汽輪機鑄件汽缸疏松缺陷超聲波檢測研究
2018-11-05 04:57:38陳輝朱易坤周林娟鄒志明
機械 2018年10期
陳輝,朱易坤,周林娟,鄒志明
?
汽輪機鑄件汽缸疏松缺陷超聲波檢測研究
陳輝1,朱易坤1,周林娟1,鄒志明2
(1.東方電氣集團東方汽輪機有限公司,四川 德陽 618000;2.成都儀器廠,四川 成都 610000)
分析了鑄件汽缸的缺陷中結構松散類似針型海綿團狀的疏松缺陷對工件性能和后期加工的影響,詳細介紹了汽輪機鑄件汽缸超聲波檢測方法,介紹了超聲波檢測儀器、探頭和檢測用試塊的選擇,介紹不同探頭檢測靈敏度設置方法,分析了鑄件疏松波形的判定和測試,通過疏松缺陷的解剖驗證了其超聲波缺陷波形特征與實物的相符性,最終確定鑄件疏松缺陷超聲波檢測控制方法。
鑄件汽缸;疏松缺陷;超聲波檢測
鑄件汽缸是電力發電關重設備汽輪機的主要部件,它的作用主要是將汽輪機的通流部分與大氣隔開,保證高溫高壓蒸汽在汽輪機內完成做功,此外它還需支撐汽輪機相關靜止部件,并承受重量,同時承受各種由于沿汽缸軸向、徑向溫度分布不均而產生的熱應力。因此,鑄件汽缸設計制造及質量控制的水平,直接影響汽輪機運行的穩定性和安全性。
在鑄件汽缸的缺陷中,結構松散類似針型海綿團狀的疏松缺陷,不僅嚴重影響汽缸本體的剛度、強度等機械性能,甚至還常因其暴露于機加工后的反復修補擴大、惡化等情況而導致整個汽缸的報廢,對汽輪機整體質量和生產進度的影響巨大。