鋼鋁自沖鉚接工藝過程仿真與實驗研究
2018-11-09 11:11:28張永強伊日貴鞠建斌
電焊機 2018年10期
關鍵詞:工藝
張永強 ,伊日貴 ,付 參 ,鞠建斌 ,趙 陽 ,梁 端
(1.首鋼技術研究院,北京100043;2.上海信聚信息技術有限公司,上海200127;3.安徽巨一自動化裝備有限公司,安徽合肥230000)
0 前言
汽車輕量化是實現節能減排的重要途徑,是世界汽車技術的發展趨勢[1]。鋁合金零部件的應用將大幅減輕整車質量,全鋁車身能夠使汽車整體質量減少50%。但是,高制造成本和復雜的生產工藝等因素限制了全鋁車身的開發和應用。鋼鋁混合車身是未來汽車發展的主要方向。由于金屬間脆性化合物的生成,傳統電阻點焊無法實現鋼與鋁合金的連接,當前SPR自沖鉚接是鋼板和鋁板連接的主要方式。目前,SPR技術已成為歐美高端車型制造中的關鍵連接技術之一,如福特F150鋼鋁混合車身使用了3 000個自沖鉚釘。
天津大學[2]、昆明理工大學[3]進行了自沖鉚試驗研究;華東交通大學[4]研究了鋁合金自沖鉚接過程數值模擬;上海交通大學[5]采用試驗手段研究了鉚速對鋼鋁自沖鉚接接頭成形性能的影響。本研究主要采用仿真手段研究鋼鋁自沖鉚接工藝過程,并與實驗結果進行對比分析。
1 自沖鉚接過程
自沖鉚接工藝過程如圖1所示。壓邊圈向下壓緊板料;上模向下運動,帶動鉚釘向下刺穿上層板料;在上模和下模的共同作用下,鉚釘腿部逐漸張開,嵌入到下層板中,與下層板形成互鎖結構,形成連接。
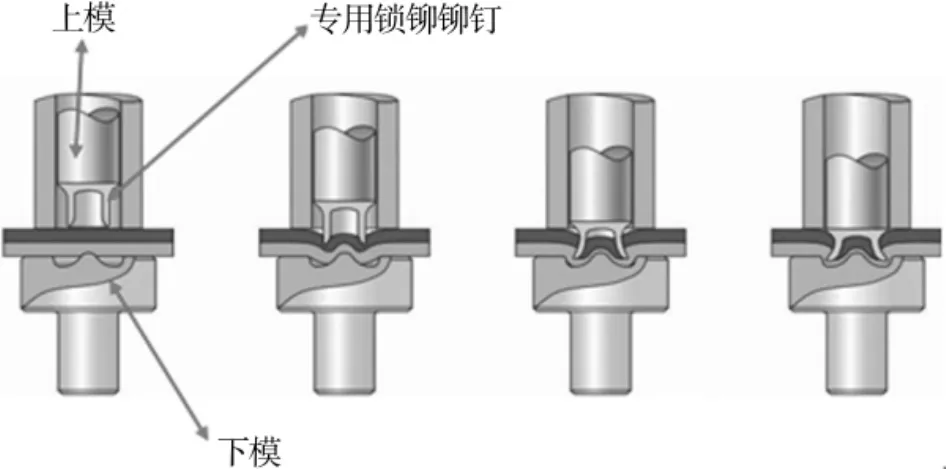
圖1 SPR工藝過程示意
2 SPR模擬及結果
本研究主要基于SORPASR2D.joining軟件,對自沖鉚工藝過程進行數值模擬。軟件采用有限元算法用于機械連接過程的模擬仿真,包括前處理、求解器、后處理以及材料數據庫。
2.1 有限元模型
