激光噴丸強化疲勞壽命的有限元分析
2018-11-06 07:06:54嚴俐婉嚴炳泉
中小企業管理與科技 2018年13期
嚴俐婉,嚴炳泉
(閩南理工學院土木工程學院,福建泉州362700)
1 引言
激光噴丸強化技術(Laser Shot Peening,簡稱LSP)是一種利用強激光誘導沖擊波來強化金屬表面的新型材料表面改性技術,以延長零件使用的疲勞壽命。當今高科技與傳統制造技術相結合的產物——激光沖擊處理技術,是當代先進制造技術的前沿和重要發展方向。
激光噴丸強化技術是一種利用強激光誘導沖擊波來強化金屬表面的新技術,由于其具有表面強化效果好,可控性強,適用性強,經濟效益好等優點,目前已被成功應用于對鎂合金等材料的表面改性。根據文獻研究,影響激光噴丸強化效果的因素很多,有激光功率密度、光斑直徑和噴丸次數等,為此國內外學者展開了各種不同條件下激光噴丸強化的實驗探索,并對實驗結果進行了各種檢測和分析,獲得了一定的進展和成果[1]。
2 有限元模型的建立
2.1 有限元分析方案
激光噴丸強化是一個高度非線性的瞬時動態事件,因此主要在ABAQUS/Explicit模塊中進行分析。為了得到穩定的殘余應力場,需要將應用顯式動態算法得到的計算結果導入ABAQUS/standard進行靜態回彈分析,釋放顯式動態分析后材料內部的彈性應變,計算材料內部的平衡狀態,得到穩定的殘余應力場。
2.2 求解時間的確定
