精車對電機噪聲的影響及工藝控制方法
2018-11-01 01:17:28朱瑞花
汽車電器 2018年10期
朱瑞花
(江蘇超力電器有限公司,江蘇 丹陽 212321)
隨著人們生活水平的提高,用戶對汽車的舒適性要求不斷提高,噪聲問題日益突顯。鼓風電機是汽車空調系統的重要組成部分,它帶動葉輪高速轉動將新空氣送入空調風道;并且安裝于儀表板附近,如有異常噪聲,用戶會非常關注。因此控制電機噪聲成為電機生產的關鍵控制點之一。
1 鼓風電機的組成及其工作原理
鼓風電機主要由法蘭盤、定子、轉子、刷架、風輪組成,如圖1所示。其中,定子由后蓋、殼體、磁瓦組成;轉子由軸、鐵心、換向器、漆包線繞組組成;刷架由前蓋、電刷固定架、電刷、引出線、電容、電感等組成。
鼓風電機的工作原理是:外接電源通電,通過電刷-換向器將電流傳導給線圈,通電線圈在電磁力的作用下做旋轉運動,帶動風輪高速轉動,將新風輸出給空調系統。殼體的剛性、前后蓋的同心度、軸的跳動、換向器表面粗糙度、換向器圓度及片間差、電刷軟硬程度、轉子和葉輪的不平衡量等控制不當都會對鼓風電機的噪聲產生影響。現僅就精車對電機噪聲的影響進行分析。
2 常見的精車不合格及其對噪聲的影響
精車常見的故障有換向器圓度超差 (一般要求不大于3 μm)、換向器片間差超差 (一般要求不大于2 μm)、換向器表面粗糙度Ra超差 (一般要求控制在0.1~0.4 μm之間)。電刷在彈簧力的作用下壓緊于換向器的表面,當圓度和片間差超差時,電刷會產生較大的彈跳振動,從而使電機噪聲異常,甚至會產生換向火花加速電刷的磨損。換向器表面粗糙度過小時,電刷在換向器表面滑動會產生尖銳的噪聲;粗糙度過大時,會產生較大摩擦噪聲并且會影響電機使用壽命。
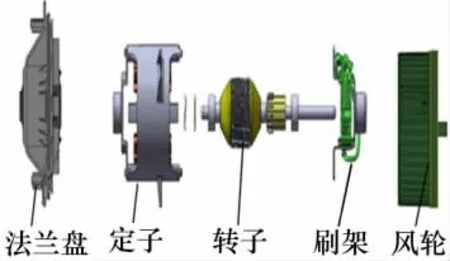
圖1 鼓風電機組成示意圖
3 精車過程
精車機采用2個V型塊支撐轉子的軸承位,由平皮帶壓在電樞鐵心外圓上,帶動轉子高速旋轉,平皮帶與電樞中心線成一定角度,使電樞旋轉時產生一軸向力,將電樞尾端緊靠定位擋塊,從而保證每次車削的位置統一且與設計基準一致,減少了誤差,提高了精度。轉子在精車機上裝夾示意圖如圖2所示。支撐轉子的V型塊工作面鑲有金鋼石,V型槽底部有一潤滑孔。工作時,油霧自動從底部油孔噴出,潤滑V型塊的工作面,使得軸與V型塊間形成一層油膜,減少摩擦系數,延長了V型塊的工作壽命同時避免了軸表面劃傷。
