低溫儲罐設備安裝質量控制要點
2018-11-08 06:25:08陳玉芳
設備管理與維修 2018年15期
陳玉芳
(天津大港油田集團建設監理有限責任公司,天津 300280)
0 引言
針對低溫儲存的特殊物性要求,LNG(Liquefied Natural Gas,液化天然氣)儲存系統均采用9%Ni鋼材的鋼板或鋼管、不銹鋼等,主要采用4種方式來進行過程控制,即文件審核、見證檢查、監控檢查、不合格品的處理追蹤。
1 原材料及焊接材料驗收
(1)低溫鋼板和低溫焊接材料的質量證明文件應標明鋼號、規格、化學成分、力學性能、低溫沖擊韌性值、供貨狀態及材料的制造標準,其特性數據應符合相關標準,并滿足設計文件的要求,對質量證明文件的特性數據有疑問時,應對材料進行復驗或原材料質量確認;低溫儲罐用的鋼板,要求逐張進行外觀質量檢查,并重點抽查鋼板表面是否有裂紋、拉裂、氣泡、折疊、結疤和壓入的氧化鐵皮,是否有分層;實際負偏差是否符合鋼板產品的標準規定允許值;鋼板表面是否有禁止的機械劃傷現象。
(2)低溫用鋼板、鋼管及管件,除因截面尺寸太小無法量取(5×10×55)mm小尺寸試樣的情況外,必須按要求進行低溫夏比(V形缺口)沖擊試驗。
(3)國外材料應符合合同規定的材料標準,并應按相應材料標準進行復驗。
(4)9%Ni鋼宜選用鉻鎳奧氏體焊條或鎳基合金焊條。按照焊接工藝評定確定的焊接方式和焊接材料進行控制和檢查。
(5)進口焊接材料按照出廠說明書及質量文件進行檢查驗收。國產焊條質量應符合國家現行的《低合金鋼焊條》和《低溫鋼焊條》的規定;國產焊絲應符合國家現行《焊接用鋼絲》的規定。
(6)焊絲在使用前仔細清理去除其表面的銹蝕、油污等雜質且使用前應調直。
(7)鎢極氣體保護焊所用的氬氣純度≥99.96%。
(8)內罐材料是9%Ni不銹鋼板,因此在預制、運輸和安裝時,必須采取特殊措施,避免不銹鋼材料與碳素鋼材料接觸,以防因滲碳影響不銹鋼防銹性能。
2 底板變形量
(1)9%Ni底板厚度薄,在運輸、吊運、儲存過程中易造成彎曲變形,因此在進場時,根據規范、技術規程要求檢查鋼板的水平度。