其中內能EI包含了可恢復的彈性應變能EE、非彈性過程的塑性應變EP和偽應變EA,其關系如公式(1)所示。

如果材料的動能趨近于零且材料的內能不變時,應力波對材料的作用相當小,材料內部的動態應力接近于穩定的狀態,塑性變形也趨于飽和。因此,該時間可設為ABAQUS/Explicit的求解時間。
為詳細分析激光噴丸過程中材料內部能量變化情況,下面以激光沖擊波峰值壓力2.5GPa,激光脈寬23ns,光斑直徑6mm,單次噴丸的工藝參數進行激光噴丸模擬。由圖1中可以看到,動能EK、內能EI和黏性耗散能EV的值在4000ns時都趨于穩定狀態,而總能量ET在整個實驗過程中一直保持在0J左右,可以視為一個常量。
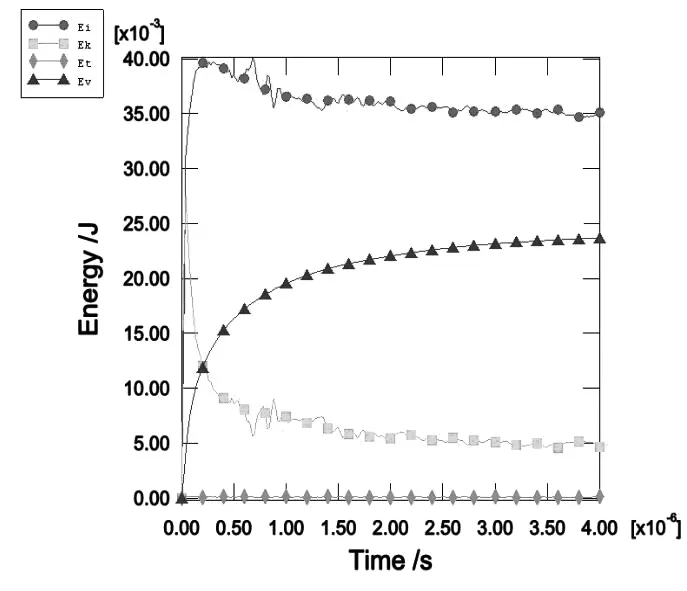
圖1 動能 EK、內能 EI、黏性耗散能 EV和總能量ET隨時間的變化情況
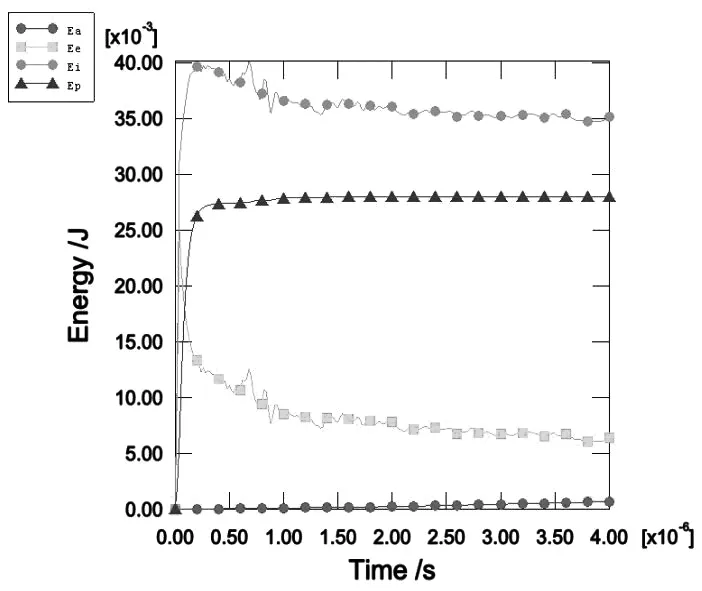
圖2 偽應變EA、彈性應變能EE、內能EI和塑性應變EP隨時間的變化情況
由圖2可以發現,激光噴丸初期彈性應變能EE約為25mJ,4000ns后銳減為6mJ左右;偽應變EA保持在0mJ附近;在0至250ns期間非彈性過程的塑性應變EP的值顯著增加并趨于飽和狀態,在4000ns時穩定保持在28mJ。內能EI在4000ns時也趨于穩定狀態。因此,將求解時間設為4000ns是符合激光噴丸實驗要求的。
