鍍鋅后浸涂封閉劑對鍍層性能影響的研究
2011-12-06 14:01:24趙黎寧唐作琴曹銀春吳志勇
電鍍與精飾 2011年10期
關鍵詞:工藝
趙黎寧, 唐作琴, 曹銀春, 吳志勇
(中國工程物理研究院機械制造工藝研究所, 四川綿陽621900)
鍍鋅后浸涂封閉劑對鍍層性能影響的研究
趙黎寧, 唐作琴, 曹銀春, 吳志勇
(中國工程物理研究院機械制造工藝研究所, 四川綿陽621900)
為進一步提高鍍鋅層在不同環境下的使用性能,通過摩擦磨損試驗、中性鹽霧試驗,發現鍍鋅零件在氰化鍍鋅后增加浸涂封閉劑工序,能有效封閉鍍層表面的微孔,提高零件的抗腐蝕能力;同時能降低鍍層表面的摩擦系數和摩擦力,從而抑制磨損,能有效提高鍍鋅層的耐磨、耐蝕性能及產品的抗變色性能,顯著延長零件的使用壽命。
封閉劑;鹽霧試驗;摩擦磨損
引 言
鍍鋅作為典型的防護性鍍層,在電鍍工藝中占有重要的地位。目前在國內制造行業中鍍鋅產量約占電鍍總產量的50%左右。該鍍種具有工藝簡單、操作性好、鍍層有良好的經濟防腐性能等特點,已廣泛應用于航空航天、汽車、摩托車、電子通訊及計算機制造等領域。但是,由于鋅鍍層的耐磨性能較低,以及在惡劣環境條件下還有待提高的耐腐蝕性能又限制了其進一步應用。為了改善鍍鋅層的綜合性能,人們在鍍鋅前處理工序、電鍍電源、電鍍槽液及添加劑等方面進行了多項改進。近年來又在鍍鋅后處理工藝方面開展了新工藝的研究應用;其中鍍鋅后浸涂防護劑技術,由于工藝效果明顯已逐漸被同行認同[1]。試驗發現鍍鋅封閉劑能有效封閉鍍層表面的微孔,提高零件的抗腐蝕能力;同時能降低鍍層表面的摩擦系數和摩擦力,從而抑制磨損,顯著延長零件的使用壽命。
本文針對鍍鋅后浸涂封閉劑的工藝進行了研究,分析了鍍后封閉對鍍層耐蝕性和耐磨性的影響作用,并通過相關試驗驗證其工藝改進后的效果。
1 實驗方法
1.1 鍍鋅及鈍化工藝
工藝流程:有機溶劑清洗→電化學除油→酸洗除銹→氰化鍍鋅→硝酸出光→六價鉻鈍化。
鍍鋅和鈍化的工藝條件如下:
1)鍍鋅:35~40 g/L ZnO;90~100 g/L NaCN;60~70 g/L NaOH;5~10 g/L Na2S;Jκ為 0.5~5 A/dm2;θ為室溫;Aκ∶Aa=1∶2。
2)鈍化:150~180 g/L CrO3;15~20 g/L H2SO4;25~30 g/L HNO3;θ為室溫;t(溶液中5~8s,空氣中5 ~8s)。
1.2 試件浸涂封閉劑前處理
1.2.1 鍍鋅后清洗
