層流等離子在焊接中的應(yīng)用研究
2018-11-09 11:11:26駱德陽譚志成
電焊機(jī) 2018年10期
關(guān)鍵詞:焊縫
劉 琦 ,曾 亮 ,駱德陽 ,譚志成
(1.西南交通大學(xué)材料科學(xué)與工程學(xué)院,四川成都610031;2.成都德瑞斯可科技有限公司,四川 成都610037;3.成都真格科技有限公司,四川 成都 611930)
0 前言
層流等離子是一種良好的新型熱源,與普通等離子相比,對空氣卷吸極少,具有弧長長和可控性好等特點(diǎn)[1-2]。由于層流等離子具有獨(dú)特的優(yōu)勢,國內(nèi)外很多學(xué)者對層流等離子在熱加工領(lǐng)域的應(yīng)用展開了深入研究。中科院潘雄等人進(jìn)行了層流等離子噴涂實(shí)驗(yàn)[3];中國科技大學(xué)朱曉東、王建龍等人研究了基于層流等離子的金屬快速成型制造[4];此外,東南大學(xué)王興松、周國陽和張兵等人研究了非轉(zhuǎn)移弧層流等離子切割技術(shù)[5]。
雖然層流等離子在噴涂、切割和金屬熱處理等方面有一些應(yīng)用研究,但在焊接領(lǐng)域的應(yīng)用研究尚未見報(bào)道。在此對層流等離子在焊接領(lǐng)域的應(yīng)用展開研究。
1 層流等離子簡介
層流等離子與湍流等離子射流長度對比如圖1所示。可以看出,層流等離子射流長度遠(yuǎn)遠(yuǎn)超過普通等離子。目前焊接領(lǐng)域所應(yīng)用的等離子大多為普通等離子,其電弧由于經(jīng)過壓縮作用,具有電弧溫度高、能量更加集中等特點(diǎn),但普通等離子處于湍流狀態(tài),弧長較短,一般為10~20 mm,運(yùn)用于焊接時存在可焊厚度有限的情況。