2.3 幾何模型的建立及邊界條件設置
模擬用疲勞試樣的確定參照中華人民共和國航空工業標準HB 5287-1996金屬材料軸向加載疲勞試驗方法。疲勞試樣幾何參數如圖3所示,其中中心孔直徑為1mm,板料厚度為4mm,工作部分寬度15mm。
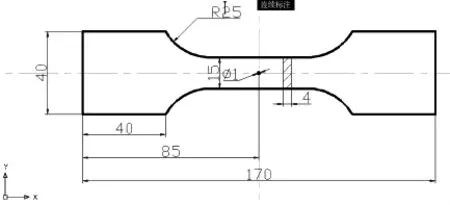
圖3 疲勞試樣的幾何圖
為了節省計算分析時間,在ABAQUS建模時,僅創疲勞試樣工作部分的四分之一模型,如圖4所示。具體設置如圖5所示。
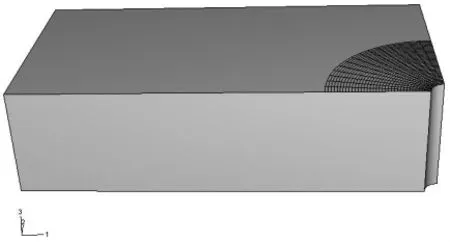
圖4 疲勞試樣的簡化幾何模型
2.4 網格劃分
在激光噴丸模擬實驗中網格的劃分對模擬實驗的結果影響很大,本文采用六面體單元,類型為C3D8R。激光噴丸區域是主要應力分析區域,需要一個足夠精細的網格,為了節省時間,板材的其他區域采用較大的單元體長度劃分網格。厚度方向上,我們主要是對材料表層進行應力分析,采用梯度的種子布置方法讓表層網格更密集一些,可以更精確地計算表層的殘余應力。模型的網格劃分見圖6。
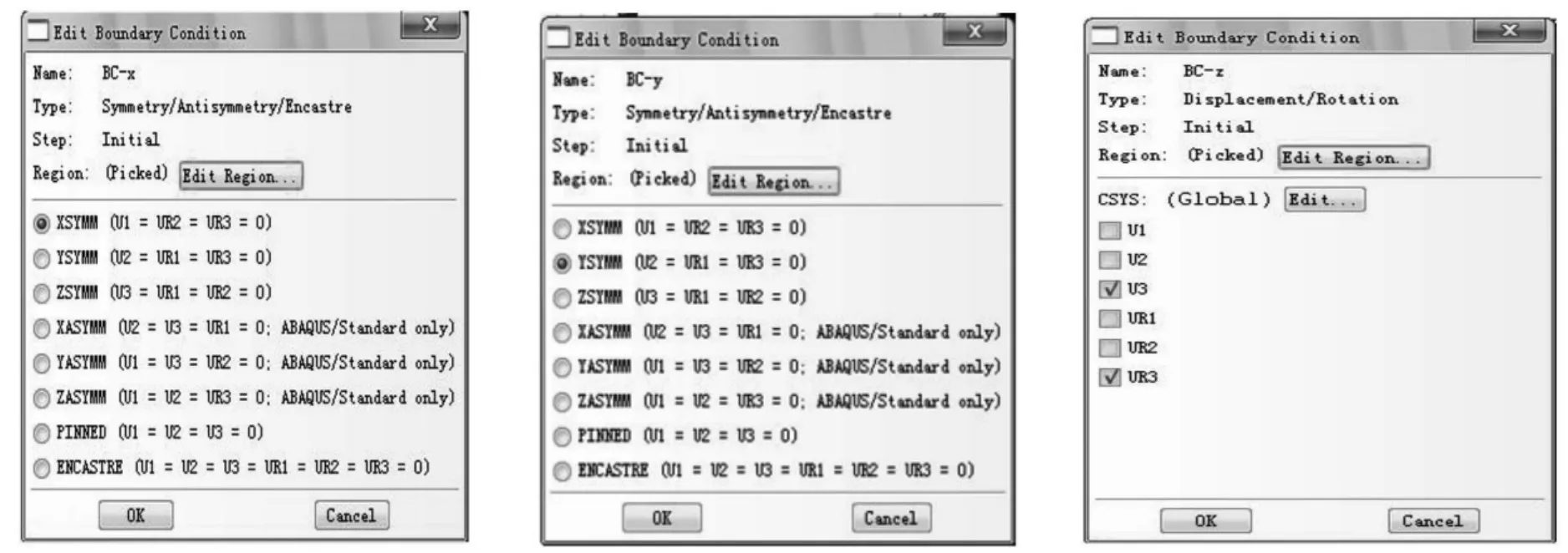
圖5 邊界條件設置
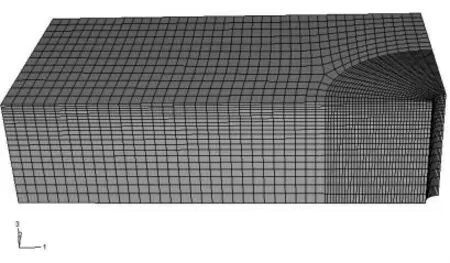
圖6 網格劃分
2.5 激光沖擊波加載的換算