如某燃機壓氣機缸在精加工后滲透檢測時發現內孔及槽底有疏松鑄造缺陷,經多次返修后的任存在較大缺陷刨坑深度達一百多深,再次滲透檢測后發現槽底還存在鑄造缺陷如圖1所示,該缺陷返修合格長達56天,可見鑄件疏松缺陷的影響是非常大的。
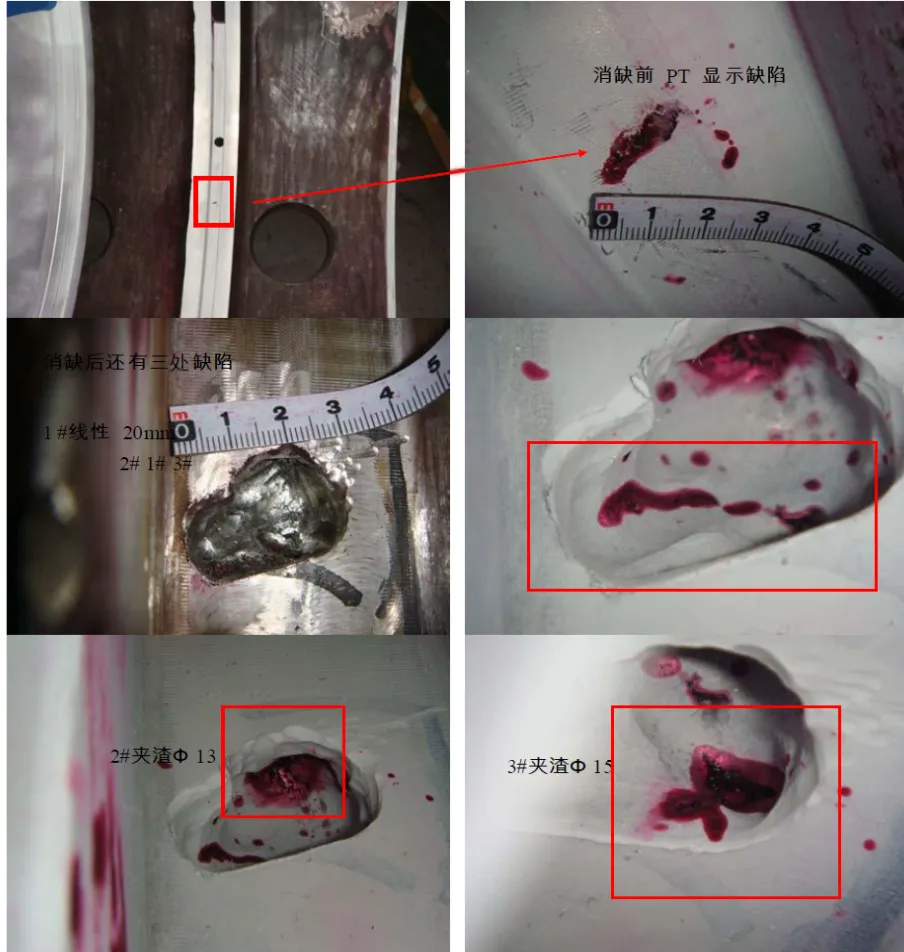
圖1 某燃氣輪機疏松缺陷情況
1 超聲波檢測方法
鑄件汽缸(常規火電、核電和燃機)毛坯粗加工后要求進行100%超聲波檢測,項目不一樣使用標準也不相同。本文以常規火電汽輪機汽缸(DZ系列)超聲波檢測標準介紹鑄件汽缸超聲波檢測方法。
1.1 儀器、探頭、試塊及耦合劑的選擇
1.1.1 儀器的選擇
為了方便參數的調節、讀取和記錄,且攜帶輕巧方便,通常選用脈沖反射數字式超聲波探傷儀作為檢測儀器。儀器的水平線性、垂直線性和分辨力等特性又直接影響到缺陷的定位、定量和分辨,應選用性能穩定,水平線性、垂直線性好、精度高的超聲波探傷儀,其性能滿足JB/T 10061要求,如漢威或華光系列儀器。
1.1.2 探頭的選擇
鑄件的超聲波檢測一般以單晶、雙晶直探頭為主,對于加工的焊接坡口部位、因結構原因無法滿足直探頭檢測、消缺補焊部位等位置還需采用斜探頭進行檢測。由于鑄件一般壁厚較大、且內部晶粒較為粗大,根據超聲吸收波衰減公式α=1和散射衰減系數公式α=234(式中:1和2為常數;為頻率;為各向異性因子;為粒子直徑)可知,為避免超聲波能量的過度衰減宜選擇頻率較低的探頭,檢測時常選用B2S單晶直探頭和SEB4S雙晶直探頭,同時還應搭配探頭軟保護膜以減少鑄件粗糙表面的影響。如圖2所示。