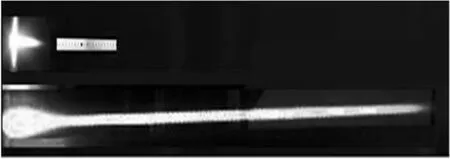
圖1 層流與湍流射流長度對比
而處于層流狀態(tài)下的等離子準(zhǔn)直性強(qiáng),弧長可達(dá)200 mm,且其電弧溫度梯度低于普通等離子,在中厚板焊接中具有潛在優(yōu)勢。此外,層流等離子可以在遠(yuǎn)距離(100 mm)下實(shí)現(xiàn)轉(zhuǎn)移弧的起弧,適用于需要在較遠(yuǎn)距離下進(jìn)行焊接的場所。綜上所述,層流等離子在焊接領(lǐng)域有一定的應(yīng)用前景。
2 層流等離子焊接
傳統(tǒng)的等離子焊接模式分為熔入型焊接和小孔型焊接,本研究首先按照這兩種焊接模式對層流等離子進(jìn)行焊接試驗(yàn),對層流等離子在焊接領(lǐng)域的應(yīng)用進(jìn)行初步探索。試驗(yàn)設(shè)備由成都真格科技有限公司的層流等離子設(shè)備及配套的移動平臺組成。層流等離子發(fā)生器示意如圖2所示。
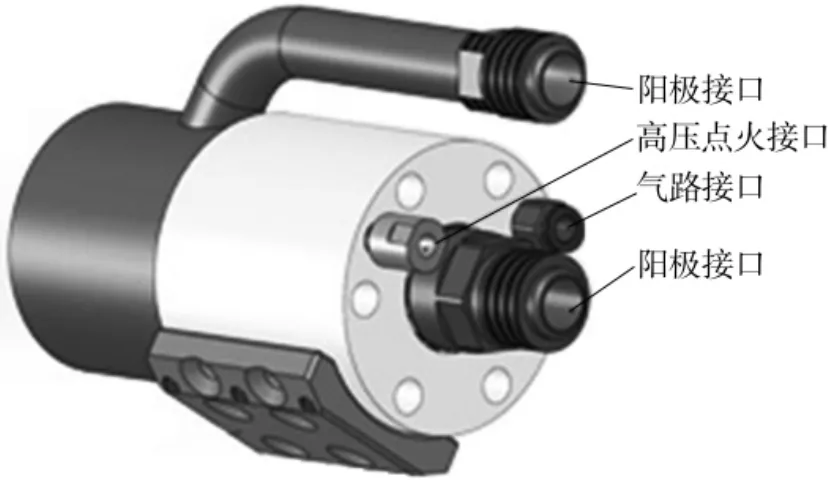
圖2 層流等離子發(fā)生器示意
2.1 層流等離子熔入型焊接
用層流等離子對12 mm厚Q235A鋼板進(jìn)行熔入型焊接試驗(yàn),具體參數(shù)如表1所示,試驗(yàn)中所用等離子氣體均為純Ar;焊縫外觀和焊接接頭斷面形貌如圖3所示。
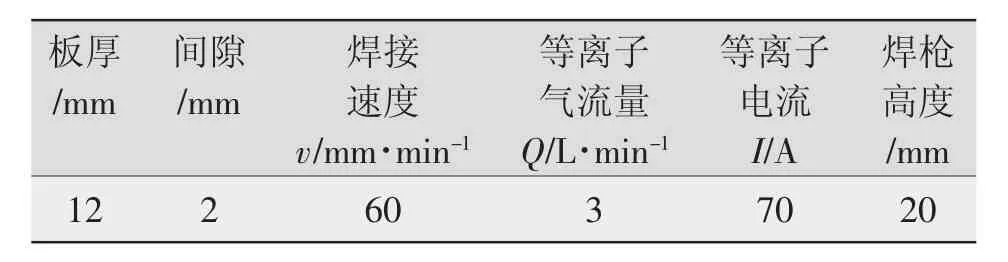
表1 焊接工藝參數(shù)