激光沖擊波加載前,在ABAQUS中按照加載方式預先設置一個隨時間變化的振幅曲線(圖7),該曲線為PVDF實驗所測,定義曲線最高點處所示峰值壓力Pmax的比例因子為1,模擬時,利用插值運算法計算出任意時間點處的載荷大小P(t),如公式(2)所示,然后將相應的值加載到有限元模型中去。根據文獻研究,激光誘導的沖擊波持續時間大約為激光脈沖的2~3倍或更高,一般實驗采用的激光器脈沖寬度為23ns,因而估計沖擊波的持續時間約為75ns。
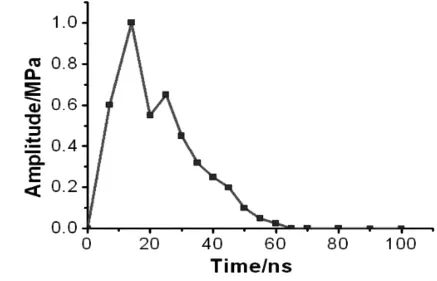
圖7 沖擊波加載曲線

式中,P(t)為 t時刻光斑中心的壓力,K(t)為定義的 t時刻的比例因子,Pmax為激光脈沖產生的峰值壓力。激光沖擊波形成過程中,在其光斑徑向方向上存在等離子體區和稀疏波區,因此激光沖擊波壓力在激光光斑內的徑向分布并不是均勻分布的,但目前還沒有一個理論上的公式來計算徑向方向上力的分布。美國哥倫比亞大學的 Y.Lawrence Yao在R.Fabbro模型的基礎上給出了激光沖擊強化中壓力沿光斑徑向的變化,如式(3)所示:

式中,P(r,t)——徑向距光斑中心r處的壓力;P(t)——光斑中心的壓力;r——光斑中心的距離;R0——光斑半徑。
3 疲勞壽命分析步驟
3.1 結構的幾何特征
導入有限元計算結果包括激光噴丸后的結果(如圖8所示)和未經噴丸只受拉力作用的模擬結果(如圖9所示),二者疊加之后計算分析即可得到激光噴丸的鎂合金的疲勞壽命。