精車機驅動皮帶的升降、速度以及精車刀的高度、進退刀及走刀速度等參數,可在調試OK后存儲在設備內,下次生產時,直接調用相對應的程序號即可快速生產。
4 精車品質的影響因素
4.1 刀具、切削量和切削速度的影響
換向器的車削是微量、斷續切削,刀具一般選擇硬度高、剛度大的金剛石車刀,但金剛石車刀具有脆和怕振動的弱點,因此在調刀時必須注意,防止爆刀。
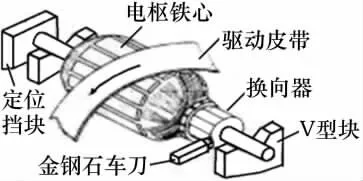
圖2 轉子在精車機上裝夾示意圖
車刀的刃角選擇不當會造成車削產生的銅屑粘在換向器槽內和換向器表面粗糙度超差。選擇刀具及刃角要求如圖3所示。
刀尖相對于轉子中心的位置,對精車的品質也存在很大影響。當刀尖高出中心太多時,切削刃下面存在的壓力將使刀具損壞,甚至在刀具損壞前就可看到換向器槽內擠滿了碎屑。因為此時切削刃沒有參與切削,是由車刀后面把材料擦下來的。刀尖低于中心過多時,后角增大,前角減小,導致垂直方向切削力增大,有可能引起刀具損壞。將刀尖低于轉子中心線0.08~0.15 mm (圖4),既可獲得較佳的切削品質,又不會損壞刀具。
切削參數影響從換向器上切削下來的切屑的橫截面形狀,切屑厚度足夠,切屑越寬,切屑就干凈利落。如果兩個方向尺寸都太小,切屑就會撕裂,這樣既影響表面粗糙度,又會在槽內留下毛刺,因此合理選擇切削參數很重要。一般切削速度控制在500~600 m/min,進刀深度0.02~0.05 mm,走刀量為0.05~0.2 mm/r,針對具體產品在此范圍內進行微量調整,以獲得滿意的表面品質。
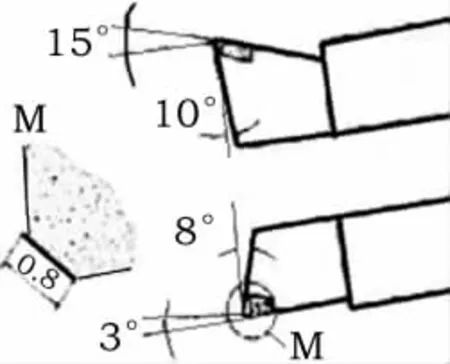
圖3 車刀及刃角要求
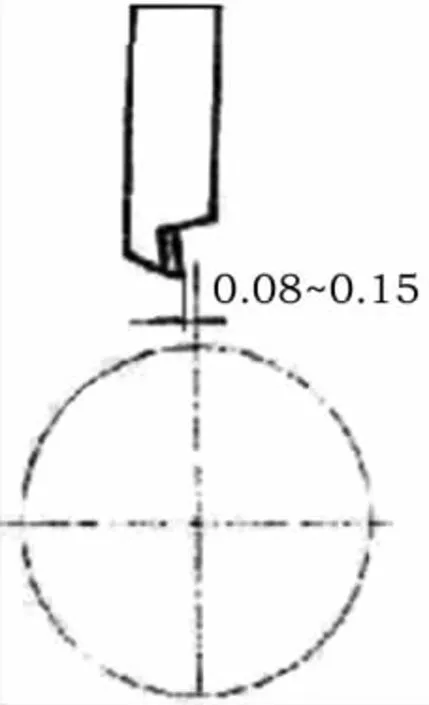
圖4 刀尖低于轉子中心0.08~0.15 mm
4.2 轉子軸圓度、直線度的影響
軸的軸承檔部位如果由于加工精度不夠使得軸呈現圖5所示的奇數棱形,當多棱軸在V型塊上旋轉時,軸的中心會隨著著軸的旋轉而移動,從而造成車削后的換向器失圓,如圖6所示。