由圖3a可知,層流等離子熔入型焊接可以形成一條連續(xù)的焊縫。由圖3b可知,層流等離子熔入型焊接可以形成熔深9 mm,熔寬約9mm的焊接接頭。這表明層流熔入型焊接具有形成焊縫的能力。此時焊縫斷面呈杯狀型,與TIG焊類似。但由于層流等離子電弧能量密度高,形成熔深的能力大于TIG焊,因此層流等離子熔入型焊接中焊縫的深寬比較好。但層流等離子設(shè)備造價較高,在工業(yè)應(yīng)用中與TIG焊相比沒有太大優(yōu)勢。
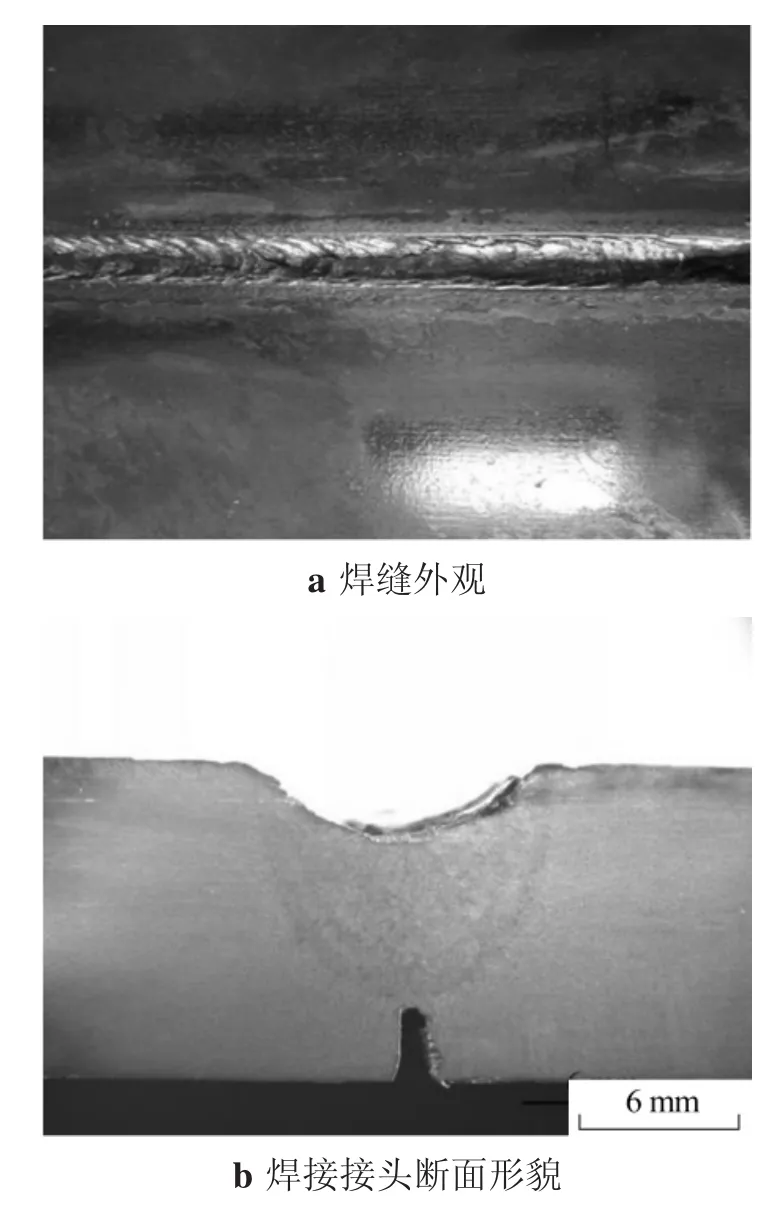
圖3 焊縫外觀和焊接接頭斷面形貌
2.2 層流等離子小孔型焊接
用層流等離子對12 mm厚Q235A鋼板進(jìn)行小孔型焊接試驗(yàn),結(jié)果如圖4所示。

圖4 小孔型焊接
由圖4可知,與普通等離子不同,層流等離子電弧直徑(5 mm)大于普通等離子(1~3 mm),導(dǎo)致層流等離子電弧能量密度低于普通等離子電弧,在短時間內(nèi)熔透工件難度較大,需要經(jīng)過較長時間加熱。而經(jīng)過長時間加熱熔透工件后形成的孔徑較大,導(dǎo)致在焊接過程中熔池表面張力不能很好地平衡液態(tài)金屬的重力和等離子流力,小孔的連續(xù)性得不到保證。這表明在現(xiàn)有條件下,與普通等離子不同,層流等離子難以實(shí)現(xiàn)小孔型焊接。
2.3 層流等離子熔壁型焊接
本研究在兩種傳統(tǒng)焊接模式探索的基礎(chǔ)上,利用層流等離子電弧溫度高、準(zhǔn)直性好的特點(diǎn),提出了層流等離子熔壁型焊接方法,其焊接原理如圖5所示。具體為保留一定間隙,通過熔化板材的側(cè)壁形成熔池,熔融的液態(tài)金屬依靠表面張力隨著層流等離子電弧的向前移動逐漸凝固形成焊縫。