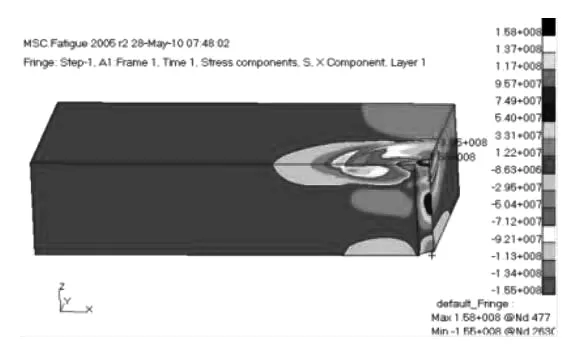
圖8 激光噴丸后的模擬結果
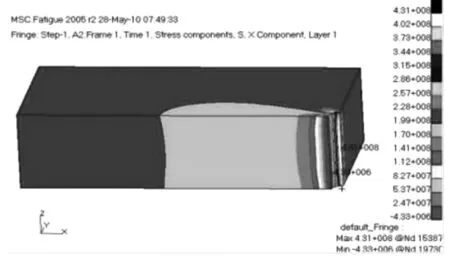
圖9 未經噴丸只受拉力作用的模擬結果
3.2 材料的疲勞屬性
材料的疲勞性能主要包括材料的靜力學特性、材料的SN曲線、E-N曲線以及表面處理等重要數據。采用不同的疲勞分析方法所涉及的數據也會有所不同。本文主要是定義材料的S-N曲線。因為Fatigue材料數據庫中沒有zk60的數據,所以要根據材料屬性(如表1所示)創建新材料。材料S-N曲線如圖10所示。

表1 變形鎂合金Zk60的成分及力學性能
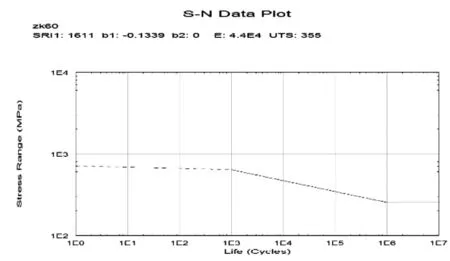
圖10 材料S-N曲線
3.3 疲勞載荷的信息
疲勞載荷的定義對于疲勞有限元分析結果是否正確至關重要。創建拉-拉疲勞實驗載荷,取應力比R=σmin/σmax=0.1,頻率為10Hz,得到載荷譜如圖11所示。
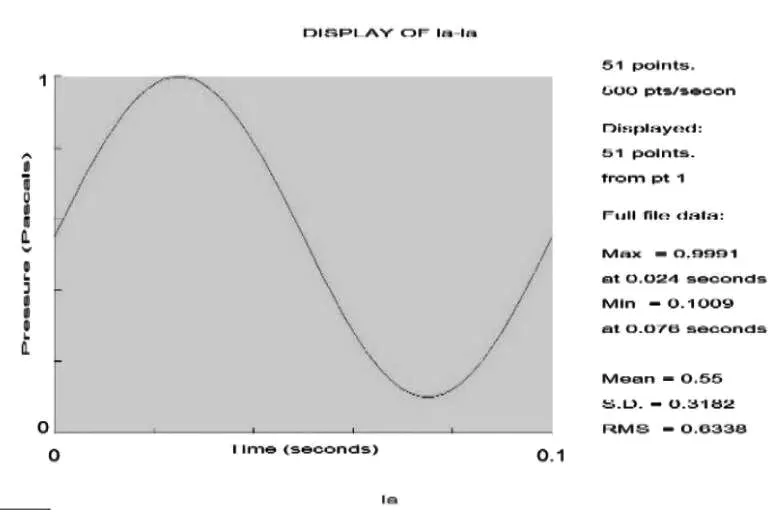
圖11 載荷譜
創建拉-拉實驗載荷后進行關聯設置要注意創建兩個載荷類型,如圖12所示:激光噴丸模擬結果選用STATIC;只受拉力作用的模擬結果選用上一步創建的拉-拉疲勞實驗載荷。
