工藝參數對5083/6082鋁合金攪拌摩擦焊T型接頭組織與性能的影響
2018-11-09 11:11:28何廣忠屈志軍李文曉
電焊機 2018年10期
劉 杰 ,何廣忠 ,屈志軍 ,李文曉 ,吉 華
(1.中車長春軌道客車股份有限公司,吉林 長春 130062;2.航天工程裝備(蘇州)有限公司,江蘇蘇州100145)
0 前言
T型接頭是軌道車輛高速動車組等鋁合金車體制造領域中廣泛應用的接頭形式,尤其在司機室部件中幾乎90%以上焊縫均采用T型接頭設計。T型接頭設計結合MIG焊工藝,有效提高了壁板穩定性,但整個構件的表面質量還不夠理想[1]。目前采用的熔焊段焊工藝方法解決了一部分焊接變形問題,但是客戶對產品外觀平整度和易于制造復雜美觀曲面車體的需求越發引起重視[2-4]。
攪拌摩擦焊技術(FrictionStirWelding,簡稱FSW)憑借其高質、高效、節能及環保等技術優勢,已在國內外各制造領域中得到廣泛應用[5-7]。隨著FSW技術衍生新技術的拓展應用,T型接頭FSW工藝還處于試驗階段[8-12],加快T型接頭FSW的工程應用,將具有一定的研究和應用價值。
本研究選用高速列車鋁合金司機室用4mm+8mm板厚5083-O/6082-T6的板材組合異質材料,采用T型接頭結構設計,通過改變焊接轉速及焊接速度,重點研究攪拌摩擦焊工藝參數對T接頭組織和性能的影響,為加快鋁合金車體攪拌摩擦焊應用生產提供理論支撐。