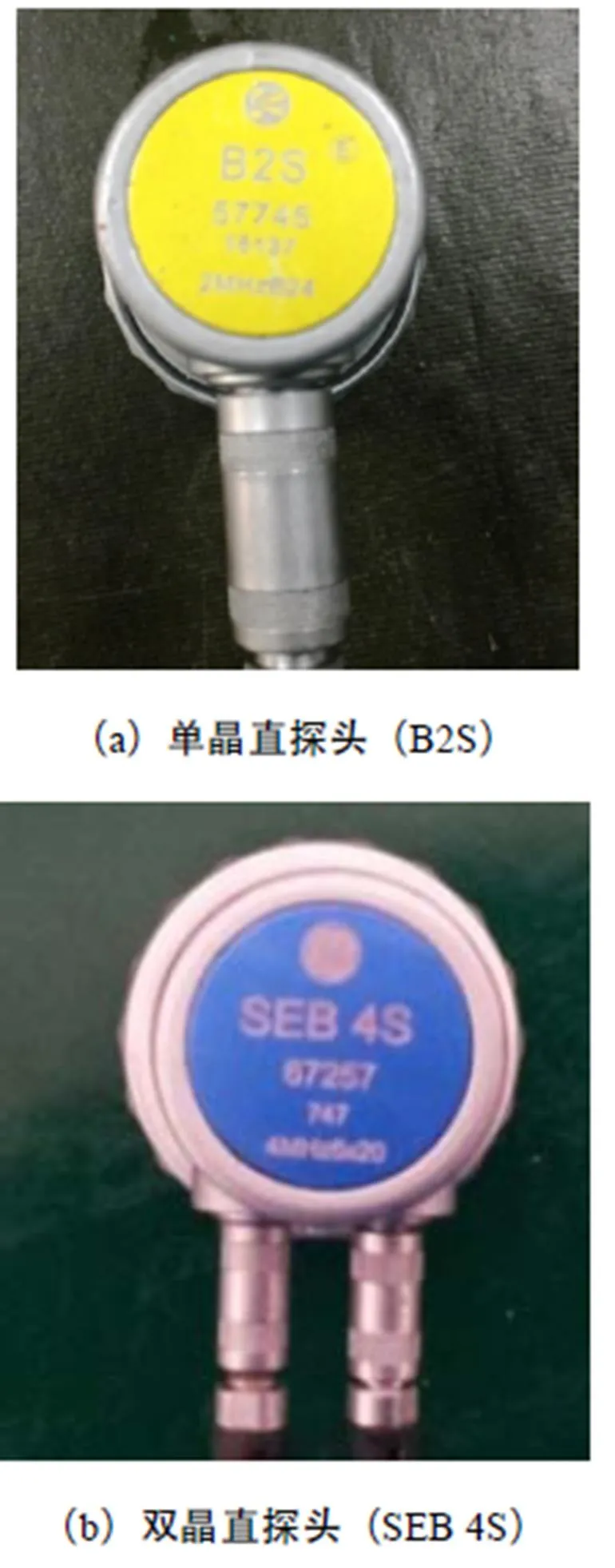
圖2 檢測探頭
1.1.3 試塊的選擇
鑄件的超聲波檢測對比試塊一般采用系列平底孔試塊。對比試塊應采用與被檢鑄件材質相同或相近的材料制作,其超聲波衰減系數應與被檢鑄件材質的衰減系數相同或相近。
單晶直探頭選擇孔徑6.4 mm的ASTM A609對比試塊,結構如圖3所示,試塊尺寸如表1所示。
雙晶直探頭選擇孔徑為2.4 mm的ASTM A609對比試塊制作DAC曲線,如圖4所示。
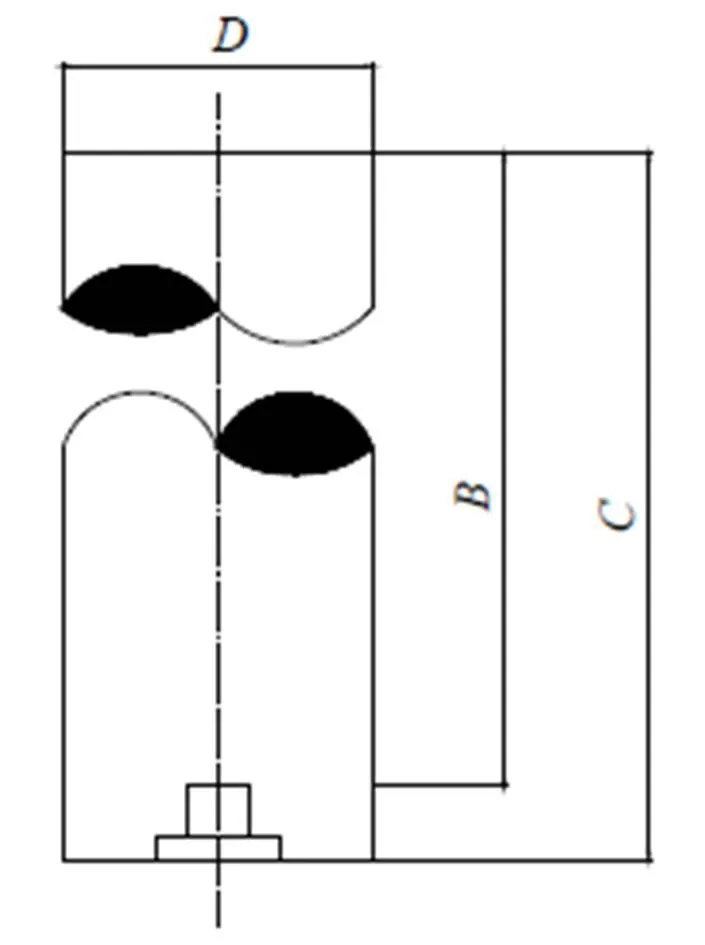
圖3 ASTM A609單直探頭對比試塊
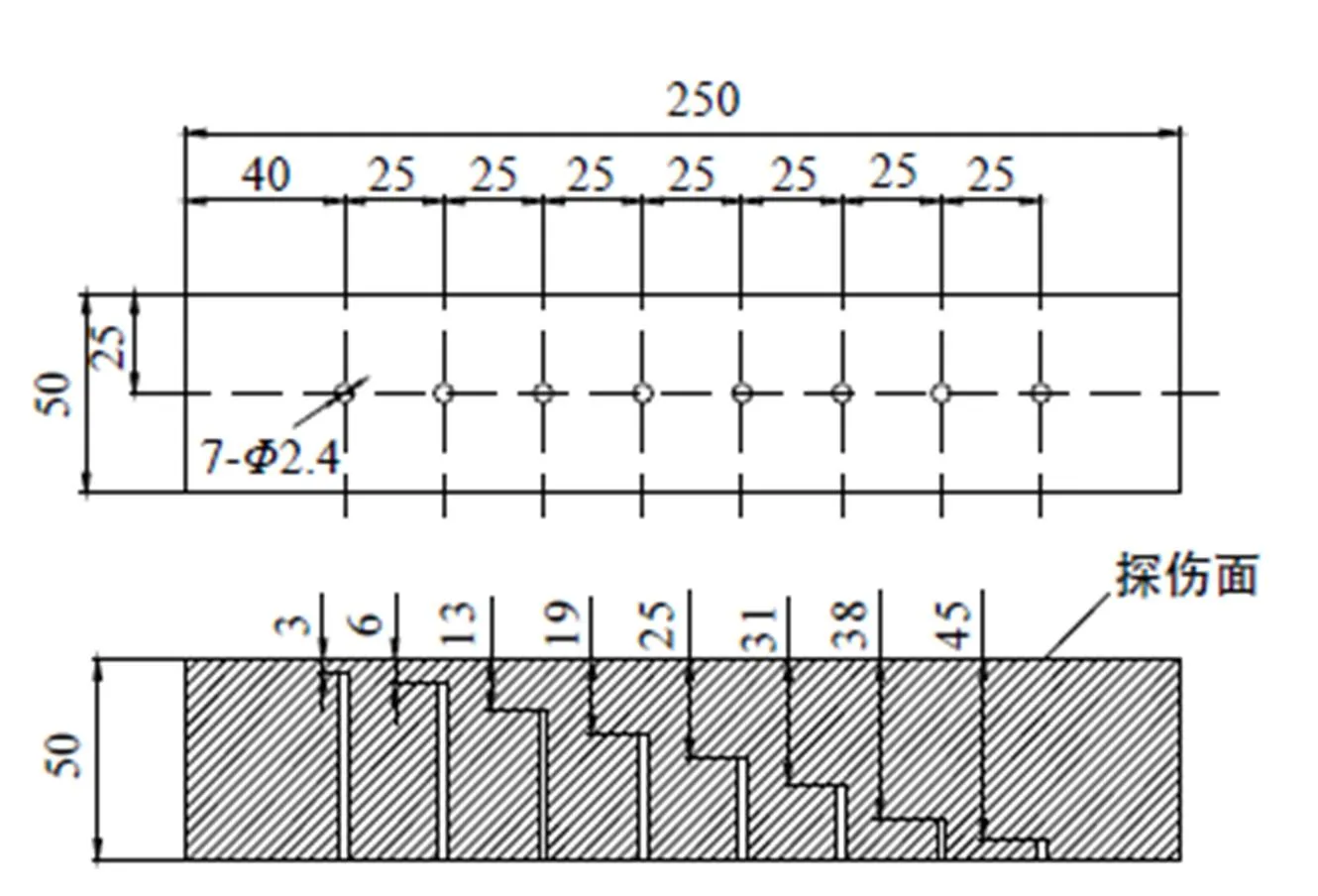
圖4 雙晶直探頭用對比試塊
表1 ASTM A609單直探頭對比試塊尺寸
試塊標識號探傷距離B/mm試塊總長度C/mm試塊寬度或直徑D/mm 16-0100254550 16-0200507050 16-0300759550 16-060015017075 16-1000255275100 16-B00bBB+20125
1.1.4 耦合劑的選擇
鑄件表面粗糙,聲耦合性差,因此常選用高粘度耦合劑進行超聲波檢測,如甘油等。
1.2 儀器參數設置和DAC曲線的制作