基于SPR工藝過程中鉚釘、上模、下模、壓邊圈的軸對稱結構,為提升計算速度,僅對其一半進行模擬,模型如圖2a所示;后期顯示仿真結果時,以對稱方式自動補齊另一半。自沖鉚工藝為鋼板在上、鋁板在下,上模壓下速度為100 mm/s,鉚釘為C5.3x5.0H4,模具為M260406,上層為0.8mm厚CR 2+Z鋼板,下層為2.0 mm厚6111鋁合金板。為兼顧計算速度和精度,網格單元數為1 037個,如圖2b所示,其中鉚釘腿部、鉚釘下方板材有限元網格劃分較細,其他部位網格劃分較粗。
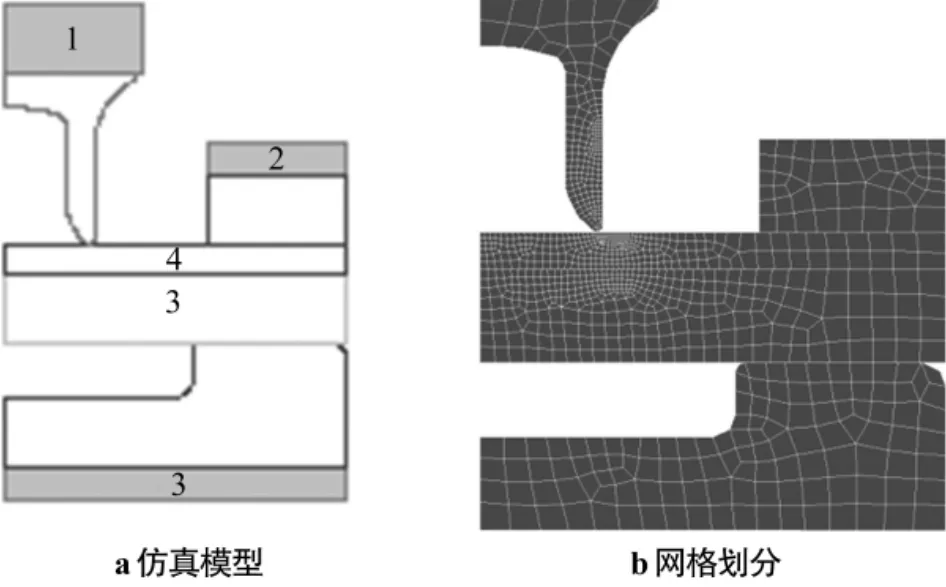
圖2 SPR仿真模型及網格劃分
2.2 仿真結果與分析
基于仿真結果,自沖鉚接工藝過程如圖3所示。上模以100 mm/s的速度向下移動,鉚釘隨上模下壓,在壓力作用下,上層鋼板和下層鋁板均發生向下的變形,鉚釘腿部刺入上層鋼板(見圖3a);在仿真工況下,22 ms時鉚釘刺穿上層鋼板(見圖3b);隨后鉚釘繼續向下刺入下層鋁合金(見圖3c);隨著鉚釘繼續下移,鉚釘腿部逐漸張開,并嵌入下層鋁板中(見圖3d);當鉚釘上表面與鋼板上表面平齊時,仿真過程結束(見圖3e)。
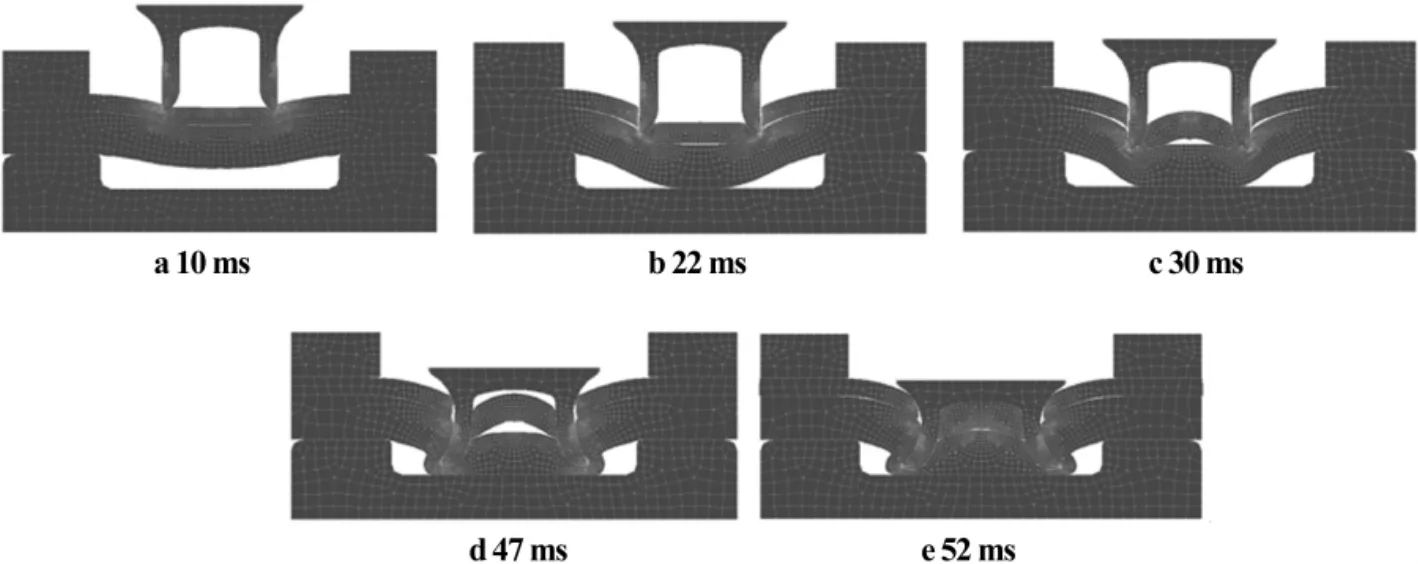
圖3 自沖鉚接過程模擬結果
通過仿真得到的SPR接頭斷面形貌如圖4所示,底切量和底部厚度分別為0.91 mm和0.23 mm。
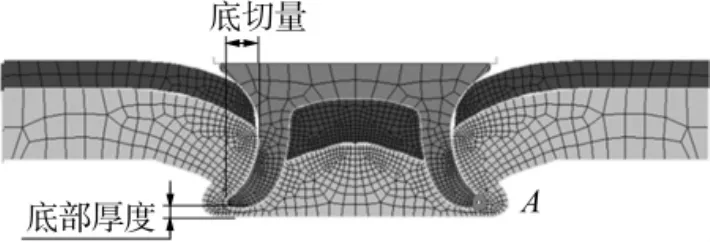
圖4 鋼鋁自沖鉚接仿真結果
自沖鉚接過程的應力、應變云圖如圖5所示。可以看出,鉚釘腿部應力最高,鉚釘腿部附近下層鋁合金板的應變最大。
鉚釘腿(圖4中的A點)在深度方向的位置變化如圖6所示。可以看出,在0~47 ms,鉚釘角在深度方向的位移隨時間基本呈線性變化,其移動速度與上模移動速度相近,約100 mm/s;在自沖鉚接后期(47~52 ms),鉚釘腿在深度方向的移動速度明顯下降。鉚釘腿在徑向的拓張如圖6所示。可以看出,在 0~30ms,鉚釘腿在徑向的拓張很小;在 30~52ms,鉚釘腿在徑向拓張速度急劇增加,與下層板之間形成互鎖結構。
圖5 鋼鋁自沖鉚接應力應變云圖
圖6 鉚釘腿在深度及徑向位移時間曲線