1 試驗材料和方法
試驗用鋁合金為4 mm厚的5083-O壁板板材和8 mm厚的6082-T6筋板板材,化學成分如表1所示。板材尺寸規格分別為4 mm×600 mm×150 mm和8 mm×600 mm×150 mm,組配成T型接頭形式進行焊接工藝試驗。
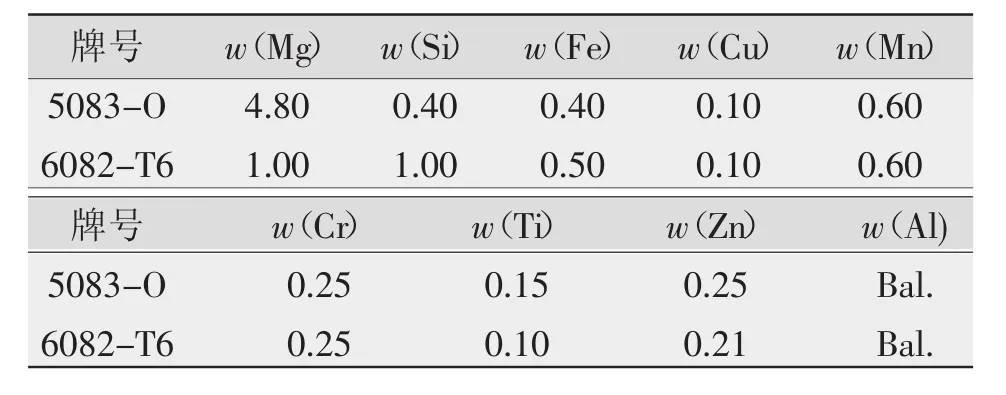
表1 鋁合金化學成分%
焊接試驗在攪拌摩擦焊專用設備上進行,采用設計專用攪拌頭,攪拌頭軸肩20 mm、針長6 mm及頂端直徑為5.5 mm,焊接前傾角2.5°[13]。為了研究工藝參數因素對鋁合金T型接頭攪拌摩擦焊組織性能的影響,除考慮焊接轉速與焊接速度變化之外,其他工藝因素一致,選擇15組焊接工藝參數如表2所示。
焊接試驗完成后,機加制取金相、拉伸、彎曲試樣。拉伸試驗在室溫條件下,在CMT4304型電子萬能試驗機上分別進行T方向和L方向拉伸試驗,加載速率10 mm/min,L方向拉伸試驗示意如圖1所示;彎曲試驗示意如圖2所示,通過彎曲斷裂角度評價接頭的彎曲性能。
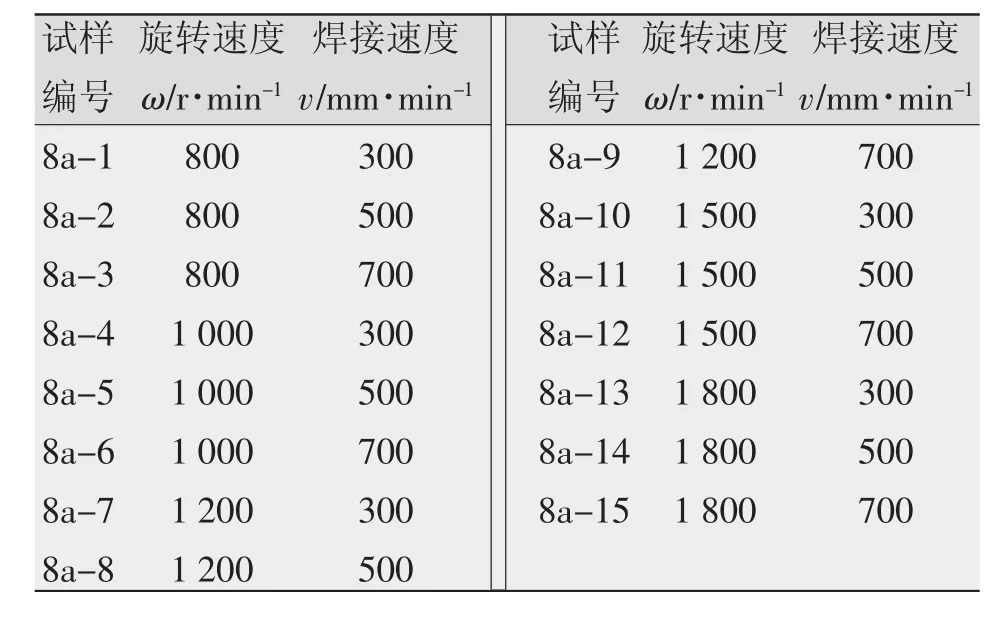
表2 試驗用的焊接工藝參數
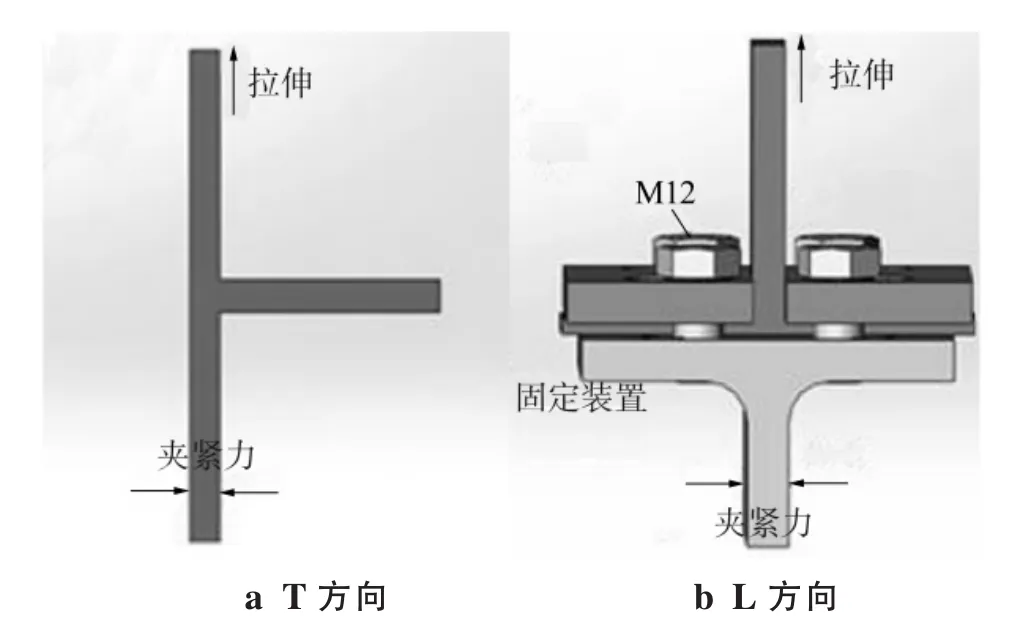
圖1 拉伸試驗示意