(2)吊運時,多吊點,核算受力分部,均勻分配載荷,以防鋼板在吊運過程中應力集中造成鋼板變形。鋼板吊裝時采用6點式吊裝(3組板卡,每組2個)進行。對于只切割下料沒有銑邊的鋼板,6點吊裝時不需要特別保護;對于已經銑邊的鋼板,吊裝時在吊點的位置加裝橡膠護套,保證坡口不受破壞。
(3)底板預制邊緣板幾何尺寸允許偏差,見表1。
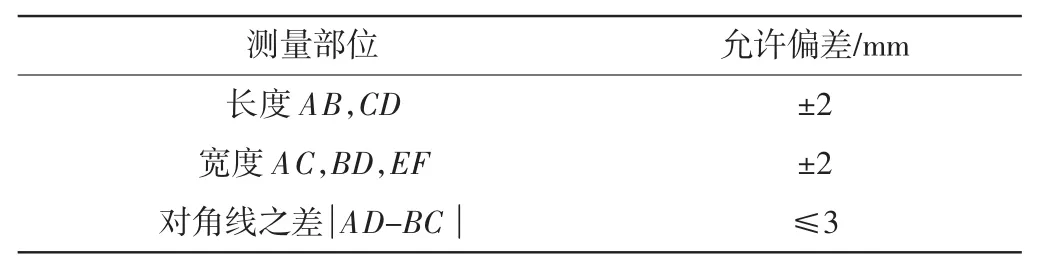
表1 底板預制邊緣板幾何尺寸允許偏差
(4)中幅板預制后的允許偏差,見表2。幾何尺寸測量部位,見圖1。
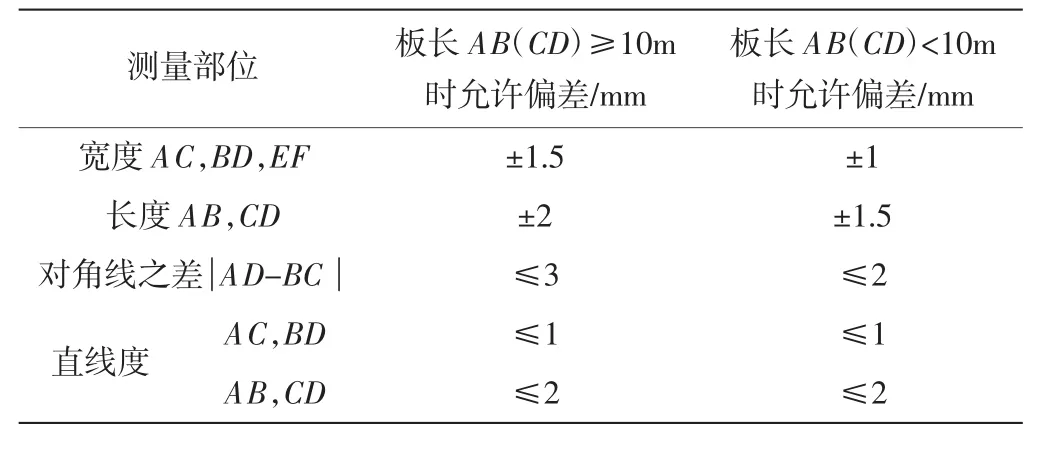
表2 中幅板預制后的允許偏差
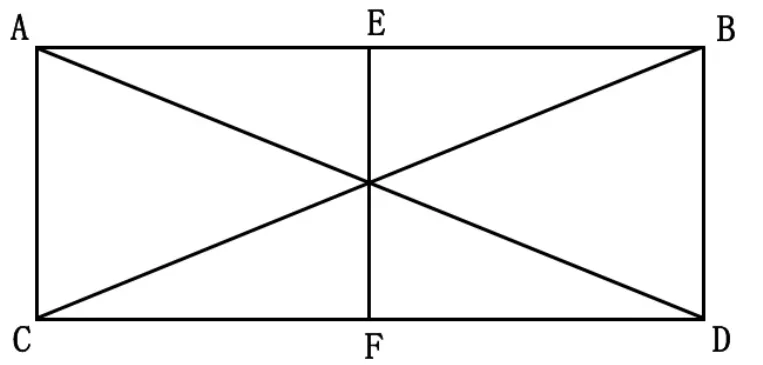
圖1 中幅板幾何尺寸測量部位
(5)其他06Ni9DR鋼板加工允許偏差,見表3。
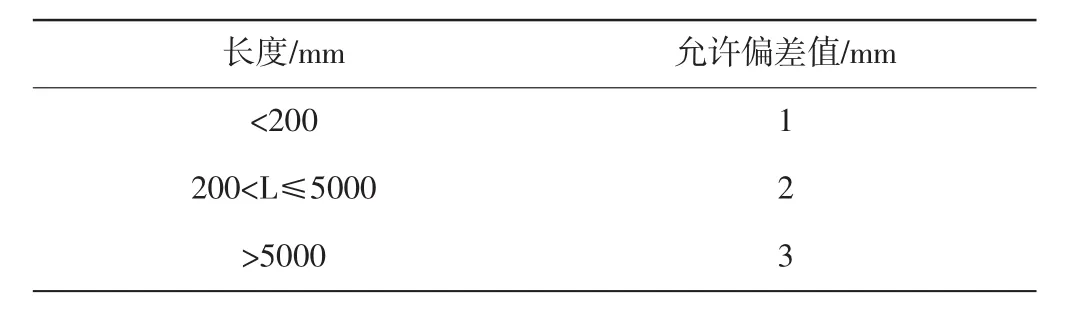
表3 其他06Ni9DR鋼板加工允許偏差
(6)底板焊接時,焊工應按焊接工藝指導書中的參數施焊,同時采取預防焊接變形的措施,如退步焊斷續焊、反變形、剛性固定等。
(7)采取控制焊接變形的措施必須等焊縫自然冷卻后方可撤銷,往往焊縫施焊完成后,施工單位就將控制措施撤銷,并未完全取得效果。
3 罐頂、內懸掛頂、其他構件預制
(1)采用型材制作的拱頂梁宜用高頻熱煨成型,成型后用弧型樣板檢查其間隙,拱頂梁的聯接形式和檢驗要求應按設計文件的規定進行施工和檢查。
(2)內懸掛頂鋪板采用平板結構時,可按條形或人字型結構排板。
(3)加強圈等弧型構件的成型,宜采用冷加工,若采用熱煨成型的構件,不得有過燒現象,應對減薄量進行實測實量。
(4)弧型構件成型后,應重點檢查翹曲變形的程度。
4 低溫儲罐預制構件
(1)檢查全部構件是否按設備位號、排板圖進行編號,并用油漆或記號筆做出明顯標記。
(2)審查預制承包商提供和提交的質量證明文件是否齊全,應包括預制構件清單、材料質量證明文件、預制件質量證明文件、排板圖、設計修改文件。
5 罐底組裝過程