1.2.1 儀器參數的設置
根據被檢鑄件的壁厚和所選探頭的參數,將工件厚度、探頭頻率、晶片直徑、K值大小等參數輸入儀器,采用已知厚度的試塊ASTM A609系列(材質性能與被檢鑄件形似),調節儀器[零偏]按鍵,使底波顯示的深度顯示和試塊厚度一致,完成零偏的校準。
1.2.2 單晶直探頭基準靈敏度DAC曲線的制作
使用B2S單晶直探頭找出6.4FBH平底孔對比試塊上人工缺陷深度為50 mm的最大反射波,將此波波高調至滿屏的80%,然后從低(25 mm)到高,逐一找出試塊上各自孔徑反射的最高波,然后用曲線連接這些點即生成DAC曲線,作為單晶直探頭基準靈敏度曲線,曲線如圖5所示。
1.2.3 雙晶直探頭基準靈敏度DAC曲線的制作
使用SEB4S雙晶直探頭逐一找出2.4FBH對比試塊上各自孔徑反射的最高波(最高一點為滿屏80%),然后用曲線連接這些點即生成DAC曲線,作為雙晶探頭基準靈敏度曲線,曲線如圖6所示。
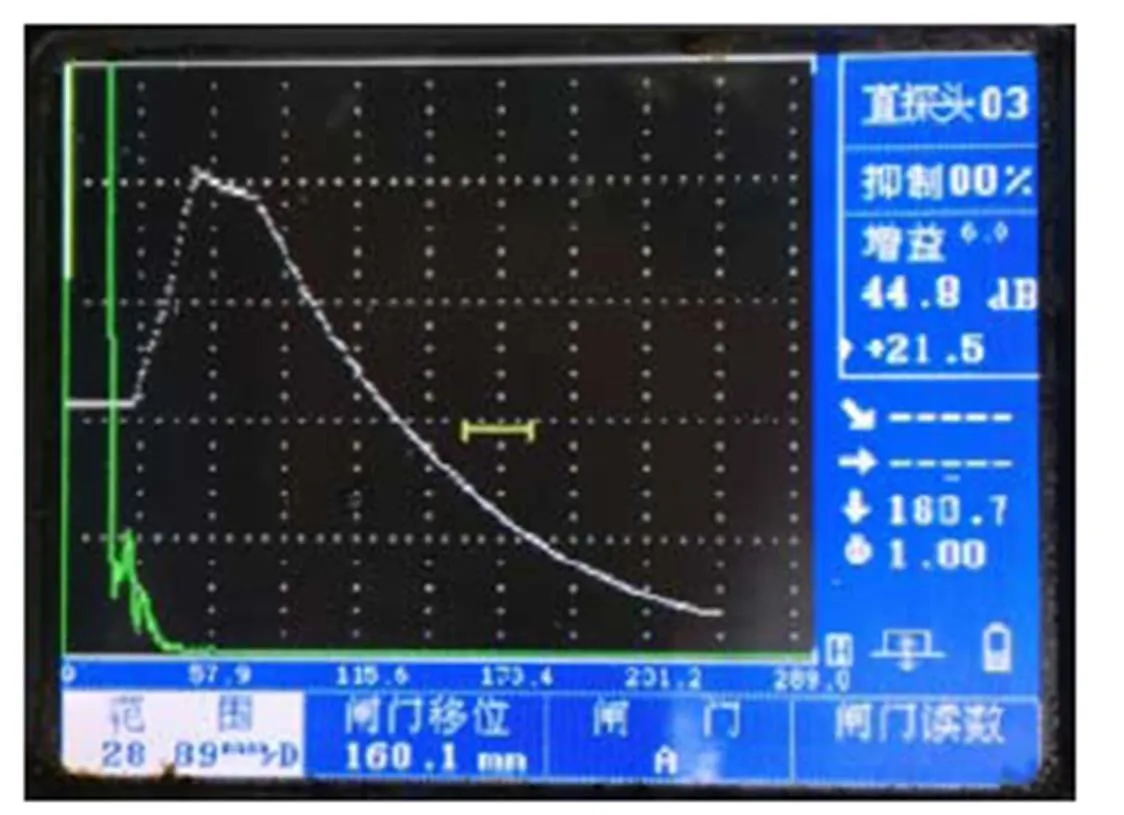
圖5 單晶直探頭DAC曲線
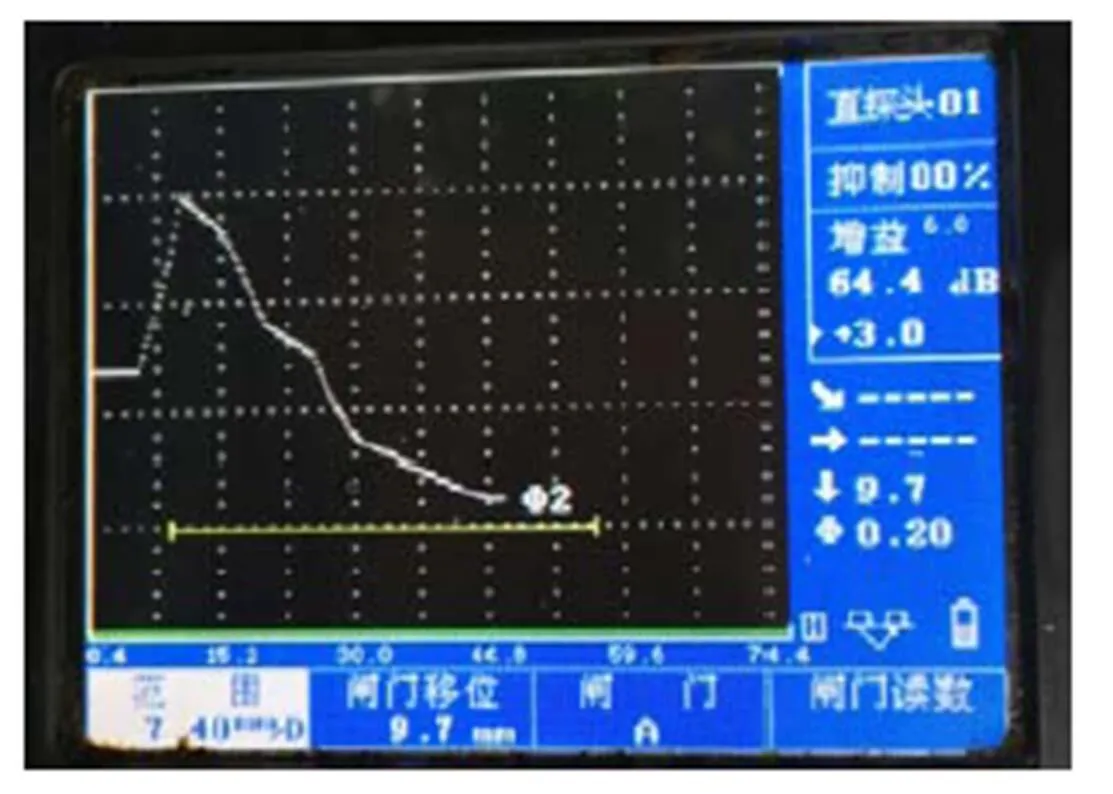
圖6 雙晶直探頭DAC曲線
2 鑄件的檢測要求
2.1 表面要求
為了細化晶粒、消除偏析,減小鑄件外觀對超聲波檢測時的不利影響,一般情況下需進行超聲波檢測的鑄件應在正火、回火等熱處理后進行,檢測表面需經機械加工、打磨或噴丸處理,使其平整、無油污、焊疤等,其表面粗糙度小于12.5 μm。