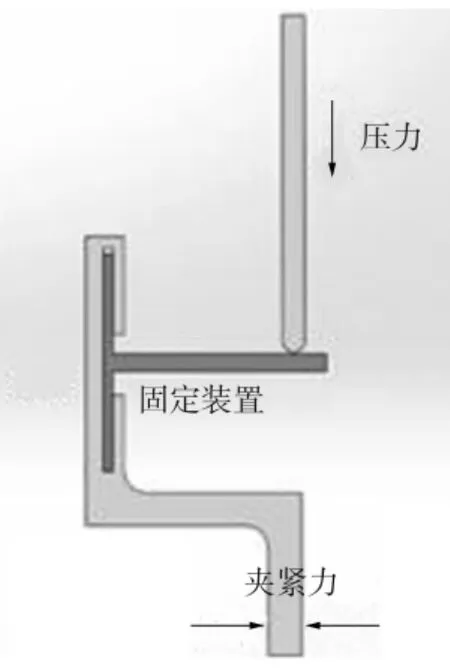
圖2 彎曲試驗示意
在HVS-1000型數顯顯微硬度計上進行接頭顯微硬度試驗,試驗載荷200 g,加載時間15 s,測試位置位于壁板和筋板中心,每個間隔點為1 mm,測試點示意如圖3所示。
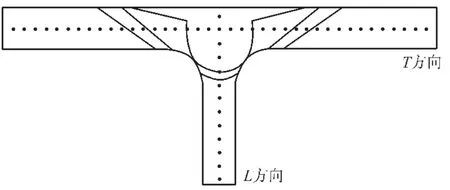
圖3 硬度試驗測試點示意
2 結果和分析
2.1 T型接頭宏觀形貌
對組配好的T型接頭進行初步的FSW焊接試驗,工藝參數及試樣編號如表2所示,不同工藝參數條件下的焊縫表面宏觀形貌,如圖4所示。除編號8a-3和8a-12試樣的焊縫表面開裂、未有效成形之外,其他工藝參數條件下的焊縫表面成形良好,其中編號 8a-5、8a-6、8a-7、8a-8 及 8a-9 試樣的焊縫表面光滑、無飛邊和表面溝槽缺陷。
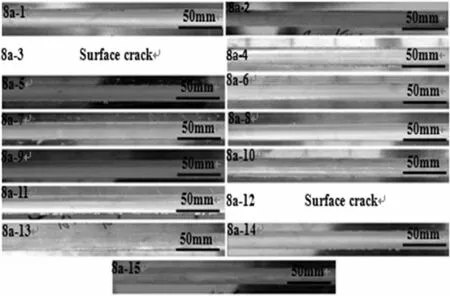
圖4 不同工藝參數條件下獲得的焊縫表面宏觀形貌
不同工藝參數下T型接頭FSW接頭的宏觀形貌如圖5所示。其中編號8a-3和8a-12試樣焊縫表面開裂,沒有取低倍試樣分析;編號8a-1、8a-2和8a-4試樣接頭后退側弱結合區域出現裂縫;其他編號的接頭內部未發現孔洞、裂縫等缺陷,壁板和筋板之間均得到有效的連接,說明焊接轉速過低(800 r/min)時,摩擦產熱不夠。當后退側未得到有效熱輸入,在弱結合區域開裂。