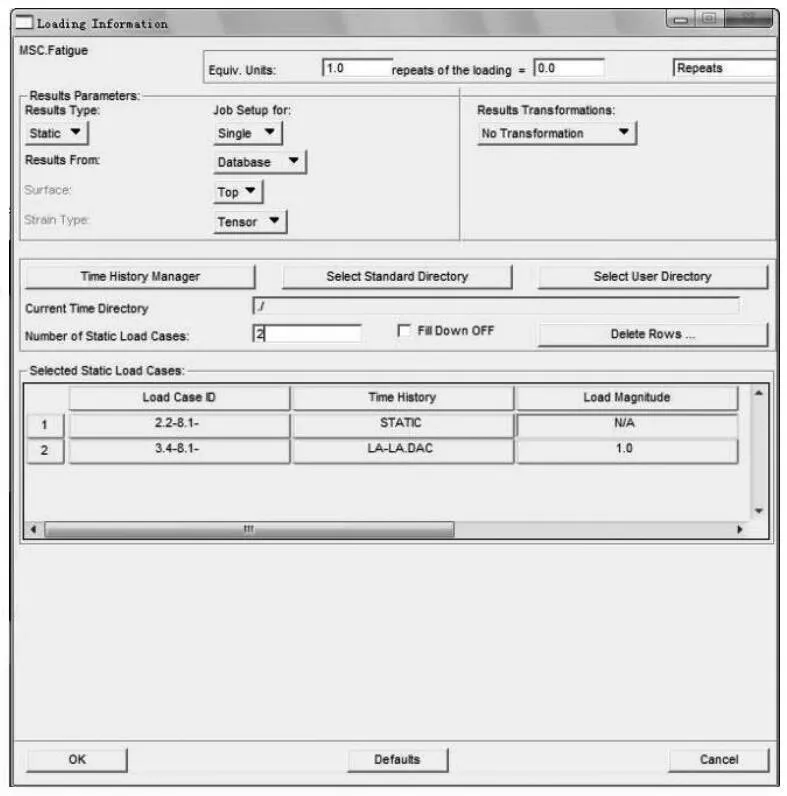
圖12 載荷的關聯
4 模擬結果與分析
4.1 激光功率密度的影響
圖13中(a)為未經激光噴丸板材的壽命云圖,(b)、(c)、(d)分別為沖擊波峰值壓力1.5 GPa、2.5GPa和3.5GPa(其他參數保持一致,即激光脈寬23ns,光斑直徑6mm,單次噴丸)的激光噴丸后板材的壽命云圖。
紅色區域為經多次循環載荷作用后會出現疲勞破壞的區域,白色區域的疲勞壽命值可視為無窮大。比較不同沖擊波峰值壓力下材料的疲勞壽命情況可以發現,沖擊波峰值壓力越大,材料厚度方向上出現疲勞壽命值為無窮大的區域(白色區域)越大。沿著厚度方向選取一系列節點查看其疲勞壽命值,圖14中 (a)、(b)、(c) 分別為沖擊波峰值壓力為 1.5 GPa,2.5GPa,3.5GPa時各節點的疲勞壽命。以20721節點為例,其疲勞壽命值隨著沖擊波峰值壓力的增大而增大。
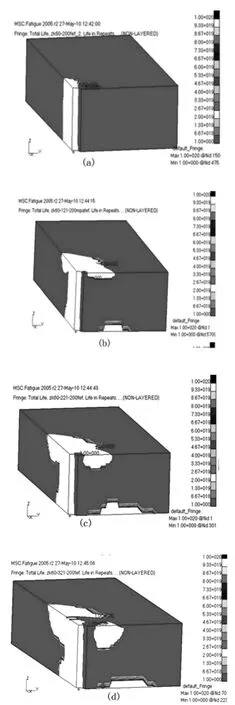
圖13 不同沖擊波峰值壓力下材料的疲勞壽命云圖
4.2 不同光斑尺寸的影響
圖15中(a)、(b)、(c)分別為光斑直徑 4mm、6mm、8mm(其他參數保持一致,即激光脈寬23ns,沖擊波峰值壓力2.5GPa,單次噴丸)的激光噴丸后板材的壽命云圖。
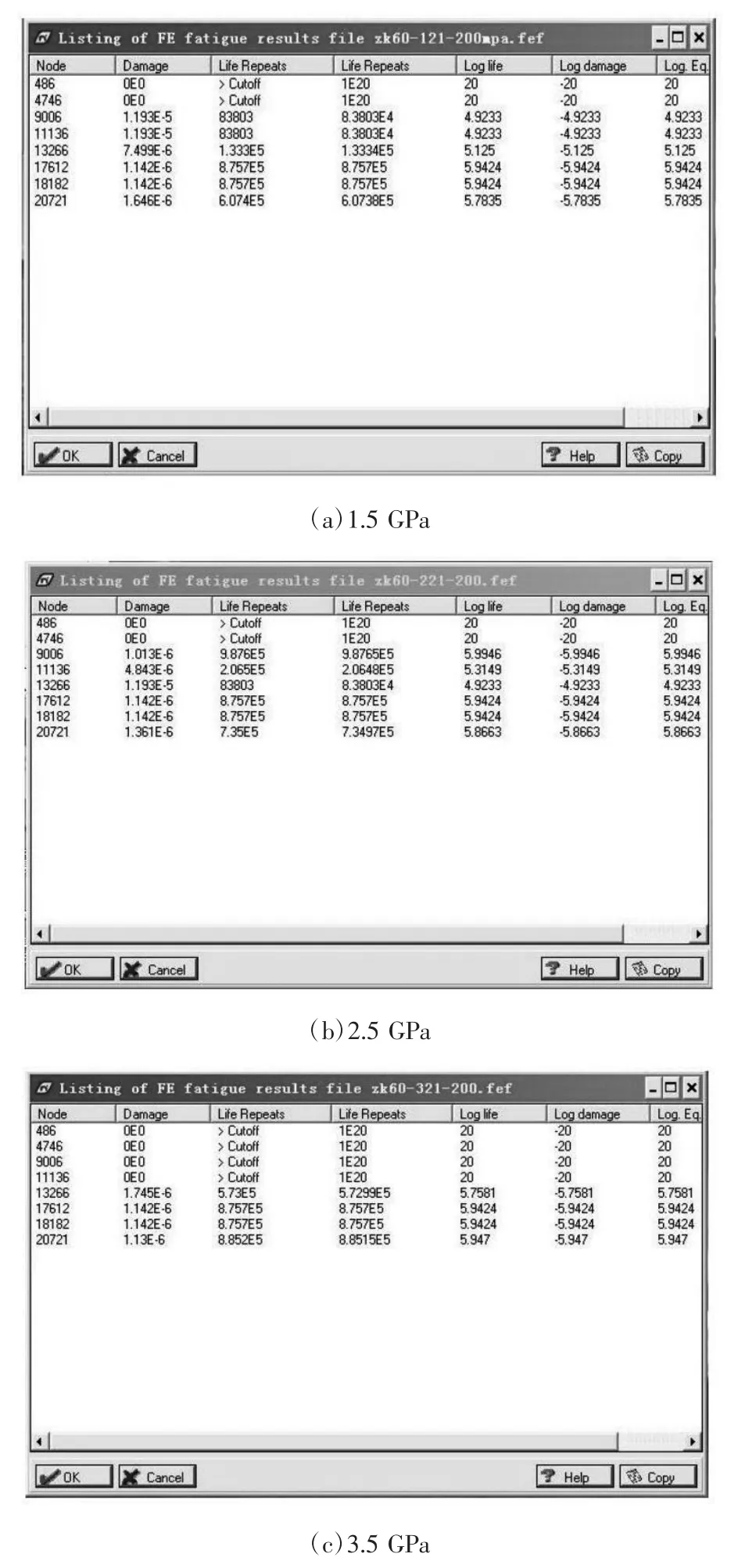