鍍鋅后的零件,必須用流動冷水徹底清洗,并用純凈水作為最后的清洗。目的是徹底去除鍍件表面殘留的鍍液,使鍍層表面潔凈,不至于因污染而降低鍍層的抗蝕性,并且清潔的表面有利于浸涂封閉劑,避免浸涂封閉劑后零件表面發花現象[2]。
1.2.2 烘干處理
零件鍍鋅后進行烘干處理(50~60℃,10~15min),不但能使鍍層孔隙中殘留的水分被完全烘干,利于鍍層充分鈍化,使鍍層的抗變色能力有一定提高,在一定程度上增強鍍層與基體的結合力,而且有益于封閉劑的均勻浸涂[3]。
1.3 鍍鋅后浸涂封閉劑工藝
選擇鍍鋅浸封閉劑工藝的依據來自于鍍鋅層三價鉻鈍化工藝,目前民用電子產品和出口電子產品的鍍鋅零件,因為按照相關規定鍍層不能含六價鉻,所以鋅層鈍化都是采用三價鉻鈍化工藝,但若是在鈍化后不進行封閉處理,鋅層的耐鹽霧能力很差,當采用封閉處理以后,三價鉻鈍化后的鋅層耐鹽霧能力有明顯提高[1]。通過市場調查,采用了以下兩種封閉劑進行實驗。301B鍍鋅鈍化封閉劑(外購),SZ-2003鍍鋅封閉劑(外購)。
實驗的工藝流程:鍍鋅鈍化→浸涂封閉劑前處理→浸涂封閉劑→熱風吹干→烘干。
浸涂封閉劑的工藝條件為:
HKS-301B封閉劑 θ浸涂=20~60℃;t浸涂=10~60s;pH=8.0 ~ 9.0;θ烘干=60 ~ 80℃;t烘干=10 ~30min。
SZ-2003封閉劑 θ浸涂=20 ~50℃;t浸涂=30 ~80s;pH=7.5 ~ 8.5;θ烘干=30 ~ 60℃;t烘干=10 ~20min。
1.4 性能測試
將未浸涂封閉劑的試樣和分別浸涂了兩種封閉劑的試樣排列在一起,開展樣件的中性鹽霧試驗,同時取樣在CSM精密摩擦、磨損試驗機上進行了樣件耐磨損試驗,所有樣件鍍鋅層厚度選擇10~12μm。
鹽霧試驗參照GB/T1025-1997的要求進行;
摩擦磨損試驗方法:采用BO11-on-Disk模式,對磨球為d=6mm的GCr15球,載荷1N,磨損半徑:6mm,線速度:6cm/s、角速度 95rad/s、磨損周次:5 000。
2 結果與討論
2.1 試件涂層的抗鹽霧性能
2.1.1 鍍鋅鈍化層涂封閉劑耐鹽霧性能試驗
圖1為鍍鋅樣件浸涂不同封閉劑試樣(c)、(b)和未浸涂封閉劑試樣(a)的鹽霧試驗后表面照片。
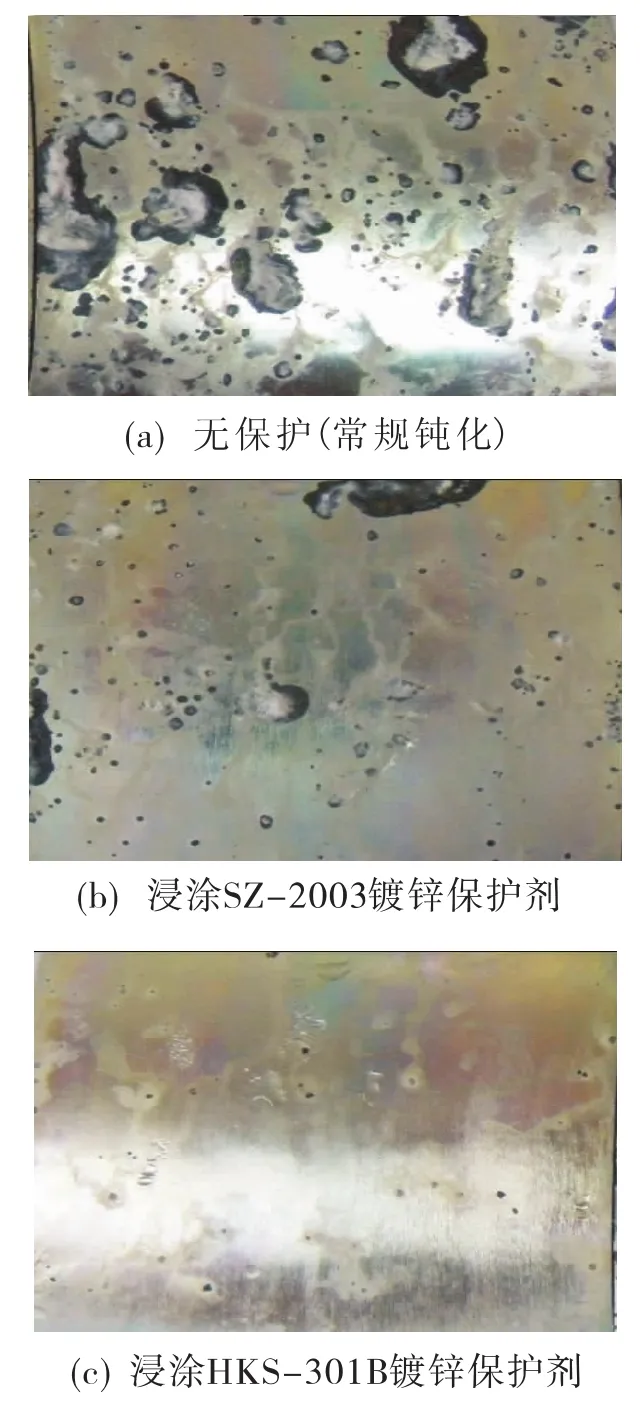
圖1 鹽霧試驗580h后樣片外觀