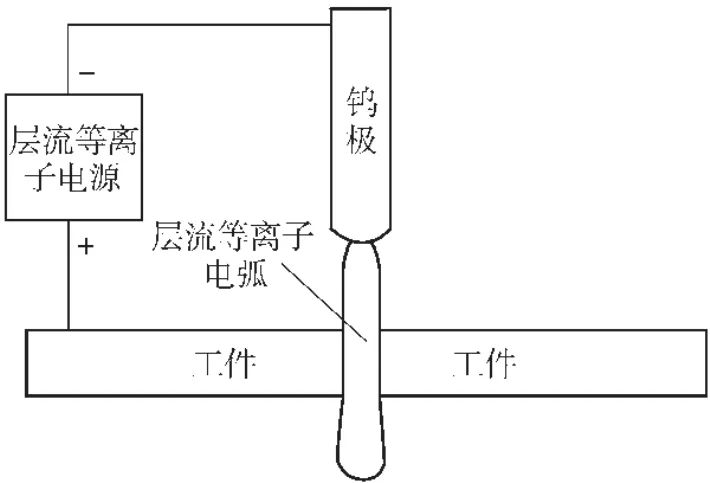
圖5 層流等離子熔壁型焊接原理示意
用層流等離子對12 mm厚Q235A鋼板進(jìn)行熔壁型焊接試驗(yàn),具體參數(shù)如表2所示,焊接接頭斷面形貌如圖6所示。
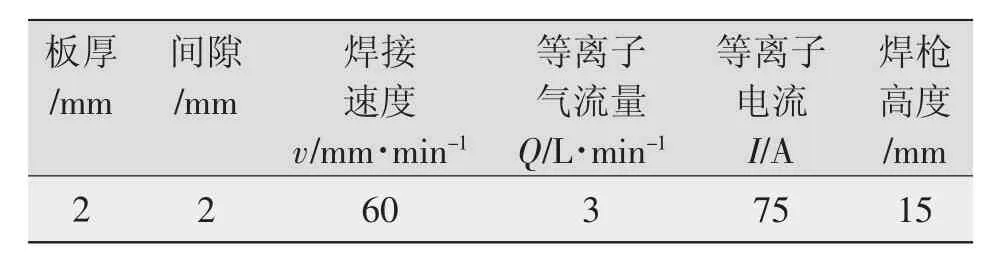
表2 焊接工藝參數(shù)
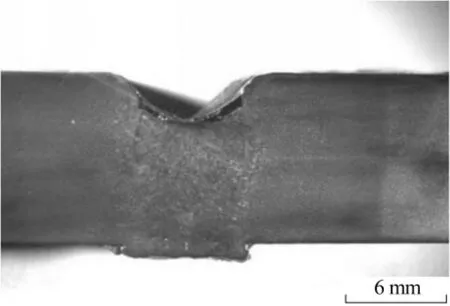
圖6 焊接接頭斷面形貌
由圖6可知,試件焊接接頭中不存在未熔合和裂紋等缺陷,但存在焊縫表面凹陷現(xiàn)象。這是由于在焊接過程中部分熔池金屬下淌所致。此外,當(dāng)焊槍高度為15 mm時,可以形成熔深10 mm、熔寬約7 mm的焊縫,且不同于普通等離子焊接形成的接頭,焊縫中熔寬大小上下幾乎一致。這表明層流等離子的準(zhǔn)直性良好,通過層流等離子熔壁型焊接模式可以焊接12 mm甚至更厚的鋼板。
3 層流等離子-MIG復(fù)合焊
層流等離子熔壁型焊接形成的焊縫中存在焊縫表面凹陷現(xiàn)象,需要填充金屬才能形成一條完整的焊縫。本研究采用層流等離子-MIG復(fù)合焊的方法對12 mm厚Q235A鋼板進(jìn)行焊接,利用層流等離子提高熔深、提高M(jìn)IG焊焊縫金屬填充量,達(dá)到復(fù)合焊的焊接效果。在試驗(yàn)過程中發(fā)現(xiàn),當(dāng)MIG電弧與層流等離子電弧在一條直線上復(fù)合時(其中層流等離子電弧在前,MIG電弧在后),很難形成一條良好的焊縫。這是由于層流等離子能量密度低于普通等離子,在復(fù)合焊過程中,MIG焊熔化的液態(tài)金屬往前流動,會對層流等離子電弧熔透鋼板造成影響,很難保證焊縫的連續(xù)性。