當焊接轉速達到1000r/min時,焊縫前進側呈“鐮刀狀”,后退側的原始搭接界面向壁板側發生偏移,形成“波浪狀”界面,這是壁板在攪拌工具強烈向下的頂鍛和筋板對塑性金屬向上的反彈共同作用下形成。上述特征隨著焊接轉速增加至1 500 r/min,前進側與后退側區域的形態、大小發生明顯變化,攪拌區域金屬塑性流動異常,特別是后退側的搭接界面(弱結合區)向壁板側發生偏移過量,這對接頭的力學性能影響相當不利的,說明焊接轉速對T型接頭低倍組織影響較為明顯。Fratini采用異質鋁合金進行FSW-T型連接[14],得到相同的試驗結論。
2.2 T型接頭力學性能
2.2.1 T型接頭抗拉強度
T型接頭T方向拉伸試驗數據如表3所示。在試驗15種焊接工藝參數范圍內,除編號8a-3和8a-12試樣的表面開裂,無法獲得試驗數據之外,其余接頭T方向抗拉強度值最高可達到327 MPa。T型接頭L方向拉伸試驗數據如表4所示,除編號8a-3和8a-12試樣的表面開裂無法獲得試驗數據之外,其余接頭L方向抗拉強度最高可達到143 MPa。綜合焊縫表面VT試驗和接頭抗拉強度試驗的結果,編號8a-8試樣的工藝參數,即在焊接轉速1 200 r/min和焊接速度500 mm/min條件下,接頭T方向和L方向的抗拉強度均較為優良,分別為256MPa和105 MPa,亦可以得出焊接轉速和焊接速度參數不宜過高,焊接過程才不失穩,同時可獲得抗拉強度適宜的焊接接頭。