2.2 掃查靈敏度的調整及掃查方式
為了有效檢測鑄件缺陷,采用單晶直探頭進行掃查時掃查靈敏度至少達到3FBH,采用雙晶直探頭時掃查靈敏度至少達到2FBH。原則上,首先采用單晶直探頭從兩個相對的平行面進行掃查,若僅能滿足一面進行掃查時則增加雙晶直探頭進行掃查。無論哪種掃查方式,掃查范圍均是100%,每次掃查均應重疊15%及以上,掃查速度均不得超過150 mm/s。
3 疏松缺陷的分析與控制
從2012~2014年汽缸加工后的NCR統計分析可以得出,鑄件疏松在后工序發現甚多,從超聲波檢測方面分析原因主要由于疏松缺陷檢出特征不明顯:①鑄件汽缸結構復雜許多部位沒有底波,無法測試缺陷底波衰減量;②缺陷當量小,缺陷反射波形不能準確觀察,達不到記錄要求,不能進行評定記錄;③針對疏松類缺陷反射波其國內外標準均無明確要求,檢查人員對縮松缺陷不能獨立處置,可能導致疏松缺陷漏檢而在后序加工階段出現。
由于鑄件疏松缺陷多為蜂窩狀,斷面組織呈海綿狀或呈樹枝狀結晶,造成鑄件內壁粗糙且缺陷尺寸一般較大。因此,當超聲波入射至疏松缺陷部位時聲波被大量散射和吸收,反映到儀器的A掃波形就會出現缺陷波反射較低,缺陷波根部寬大且伴有較低缺陷波,底波也很低或消失。收集和分析了鑄件大量疏松反射波形及其解剖后實物對應疏松缺陷,圖7為其典型的疏松缺陷和缺陷反射波形。
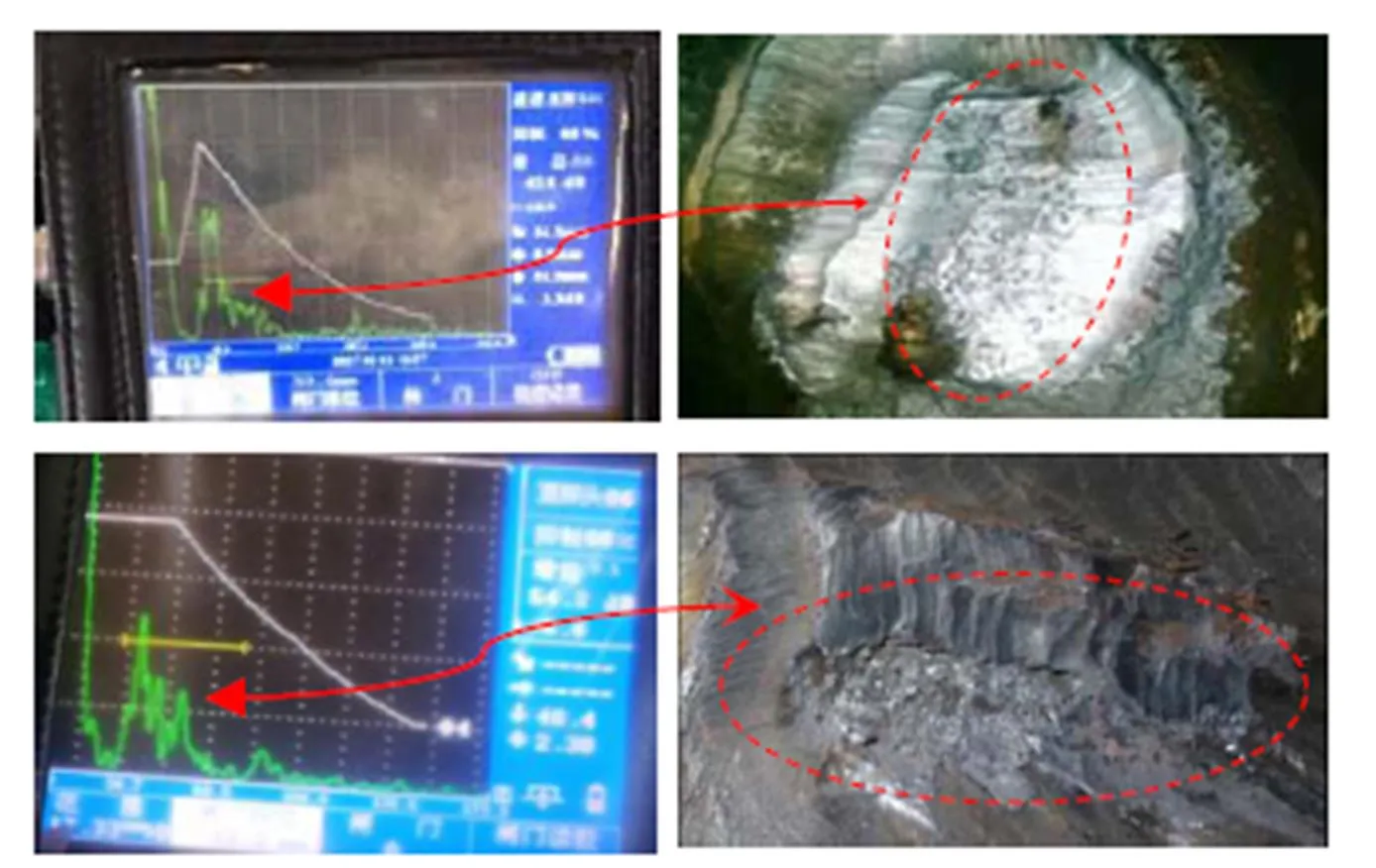
