生產的發展趨勢,因此,優化寶劍頭袖衩縫制工藝勢在必行。在熨燙時,門襟袖衩無需熨燙反面橫向位置,簡化了熨燙工序和折疊厚度,如圖3所示。襯衫面料一般以淺色為主,在縫合時,畫樣和縫合都是在反面操作,可防止面料正面出現污漬和污點,將熨燙好的門里襟袖衩如圖3(a)所示放置好,放大圖是門襟袖衩下層里襟袖衩的放置示意圖,縫合的寬度即是里襟袖衩的寬度,防止二次縫合時造成上下層的誤差,同時大小袖衩橫向固定好后能避免袖衩壓明線時紗向歪斜,使成品外觀平整服貼。
2.1.2剪衩位
縫合之后再進行剪衩可減少剪口止點露毛,剪是最關鍵的技術步驟,剪不足易起皺,剪過則易起毛,剪口止點離縫合止點以0.1~0.2 cm為宜,該步驟可在面料反面進行,較易找到止點的位置,如圖 3(b)所示。
2.1.3壓緝門里襟袖衩
最后夾緝里襟袖衩,壓緝門襟明線時,掀開門襟袖衩上層可看到第1道橫向縫合線,在縫合線上方0.1 cm位置作為壓緝封口線,在反面可壓住三角底部,使得正反壓線都美觀整齊。從圖3(d)所示成品效果圖看出,正反面都較平整,紗向順直,門里襟重合處薄且服貼,開衩止口處不會出現褶皺,與傳統袖衩工藝相比較,節約了縫制時間,提高了生產效率,并能充分體現男裝工藝的技術美特征。
袖衩縫制工藝優化前后成品效果在正面、中間及背面的對比結果如圖4、5所示。

圖4 采用傳統工藝的袖衩實物圖Fig.4 Sleeve placket by traditional process. (a) Front; (b) Middle; (c) Back
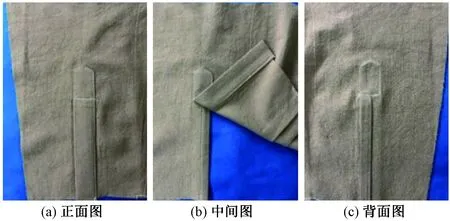
圖5 采用優化工藝的袖衩實物圖Fig.5 Sleeve placket by optimized process. (a) Front; (b) Middle; (c) Back
2.2 袖頭長度制圖新方法
袖口裥、袖衩制作完成后,就能準確地測算出與袖口大小匹配的袖頭長度,袖口裥寬度,在工藝處理上縫合多少量,因此不存在異議。從新工藝角度觀察,前文所提到的袖頭采用不同的長度制圖方法,都不能很好地與袖口匹配,所以,袖頭長度也受門里襟衩寬的影響,這二者均是變量。