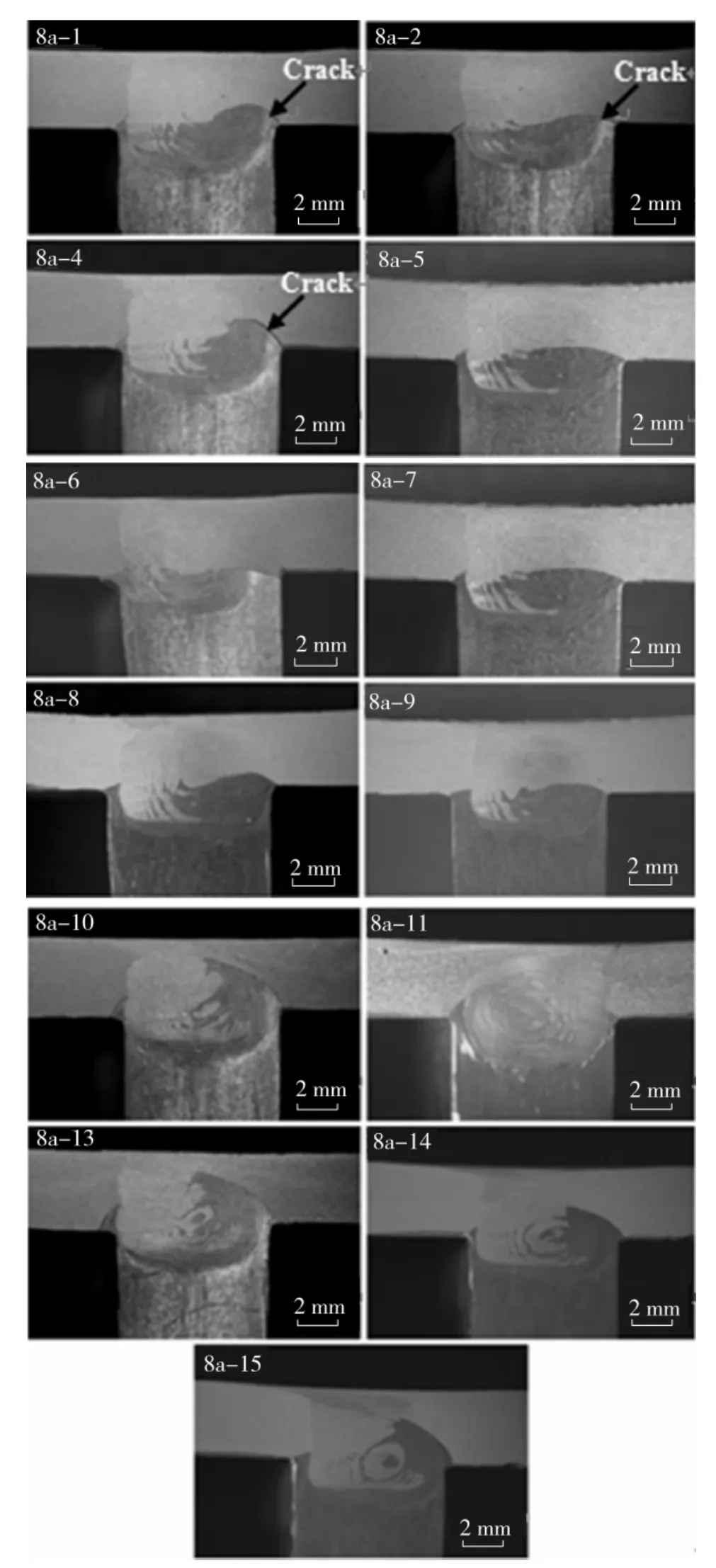
圖5 不同工藝參數條件下獲得的接頭宏觀形貌
從拉伸試樣的斷裂位置可以看出,T方向拉伸試樣斷裂位置均位于熱力影響區,隨著焊接轉速的增加,斷裂位置都集中在后退側熱力影響區;而L方向斷裂位置在壁板的熱力影響區、焊核區及壁板與筋板結合的界面處均有出現,但當焊接轉速達到1 500 r/min及以上時,后退側的搭接界面(弱結合區)向壁板側發生嚴重偏移,間接對壁板板厚減薄過多(見圖5),斷裂發生在壁板的焊核區,這也是影響T方向抗拉強度偏低的原因。以上說明T型接頭焊接工藝參數的匹配選擇對接頭的抗拉強度及斷裂位置影響較大。編號8a-7、8a-8及8a-9試樣的拉伸斷裂位置照片如圖6所示。
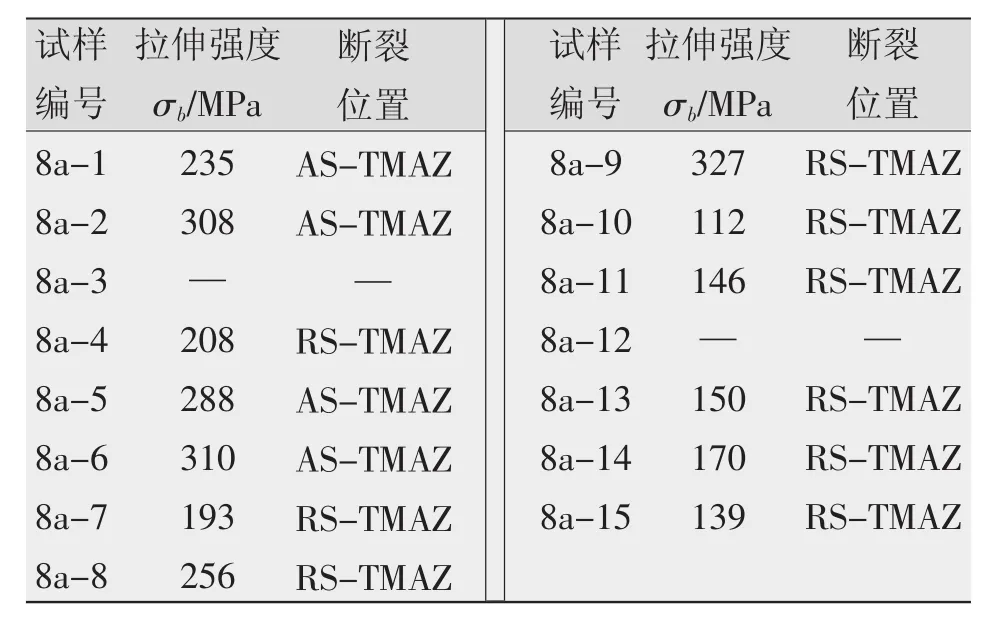
表3 T型接頭T方向拉伸試驗結果
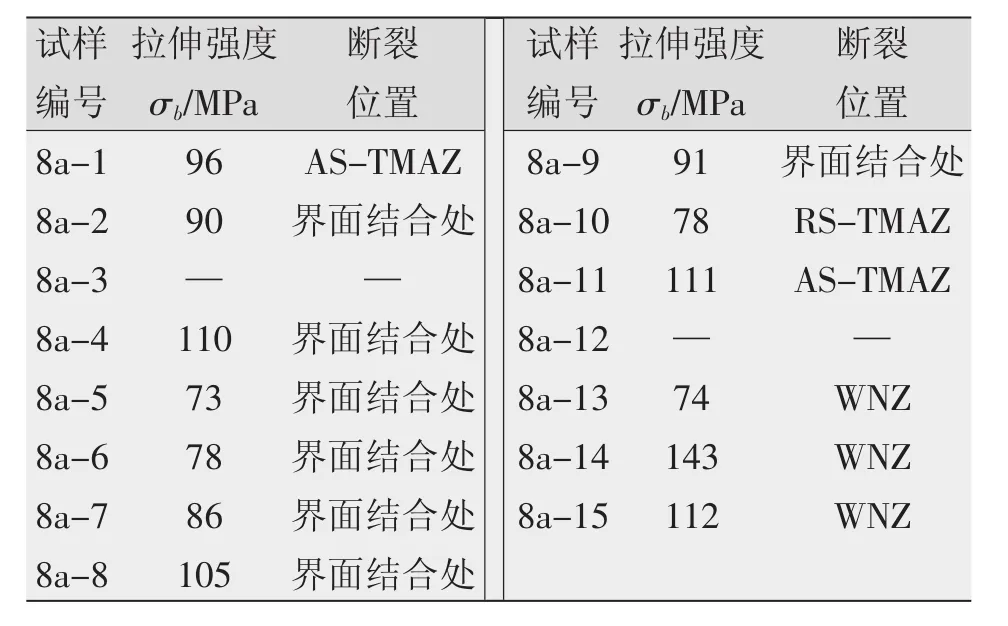
表4 T型接頭L方向拉伸試驗數據
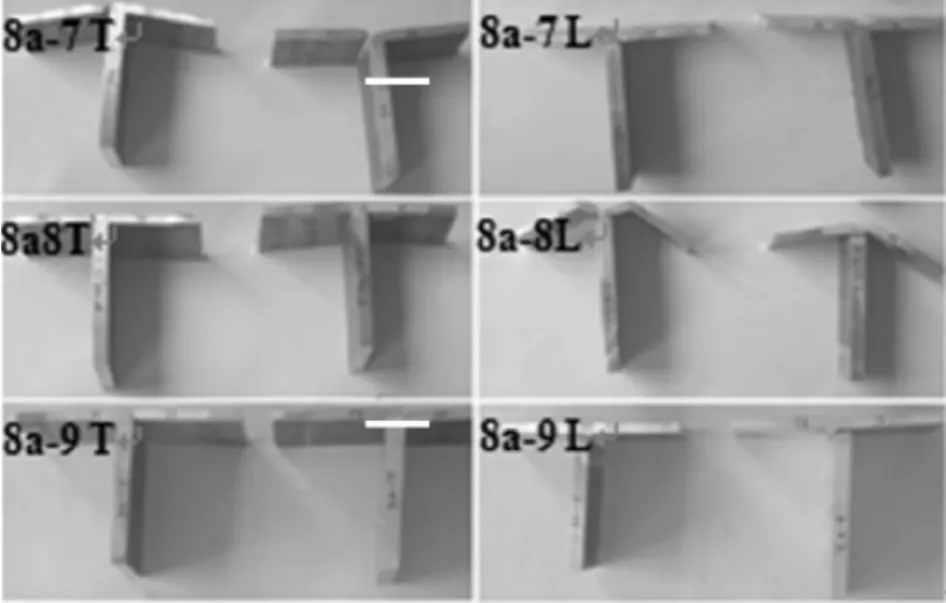
圖6 接頭拉伸試驗后斷裂位置
2.2.2 T型接頭彎曲試驗