圖7 鑄件疏松缺陷及反射波
從鑄件汽缸疏松靜態波形表現為有底波幾乎消失,缺陷反射波根部寬大、中空,且反射波幅較低,提高檢查靈敏度,會出現一些雜波,但對底波影響不大;移動探頭時會出現波峰很低的蠕動變形。經過比對解剖試驗分析確定了疏松缺陷波的判定和大小確定方法,并于2014年納入公司鑄件超聲波檢測方法中,同時編制了《鑄件疏松缺陷超聲波檢測操作指導書》應用于實際生產。
4 總結
首先介紹了鑄件疏松缺陷的性質及其對汽缸性能、生產進度帶來的不良影響,然后對鑄件汽缸疏松缺陷超聲波檢測方法和波形、缺陷形態分析進行了介紹。統計表明,目前我司加工階段暴露出疏松缺陷的情況顯著降低,說明超聲波對鑄件內部疏松缺陷檢測的有效和可靠性,為檢查員對鑄件的超聲波檢測提供了參考和依據,保證了公司鑄件質量的提升。
[1]JB/T 10061,A型脈沖反射式超聲波探傷儀通用技術條件[S].
Research on Ultrasonic Inspection of Turbine Cylinder Porosity Defects
CHEN Hui,ZHU Yikun,ZHOU Linjuan,ZOU Zhiming
( 1.DECDongFang Turbine Co., Ltd., Deyang 618000, China; 2.Chengdu Instrument Factory, Chengdu 610000, China )