(1)巡視檢查低溫儲罐安裝過程中是否有損壞基礎現象,如若發現及時修復。
(2)按平面圖標明的方位,檢查儲罐基礎上確定罐底中心位置的十字交叉線是否垂直。檢查罐底中心板上的十字線是否與基礎中心十字線相重合。
(3)檢查以邊緣板鋪設外半徑Rc為半徑,畫出的邊緣板鋪設外圓尺寸是否符合設計圖紙的要求。
(4)安裝時,第一塊邊緣板的起始角度要符合排版圖及圖紙要求尺寸,三層板的切角及接縫之間的距離,焊縫的真空試驗包括焊腳高度、每道焊縫的層數均應符合圖紙及規范的要求。
(5)搭接接頭的罐底板組裝重點控制搭接接頭三層板重疊部分切角長度,是否在上層底板鋪設前先焊接了被上層底板覆蓋部分的角焊縫,是否清潔了焊道并按施焊要求作業。
(6)罐底板對接焊縫完全焊透后應檢查磨平情況和質量。對接接頭的間隙應從焊接方法、鋼板厚度等方面確定質量控制的要求。底板對接焊縫應與墊板完全焊透。
6 罐壁組裝過程
(1)罐壁組裝前應逐張檢查壁板預制質量,合格后方可允許組裝。
(2)罐壁組裝過程中,應檢查工程承包商采取防止風力等可能造成罐壁失穩破壞的措施是否安全、可靠。
(3)復核內容:幾何尺寸、坡口角度、表面腐蝕程度、樣板的曲率半徑。
(4)與墻襯板連接的外罐壁縱環預埋件的螺栓焊接及噴砂防腐包括頂部受壓區域的二層壁板及與拱頂連接的抗壓環板。
(5)安裝:審批吊裝方案。第一塊壁板的起始位置應符合排版圖。安裝過程中的幾何尺寸控制-壁板縱縫與邊緣板縱縫的間距尺寸。
(6)對罐壁大角焊縫的氣壓試驗是否符合設計規定(壓力值要記錄)。
(7)各圈安裝后,拆除卡具時,不得損傷母材,如有損傷,按規定程序進行修補和檢查確認。
(8)重點檢查底圈壁板組裝圓半徑的計算是否考慮了每條縱向焊縫焊接收縮量、縱向焊縫數、基礎坡度角。
(9)組裝底圈壁板時,在壁板與擋板之間要求增加組裝墊板,以控制焊接變形和移位發生。底圈壁板調整合格后抽取組裝墊板,進行縱向焊縫焊接。
(10)逐圈監控工程承包商按排版圖畫出上圈壁板縱向焊縫在下圈壁板上的安裝位置線是否正確。為了防止組裝偏差超標和焊接位移,應在上下壁板上安裝龍門板,利用備杠固定和調整上圈壁板,備杠間距控制在2 m范圍內效果較理想。