對T型接頭進行彎曲試驗分析,AS側彎和RS側彎曲試驗結果如表5所示。由表5可知,斷裂角度14°~27°,RS 側除編號 8a-3 和 8a-12 試樣未獲得數據之外,編號8a-7、8a-8和8a-9試樣彎曲性能較好,能夠滿足工藝試驗的要求。彎曲試驗后樣件斷裂形貌如圖7所示。

表5 T型接頭彎曲試驗測試數據

圖7 彎曲試驗后樣件宏觀形貌
綜上所述,鋁合金T型接頭FSW工藝窗口在焊接轉速為1 000~1 200 r/min、焊接速度為300~700 mm/min,接頭宏觀形貌、抗拉強度及彎曲性能較為優良。鋁合金T型接頭FSW工藝窗口如圖8所示。
2.2.3 T型接頭顯微硬度
壁板(T方向)的典型硬度分布如圖9所示。接頭各區域硬度值變化不大,在70~90 HV之間,這是因為5083鋁合金為非熱處理強化鋁合金,接頭熱影響區并未出現軟化區,引起硬度微小波動的原因是晶粒受熱,尺寸變化;焊核區由于受到熱和力的雙重作用,晶粒發生回復再結晶并且晶粒受熱長大,從而晶粒尺寸發生明顯變化,對顯微組織硬度產生一定的影響。從編號8a-7、8a-8和8a-9壁板的顯微硬度值對比分析可知,焊接接頭壁板(T向)硬度變化不大,呈較為平緩的趨勢。
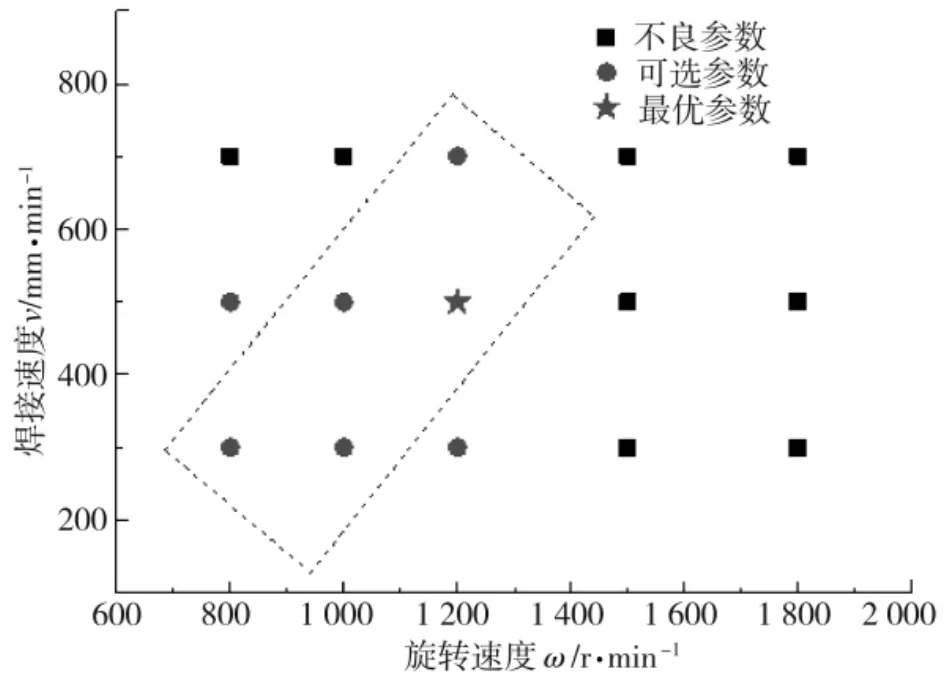
圖8 鋁合金T型接頭FSW工藝窗口
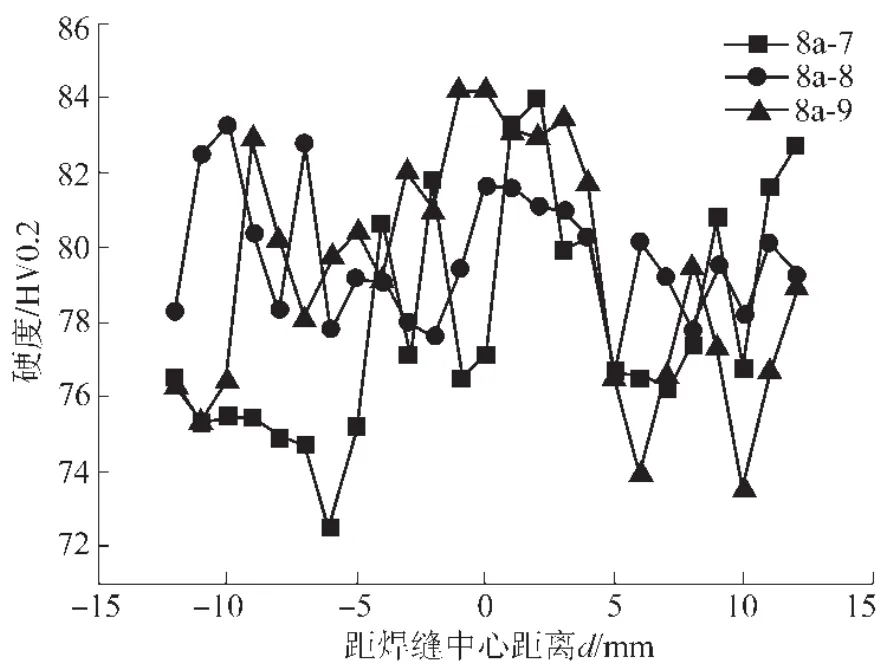
圖9 T型接頭T方向的硬度分布