圖14 不同沖擊波峰值壓力下各節點的疲勞壽命
比較云圖可以看到,隨著激光光斑直徑的增大,表面上出現疲勞壽命值為無窮大的區域不斷增大。沿著厚度方向選取一系列節點查看其疲勞壽命值,圖16(a)、(b)、(c)中分別為光斑直徑4mm、6mm、8mm個節點的疲勞壽命,可以看到在厚度方向上材料內部的疲勞壽命值基本保持不變。
4.3 不同噴丸次數的影響
圖17中(a)、(b)、(c)分別為噴丸 1次、2次、3次(其他參數保持一致,即激光脈寬23ns,沖擊波峰值壓力2.5GPa,光斑直徑為6mm等)的激光噴丸后板材疲勞壽命云圖。
比較云圖可以看到,隨著激光噴丸次數的增加,材料上出現疲勞壽命值為無窮大的區域不斷變大。沿著厚度方向選取一系列節點查看其疲勞壽命值,圖18 中(a)、(b)、(c)分別為噴丸1次、2次、3次各節點的疲勞壽命,可以看到隨著激光噴丸從1次增加到3次,材料內部的疲勞壽命值不斷增大。
通過研究不同噴丸次數和不同沖擊波峰值壓力對材料疲勞壽命的影響,得出結論如下:①材料的疲勞壽命值隨著沖擊波峰值壓力(1.5~3.5GPa)的增大而增大。②隨著激光光斑直徑的增大(4~8mm),表面上的疲勞壽命值不斷增大,而厚度方向上的疲勞壽命值基本保持不變。③隨著激光噴丸的增加(1~3次),材料內部的疲勞壽命值不斷增大。
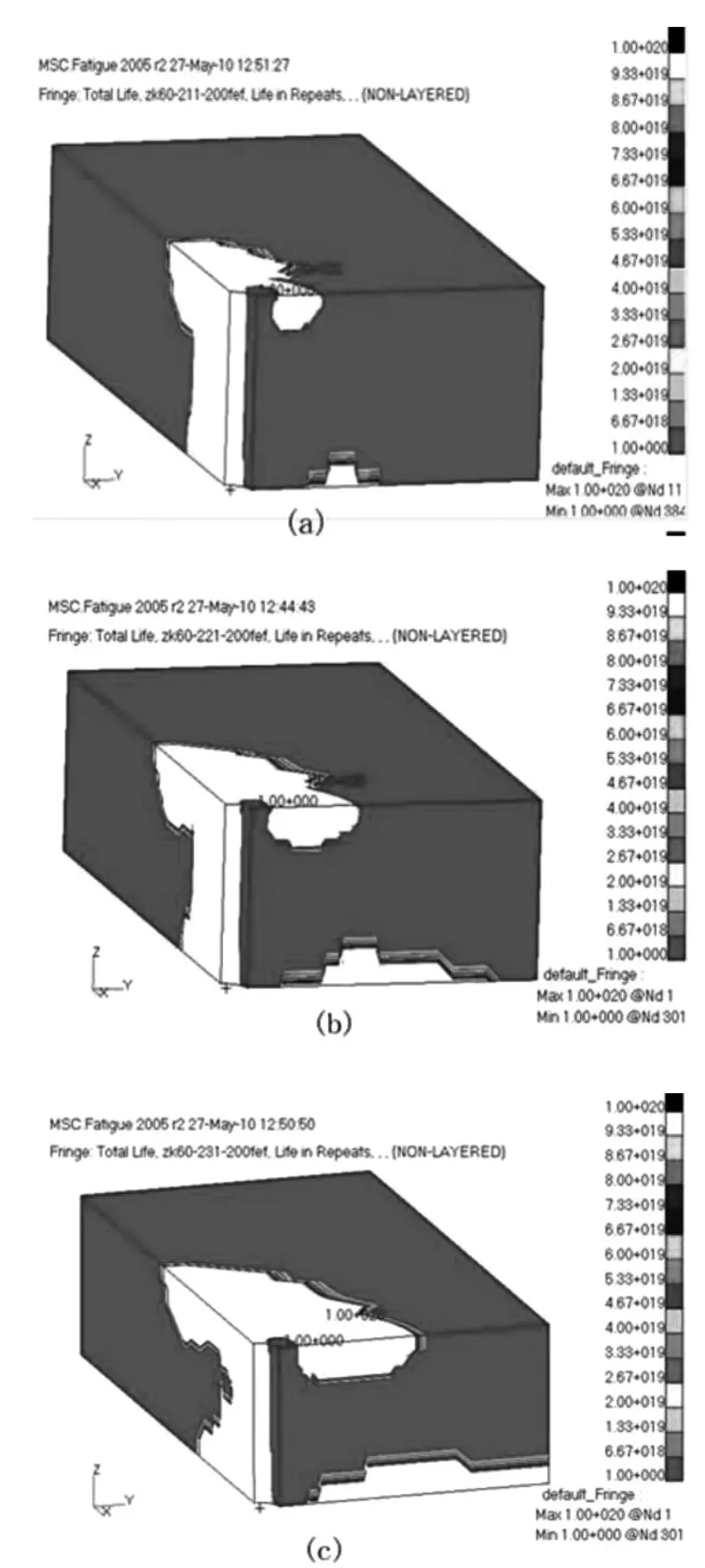
圖15 不同光斑直徑下材料疲勞壽命云圖