自沖鉚接過程的載荷-時間曲線如圖7所示。可以看出,在鉚釘腿刺入上層鋼板過程中,載荷快速增加至7 kN;隨后在鉚釘腿刺穿上層鋼板、刺入下層鋁板以及鉚釘角擴張初期,載荷緩慢上升;直至47 ms鉚釘腿向深度方向的移動速度急劇下降后,載荷急劇增加,最終達到最大值34.2 kN。
通過上述模擬分析得出結論:鉚釘隨上模一同向下運動,刺入上層鋼板;至22 ms時,鉚釘刺穿上層鋼板;鉚釘刺入下層鋁板,至30 ms鉚釘形狀無明顯變化;隨后鉚釘腿刺入深度增加的同時,開始沿徑向加速擴張;至47 ms時,鉚釘角深度方向的刺入速度明顯放緩,主要以徑向擴張為主,此時載荷急劇增加。
圖7 鋼鋁自沖鉚接載荷-時間變化曲線
3 試驗結果與分析
為驗證仿真結果的準確性,基于Tucker設備,采用與模擬相同的條件進行工藝試驗,即選用C5.3x 5.0H4鉚釘、M260406模具進行0.8 mm CR2+Z鋼板和2.0 mm 6111鋁合金的連接。對SPR自沖鉚接頭進行斷面分析,測量頭部高度、底切量和底部厚度。
試驗結果如表1所示,底切量最小值0.8 mm,最大值0.885 mm,均值0.83 mm;底部厚度最小值0.26mm,最大值0.38mm,均值0.3mm。與仿真結果對比可知:仿真結果與實測數據的均值差異較小,仿真結果位于試驗數據波動范圍內。仿真與試驗結果差異的主要原因為:試驗過程中設定鉚釘頭部高度為0 mm,而鉚釘頭部高度的實測值為-0.19~-0.28 mm,與設定值和仿真條件存在一定差異。
4 結論
(1)采用SORPAS軟件對DX52D+Z鋼板與6111鋁合金自沖鉚接過程進行數值模擬發現,30 ms前鉚釘形狀無顯著變化、主要刺入鋼鋁材料;30~47ms時,向下刺入鋁合金的同時鉚釘腿加速擴張;47 ms后鉚釘腿迅速擴張、載荷急劇增加。

表1 鋼鋁自沖鉚接試驗結果
(2)模擬計算得到了底切量和底部厚度分別為0.91 mm、0.23 mm,與試驗結果 0.83 mm、0.30 mm 接近,驗證了鋼鋁自沖鉚接仿真的有效性。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