(11)壁板上的加強圈應在本圈壁板縱向焊縫和本圈壁板與下圈壁板的環向焊縫焊接完成并經無損檢測合格后組對,在上圈與本圈壁板間的環向焊縫焊接后再進行焊接。
(12)嚴格控制底圈壁板與邊緣板的組對焊接程序,是保證整個罐體穩定和幾何尺寸的關鍵,應做好5項控制:①按底圈壁板焊后實際周長,換算出底圈壁板內半徑,以檢查圓為基準進行底圈壁板與罐底板的組對,組對定位焊宜在罐外側進行;②組對后,在罐內側安裝斜撐,斜撐的長度應按焊機外形尺寸確定;③再焊接底圈壁板與邊緣板的角焊縫;④底圈壁板與邊緣板焊接后,將邊緣板未焊接部分找平并焊接;⑤組對邊緣板與中幅板并焊接,焊接后拆除斜撐。
7 焊接工藝控制
(1)低溫鋼焊接施工工藝是焊接作業的重點環節,施焊參數的穩定是保證焊縫質量的前題條件,施焊環境的控制是減少焊縫缺陷的有效控制條件。因此焊接施工工藝控制要點有以下內容,見表4。
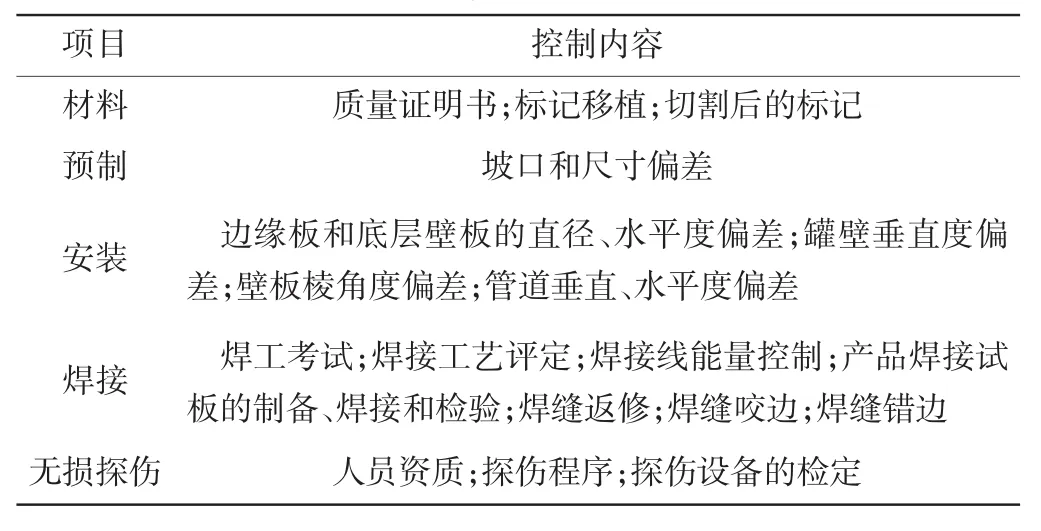
表4 焊接及工藝安裝過程控制主要質量控制點
(2)低溫鋼管道底層焊道應有采用鎢極氬弧焊,并宜在管內充氬氣或采用其他背面保護措施。
(3)每條焊縫要求一次連續焊完,若因故被迫中斷,應根據工藝要求采取緩冷措施防止裂紋的產生,繼續施焊前必須對焊縫進行檢查,確認無裂紋后方可按原工藝施焊。
(4)焊接時,不得在焊件表面引弧、收弧和試驗電流。
(5)根據確定的焊接工藝評定結果需進行后熱處理的低溫鋼,焊后應立即對焊接接頭進行均勻加熱,加熱溫度和保溫時間應按焊接工藝說明書的要求進行。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中國生殖健康(2019年2期)2019-08-23 08:12:08
制造技術與機床(2018年12期)2018-12-23 02:40:58
產品可靠性報告(2017年7期)2017-09-05 09:49:12
制造業自動化(2017年2期)2017-03-20 14:26:13
汽車觀察(2016年3期)2016-02-28 13:16:26