疲勞壽命變化趨勢與ABAQUS模擬得到的殘余壓應力場的變化趨勢一致,可見殘余壓應力對材料疲勞壽命起著決定性的作用。另外從材料各個節點的疲勞壽命值可以看到,中心孔處的疲勞壽命值最小,即疲勞破壞從中心孔處開始,這是因為中心孔位置是應力集中位置。
5 結語
基于ABAQUS和Fatigue兩款軟件,主要研究激光噴丸強化中關鍵參數對ZK60鎂合金的疲勞壽命的影響,包括激光功率密度,激光光斑直徑和激光噴丸次數的影響。得出結論如下:①沖擊波峰值壓力從1.5 GPa增加到3.5 GPa,噴丸區域生成的殘余壓應力場和殘余壓應力層厚度不斷增大,從而有效地抑制裂紋的萌生和擴展,提高材料的疲勞壽命。可見,適當地增加沖擊波峰值壓力可以明顯改善激光噴丸效果。②激光光斑直徑從4mm增加到8mm,材料表面出現殘余壓應力的面積不斷增大,但是殘余壓應力層厚度基本不變,所以厚度方向上材料的疲勞壽命值也基本保持不變。所以,想要在材料表面得到比較好的殘余壓應力使材料表面疲勞壽命增大應該適當增大激光光斑直徑。③隨著噴丸次數的增加,殘余壓應力場值不斷增大,使得材料的疲勞壽命不斷增大。因此,采用多次沖擊處理比單次沖擊處理獲得的強化效果更佳。

圖16 不同光斑直徑各節點的疲勞壽命
圖17 不同噴丸次數下材料疲勞壽命云圖
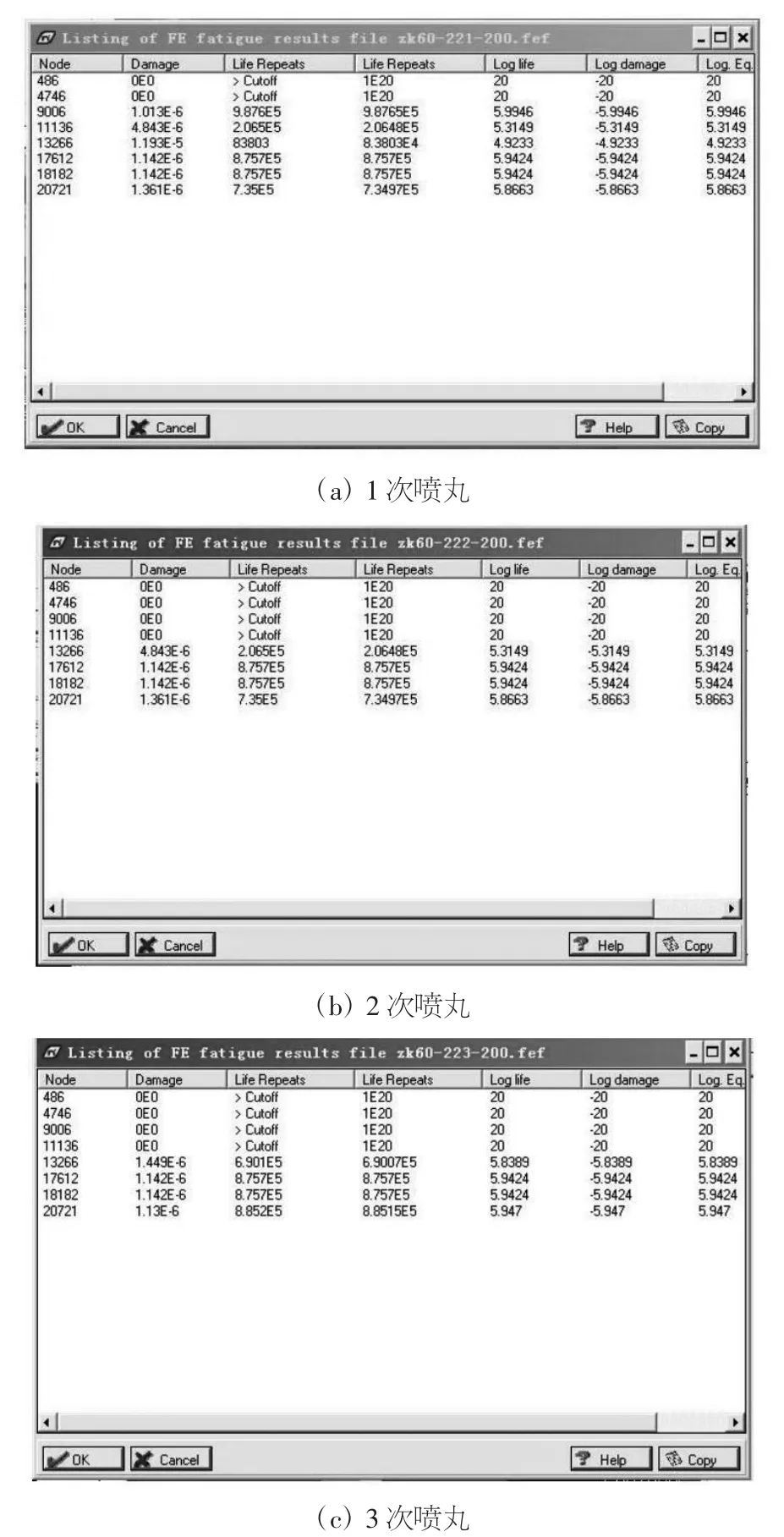
圖18 不同激光噴丸次數各節點的疲勞壽命