運用改進的袖衩工藝新方法,分別制作了不同的袖衩門襟寬度(2、2.2、2.3、2.5 cm),里襟寬度(0.8、1 cm),從不同寬度門里襟完成后的成品不難發現,里襟衩寬度即是開衩的寬度,1/2里襟衩的寬度是門里襟夾緝時的縫合寬度,不影響袖口長度,門襟衩寬是影響袖頭長度計算的關鍵因素,所以可得出公式:袖頭長度=袖口凈尺寸+(門襟袖衩寬+里襟袖衩寬)-開衩寬,其中,開衩寬即是里襟寬度,可簡化為袖口凈尺寸+門襟袖衩寬之和,這樣計算方法是比較合理的,保證了袖頭結構的精確制圖,也是精良制作的前提。
3 優化袖衩工藝拓展應用
優化后的袖頭縫制工藝可拓展應用到服裝其他部位。如可應用于服裝裁片上從邊緣輪廓到裁片中某個位置的開衩,門里襟的重疊款式可以是等寬或不等寬,都可以采用這樣的工藝流程操作,即縫合—剪衩—壓線,這種結構在上衣較常見,如圖6 所示襯衫門襟開衩襯衫。
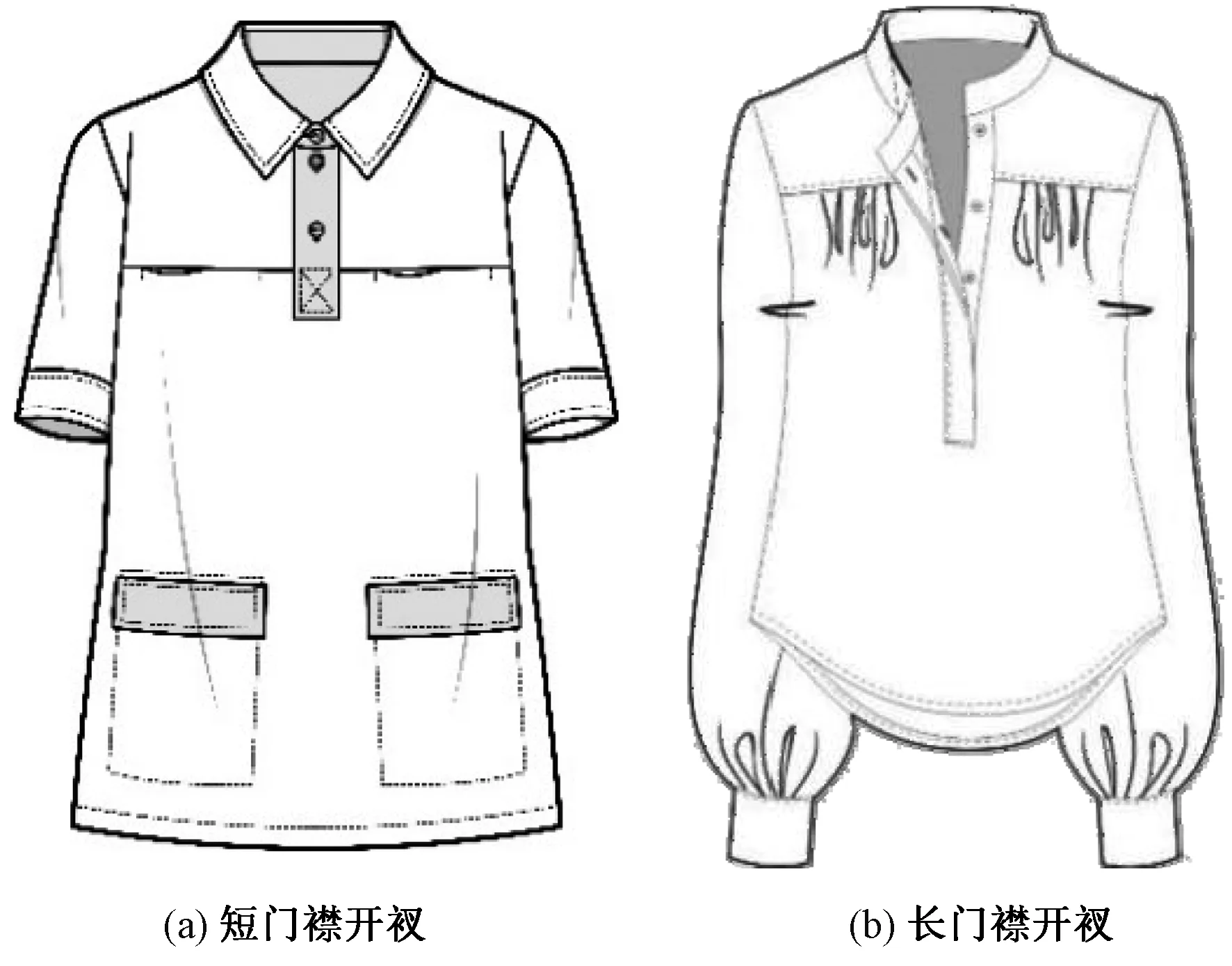
圖6 門襟開衩襯衫Fig.6 Placket slit shirt.(a)Short placket slits; (b)Long placket slits
這種開衩的長度一般在胸圍線以上部位,寬度視款式而定,一般在2.5~3.5 cm之間。女式套頭衫領口圍度開的尺寸小于頭圍時,一般在后領口作短小的開衩,寬度較窄,如圖7所示。

圖7 后領口開衩襯衫Fig.7 After collar slit shirt
該工藝應用比較多的是在嬰幼兒服裝肩線部位的開衩,既不磕碰嬰兒的皮膚,又能滿足頭圍的尺度。新袖衩工藝應用的范圍比較廣泛,為服裝生產提供了新思路。
4 結束語
通過分析袖口不同的采寸方法,根據寶劍頭袖衩工藝的優化設計,得出袖口采寸新方法,使之縫制工藝更加合理化。此外,男襯衫袖衩工藝新方法使成品外觀更平整,簡化了操作工序,節約了縫制時間,且能保證成品質量,同時可拓展應用到服裝其他部件制作中。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52