In this paper, the influence of loosely structured looseness similar to needle-shaped sponge mass on workpiece performance and post-processing is analyzed. The ultrasonic testing method of steam turbine casting cylinder is introduced in detail. The selection of ultrasonic testing instrument, probe and test block is introduced. The setting method of sensitivity of different probes is introduced. The determination and test of the loose waveforms of the castings are analyzed. Through the analysis of the looseness defect, the waveform characteristics of the ultrasonic defect are verified to be consistent with the real object. Finally, the ultrasonic detection and control method of the casting looseness defect is determined.
casting cylinder;porosity defect;ultrasonic testing
TV698.1+5
A
10.3969/j.issn.1006-0316.2018.10.017
1006-0316 (2018) 10-0077-04
2018-07-03
陳輝(1966-),男,四川蓬溪人,高級工程師,主要從事無損檢測工作;朱易坤(1988-),男,四川綿竹人,工程師,主要從事無損檢測工作;周林娟(1985-),女,四川成都人,技師,主要從事無損檢測工作;鄒志明(1963-),男,四川鄰水人,工程師,主要從事無損檢測及真空檢測儀器研發工作。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
能源工程(2020年5期)2021-01-04 01:29:00
廣西電力(2016年4期)2016-07-10 10:23:38
海峽科技與產業(2016年3期)2016-05-17 04:32:12
工業設計(2016年4期)2016-05-04 04:00:23
機械制造與自動化(2014年1期)2014-03-01 04:21:47