為了驗(yàn)證層流等離子-MIG復(fù)合焊的可行性,采用MIG焊從焊縫側(cè)面送絲,以減少M(fèi)IG焊對層流等離子電弧熔透鋼板的影響,其焊接原理如圖7所示,此時層流等離子電弧垂直于工件在前燃燒,MIG電弧在從焊縫側(cè)面送絲的情況下緊跟層流等離子電弧燃燒,焊絲在層流等離子電弧和MIG電弧共同加熱的情況下形成金屬液滴進(jìn)入熔池。
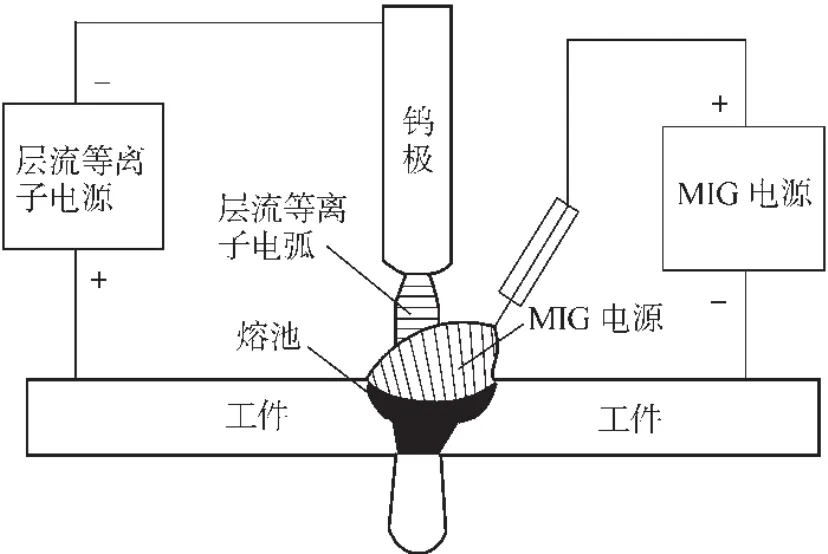
圖7 層流等離子-MIG復(fù)合焊焊接原理示意
層流等離子-MIG復(fù)合焊工藝參數(shù)如表3所示,等離子氣體和MIG保護(hù)氣體均為純Ar,焊槍高度為等離子焊槍距離工件的距離。焊接接頭斷面形貌如圖8所示。由圖8可知,通過層流等離子-MIG復(fù)合焊可以在鋼板對焊中形成一條完整的焊縫,解決了層流等離子熔壁型焊接中需要填充焊縫金屬的問題。也證明了層流等離子電弧可以與MIG電弧相結(jié)合完成焊接過程。
4 結(jié)論
(1)層流等離子熔入型焊接具有形成焊縫的能力。

表3 焊接工藝參數(shù)
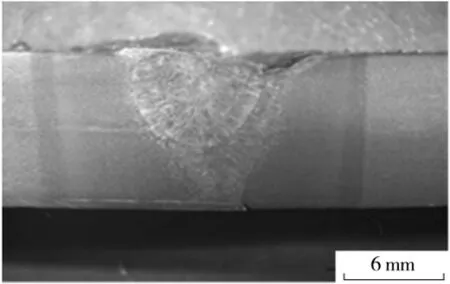
圖8 焊接接頭斷面形貌
(2)在目前條件下,與普通等離子不同,層流等離子難以實(shí)現(xiàn)小孔型焊接。
(3)層流等離子熔壁型焊接在焊接12 mm厚Q235A鋼板中可以形成熔深10 mm,熔寬約7 mm的焊縫,且熔寬上下幾乎一致。
(4)層流等離子能夠和MIG焊一起實(shí)現(xiàn)復(fù)合焊。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07