試件經過580h的耐鹽霧情況分析,(a)試樣出現大面積黑斑,(b)試樣出現局部黑斑,(c)試樣基本無黑斑,但存在局部鈍化膜退色現象。可以看出不同型號的鍍鋅封閉劑,其耐蝕性能明顯不同,浸涂HKS-301B鍍鋅封閉劑的試樣耐鹽霧性最優。
2.1.2 中性鹽霧試驗腐蝕評級
試驗結果的腐蝕評級如表1所示。
腐蝕評級說明,三種鍍鋅試件均滿足國軍標防腐要求,但浸涂封閉劑可以更進一步提高鍍層的防腐蝕性能。

表1 試樣NSS試驗后的腐蝕評級
2.2 試件涂層的耐磨損性能
摩擦磨損試驗是為了考證鍍鋅件浸涂封閉劑后在一定外力作用下的耐磨損能力。測試結果如圖2、圖3所示
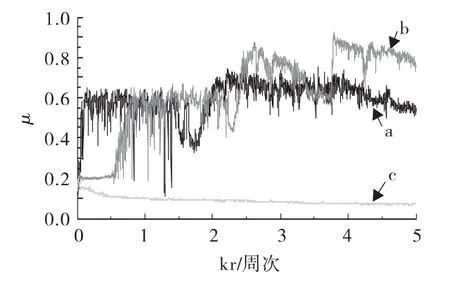
圖2 樣品磨損周期內的摩擦系數曲線
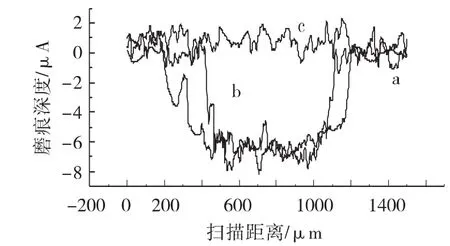
圖3 樣品經磨損試驗后產生磨痕的橫截面形貌
從圖2樣品在1N載荷經5 000周次磨損的摩擦系數曲線,可以看出樣品b在磨損中有涂層失效過程:在0~500周次過程中,摩擦系數保持在0.2左右,500轉后摩擦系數開始突變,達到0.6左右,同時在后期的磨損過程中有多次摩擦系數突變過程。樣品a為無封閉劑的樣品,體現為基材的磨損特征,摩擦系數在0.6左右。樣品c表現出優異的耐磨損過程,摩擦系數平滑且無突變,保持在0.1左右。
樣品經過5 000周次的磨損后,利用AMBIOS XP-2 PROFILE METER測試了磨痕橫截面形貌。圖3為樣品經5 000周次磨損后產生磨痕的形貌,可以看出樣品C磨損很小,磨痕形貌信息均來自于樣品本身表面粗糙度,沒有發生明顯的磨損,樣品A、B經5 000周次磨損后,形成明顯的磨痕,經過計算,樣品經過5 000周次磨損后的磨痕寬度、磨損率如表2、表3所示。
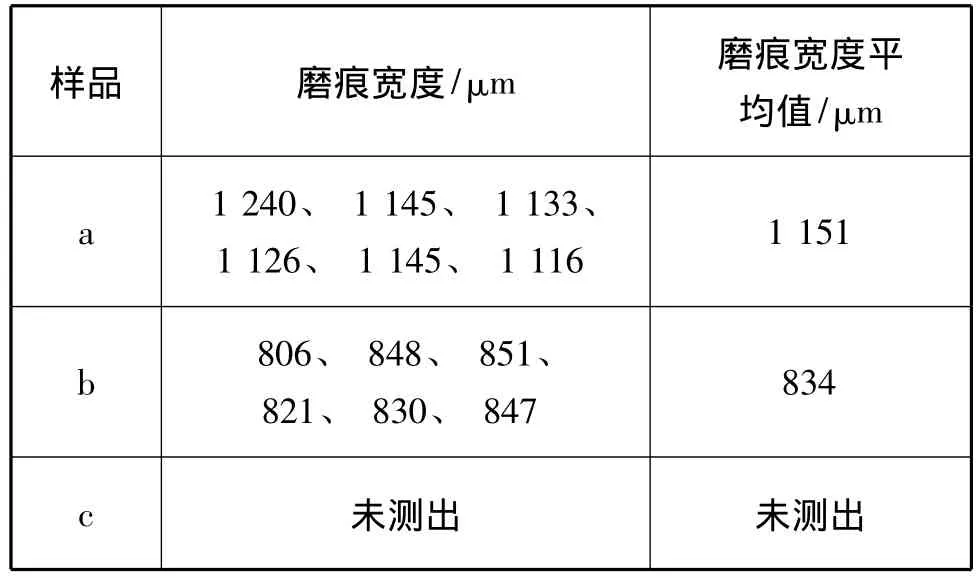
表2 樣品經過5 000周次磨損后的磨痕寬度
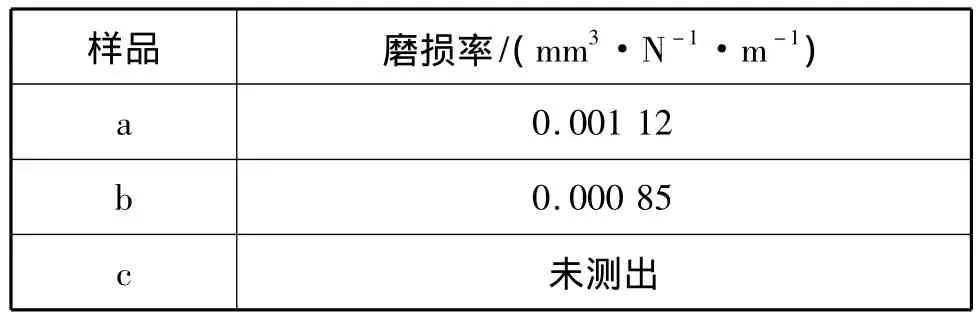
表3 樣品經過5 000周次磨損后的磨損率
試驗結果表明,樣品c的耐磨損性能優于樣品b及樣品a,樣品b的耐磨損性能優于樣品a,即鍍鋅鈍化層浸涂封閉劑后耐磨損性能得到了顯著提高,并且不同的封閉劑其耐磨損性能不盡相同。
3 結論
1)鍍鋅后浸涂封閉劑可以顯著提高鍍鋅層的耐鹽霧性及耐磨損性能;
2)保護劑干燥后膜層透明,對鈍化膜的色澤影響不大,能滿足使用要求;
3)不同廠家生產的保護劑,其防護性能不同,需通過試驗進行選擇;
4)零件鍍鋅鈍化后的清洗質量不合格,不但影響鍍層的防腐能力,而且不利于浸涂封閉劑。
[1]沈涪.接插件電鍍[M].國防工業出版社,2007:78-86.
[2]王鴻建.電鍍工藝學[M].哈爾濱工業大學出版社,1995:68-72.
[3]李國英.表面工程手冊[M].機械工業出版社,2001:50-55.
Effect of Dipping Sealant on the Performance of Zinc Coating
ZHAO Li-ning,TANG Zuo-qin,CAO Yin-chun,WU Zhi-yong
(Institute of Manufacturing Technology, China Academy ofEngineering Physics, Mianyang 621900,China)
In order to improve the performance of zinc coating under different conditions,tribological and neutral salt spray tests were conducted for the zinc coating dipped with sealant.The results showed that the treatment of dipping sealant after cyanide zinc plating could cover the micropores on the coating surface,and the corrosion resistance and color stability of coating were improved.Meanwhile,the friction force and friction coefficient of coating were reduced,and the service life was extended.
sealant;salt spray test;friction and wear
O643
A
1001-3849(2011)10-0040-03
2011-04-18
2011-05-11
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52