筋板(L方向)的典型硬度分布如圖10所示。隨著距離壁板中心距離的增加,硬度值呈先降低后增高,最后趨于母材值,硬度最低值在60~70 HV區間,即熱力影響區向熱影響區的過渡區,偏于熱影響區,說明距離壁板中心4~6 mm處存在明顯的軟化區。由于6082鋁合金為可熱處理強化鋁合金,接頭熱影響區析出強化相發生粗化,易出現軟化區;焊核區受到攪拌頭熱和力的雙重作用,晶粒發生回復再結晶并且晶粒受熱長大,晶粒尺寸發生明顯變化,對顯微組織硬度產生較大影響。從編號8a-7、8a-8和8a-9筋板的顯微硬度值對比分析可知,在焊接速度300~700 mm/min范圍內,軟化區出現的位置及軟化區的硬度值差異不明顯。綜合接頭拉伸試驗斷裂位置,說明T型接頭的焊縫區較為復雜,最薄弱點并非硬度值低點,而是后退側的壁板與筋板結合處的弱結合區,也同時說明編號8a-10~8a-15的試樣,即焊接轉速大于等于1500r/min時,攪拌區域金屬塑性流動異常,此工藝參數不可取。Tavares[15]在AA6056T-4壁板和AA7075-T6筋板組成的T型接頭上各取3個不同位置進行顯微硬度測試,也得出異種材料T型接頭的硬度會出現一些特殊情況的結論。
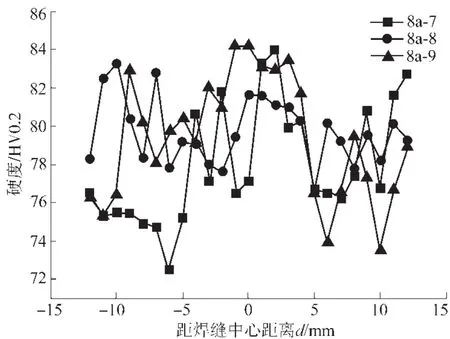
圖10 T型接頭L方向的顯微硬度分布
3 結論