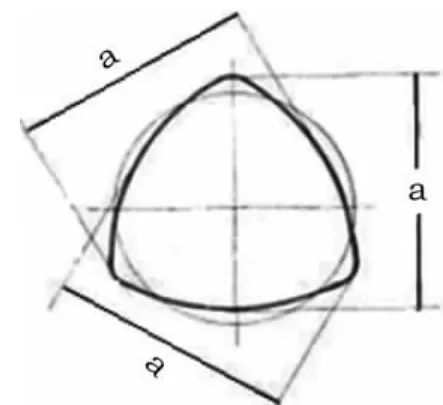
圖5 奇數棱形軸
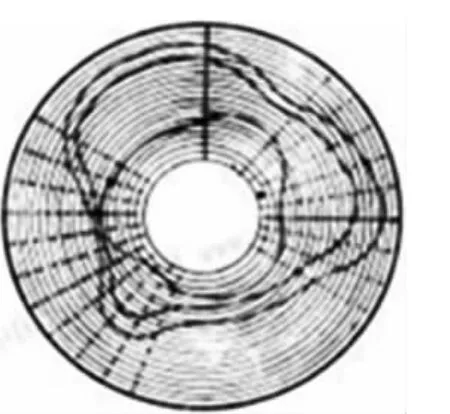
圖6 換向器圓度誤差
彎軸在旋轉時交替支撐在V型塊的邊緣,導致V型支撐塊邊緣的軸心A如圖7所示路線移動,那么換向器中心B和C也會按相似形狀的路線移動 (圖8),導致車削的換向器失圓。
此外彎軸在旋轉時還會引起不平衡,產生振動,從而影響精車品質。因此在軸入庫前需對其直線度 (一般控制在小于15 μm)、圓度 (一般控制在小于3 μm)進行抽檢,合格才能入庫。并且在點焊后對轉子進行調直處理,以保證軸的直線度。
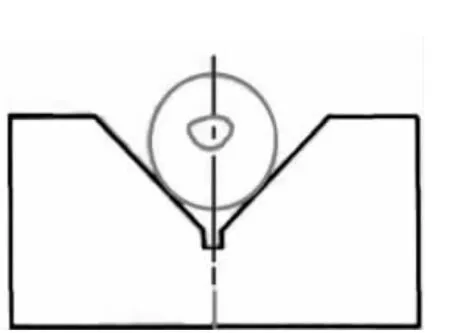
圖8 換向器B、C點的移動路線
4.3 轉子的平衡量的影響
鐵心疊片的質量分布不均勻,繞線張力不穩定,都會引起轉子的不平衡。精車時,皮帶帶動轉子旋轉,不平衡力使轉子總是在V型塊內移動,使轉子產生振動從而影響換向器表面的精車品質。不平衡量越大對精車品質的影響也越大,因此在精車前必須先進行轉子平衡校正作業。
4.4 換向器品質的影響
在車削換向器的過程中,每一塊換向片都應具有足夠的剛性。不然在車削過程中換向片會產生微小位移。當轉子轉動時,產生了位移而翹高的換向片通過電刷,增加了電機運轉時的噪聲。換向器的銅材太薄、嵌住換向片的酚醛塑料固化不當、轉子點焊過熱造成換向器燒傷變形,都是造成換向片剛度不足的原因。因此換向器入庫前需對其尺寸、牢固度進行檢測;點焊過程通過調整焊接參數防止產生換向器燒傷現象。
4.5 精車機的安裝和維護保養的影響
在生產線布置時也需注意:①精車機安裝的地面必須平整堅固;②精車機周轉不應放置振動大的設備,振動波會影響精車品質;③精車機安放到位后需調節好水平后才可試機。精車機工作時的振動量、兩V型架高度差、V型架工作面的粗糙度、皮帶的磨損量、精車刀具的磨損量、油霧量及工作面清潔度等都會對精車品質產生影響。因此需定期對以上內容進行測量、檢查,監控其狀態,確保其在受控范圍內。
5 結束語
精密的車床、合格的零部件、合適的車刀、適宜的精車參數、正確的設備維護保養,才能保證精車過程品質穩定,從而保證電機噪聲的穩定性。