(1)對4 mm+8 mm板厚5083-O/6082-T6板材組合T型接頭進行攪拌摩擦焊接,獲得的焊縫成形美觀,筋板與壁板實現有效連接;前進側區域攪拌作用明顯,呈“鐮刀狀”,后退側區域攪拌作用不明顯,壁板與筋板搭接界面(弱結合區)向壁板方向發生偏移,形成“波浪狀”界面。
(2)鋁合金T型接頭在焊接轉速1000~1200r/min、焊接速度300~700mm/min的工藝窗口內,接頭宏觀形貌、抗拉強度及彎曲性能較為優良;焊接轉速的變化對接頭抗拉強影響較明顯;其中在焊接轉速1 200 r/min和焊接速度500 mm/min條件下,接頭壁板方向的抗拉強度可達到256 MPa,斷裂發生在后退側熱影響區;而筋板方向抗拉強度可達到105MPa,斷裂位置在壁板與筋板結合界面處。
(3)T型接頭壁板(T方向)各區域硬度值在70~85 HV之間,變化不大;而筋板(L方向)各區域硬度值隨著距離壁板中心得距離增加,硬度值呈先降低后升高,最低值為70 HV。
猜你喜歡
計算機應用(2022年2期)2022-03-01 12:33:42
建材發展導向(2021年6期)2021-06-09 05:57:08
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年1期)2021-01-21 03:22:38
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24
