58 000 DWT散貨船艙室密性試驗圖的設計
2018-11-13 10:00:22蔣華
廣東造船 2018年5期
關鍵詞:焊縫
蔣 華
(新大洋造船有限公司,揚州 225107)
1 前言
58 000 DWT散貨船是揚州大洋造船有限公司自主研發的擁有自主知識產權的“皇冠”系列散貨船。此船型的開發設計具有一定的前瞻性,設計建造過程中始終圍繞綠色環保理念,在船體線型和推進系統方面取得了較大突破,通過優化的船體線型、大直徑低轉速螺旋槳和電噴主機等將油耗降至極低水平。該船在綠色環保方面表現突出,已交付的首制船獲得了船級社和船東的高度評價。
該船艙室數量達到70個左右,艙室密性試驗是一項綜合性較強的工作,要求施工部門在有限的時間內完成,因而對艙室密性試驗圖提出了較高的要求。本文依據BV船級社規范,結合公司生產流程,簡要介紹了58 000 DWT散貨船艙室密性試驗圖的設計內容和方法。
2 艙室密性試驗的方法
船舶艙室密性試驗的目的是檢驗船舶液體艙及其它艙室是否具備水密或風雨密,以保證船舶艙室達到設計的預期功能。船體密性試驗方法有很多種,各種試驗方法分別適用于不同的船體建造階段和不同的艙室、部位。該船一般選用下面幾種艙室密性試驗方法:
(1)采用充氣試驗(在圖上用代碼A表示)
通過向密閉艙室、箱柜內注入一定壓力的空氣,在達到要求的壓力和持續的時間后,再向被檢查的焊縫表面噴涂顯示液(如肥皂溶液),以檢查焊縫處的滲漏情況;
(2)船體結構試驗(在圖中用代碼S表示)
通過向不同位置的壓載艙、大貨艙、深油艙等艙室、箱柜內注入海水或者淡水,在達到規定要求的水位后,檢查相關艙室結構的變形情況;
(3)灌水試驗(在圖中用代碼F表示)
通過向敞開的船體艙室區域內灌水至艙室門檻高度,檢查焊縫處的滲漏情況;
(4)沖水試驗(在圖中用代碼H表示)
用規定尺寸的噴嘴和一定壓力的清潔水,按規定速度噴射被檢驗的焊縫,在另一側檢查焊縫的滲漏情況,以檢驗船體結構的水密和風雨密;
(5)抽真空試驗(在圖中用代碼V表示)
在被檢驗的焊縫上噴涂顯示液(如肥皂溶液),將真空盒罩蓋在焊縫上,通過高速氣流形成真空,以檢驗焊縫滲漏情況;
(6)涂煤油試驗(在圖中用代碼K表示)
在被檢驗的焊縫表面先涂上白堊粉溶液,待白堊粉溶液干燥后在焊縫背面涂適量的煤油,利用煤油的滲透力,通過觀察焊縫背面白堊粉上是否產生煤油斑跡,以檢驗焊縫的滲漏情況。
3 艙室密性試驗設計的原則
(1)依據船舶總布置圖、船體分段劃分圖、艙容圖、船體結構圖、船舶建造方針、相關國際公約、規則及BV船級社規范要求;
(2)對有密性要求的每個船體艙室和艙柜結構,都應設計出有效、經濟的試驗方法;
(3)采用的艙室密性試驗方法,應滿足相關公約、規則、BV船級社規范的要求,并符合本公司的生產作業流程、施工工藝要求;
(4)選用的密性試驗方法,應具有方便性和可操作性;
(5)設計輸出(船體密性試驗圖)的內容,應完整、正確、表達應簡明、清晰并包含必要的工藝信息。
4 艙室密性試驗的設計方法和技術要求
4.1 密性試驗方法的選擇
根據我司的生產作業流程和施工工藝要求,在船東、BV船級社無特殊要求的情況下,對該船的艙室結構選用下列相應的艙室密性試驗方法:
(1)對能夠形成密閉空間的艙室采用充氣試驗(A):頂邊壓載水艙、底邊壓載水艙、雙層底壓載水艙、尾尖艙、尾部冷卻水艙、首尖艙、飲水艙、淡水艙、清潔水艙、艙底水艙、燃油艙、輕柴油艙、滑油循環艙、溢流艙、空艙、污油艙、測深儀艙、計程儀艙、機艙平臺上的小油柜、槽型艙壁的墩子等;
(2)對部分船體的部分艙室采用結構試驗(S):頂部邊壓載水艙、底部邊壓載水艙、雙層底內壓載水艙(在征得船東、BV船級社代表同意可只做首制船,左右對稱的艙室結構可只做一舷)、可用作壓載的貨艙、尾尖艙、首尖艙(在船東、BV船級社代表同意下,可只做首制船)、船體海底閥箱等;
(3)對非密閉結構的艙室采用灌水試驗(F):廚房、配餐間、冷藏室、糧庫、空調室、更衣室、浴室、廁所、蓄電池室等;
(4)對露天甲板、上建等空間采用沖水試驗(H):水密艙壁、露天甲板、貨艙艙口蓋、上建水密門、上建舷窗、小水密艙口蓋、機艙頂棚、錨鏈筒、錨鏈管等;
(5)對貨艙局部單殼外板一般不作試驗,若船東或BV船級社有相關要求則通常采用沖水試驗H;
(6)對船體局部的對接焊縫或者角焊縫一般采用抽真空試驗的方法(V):結構工藝孔的封補焊接、缺陷焊縫的修補等。
4.2 艙室密性試驗的技術參數
(1)不同艙室的充氣試驗壓力:艙室充氣試驗的壓力應符合相關公約、規則、BV船級社規范的要求。該船除船體海底閥箱結構以外,充氣試驗的壓力為0.02 MPa(將試驗艙柜內的壓力升至0.02 Mpa,保持該壓力1小時左右再進行檢查);船體海底閥箱結構的充氣試驗壓力應為0.2 MPa;
(2)艙室結構試驗的壓力:船體結構試驗壓力為至船舶溢流管頂的水壓頭,或者至液體艙室最高點位置以上2.4 m的水壓頭,取其較大者;
(3)沖水試驗的技術參數:根據BV船級社要求確定沖水試驗的壓力、噴嘴的直徑和噴嘴至被檢測表面的距離。一般情況下,沖水的壓力至少為0.25 MPa、噴嘴的有效直徑不小于12 mm、噴嘴至被檢測表面的距離≤1.5 m;
(4)灌水試驗的灌水高度:進行灌水試驗時,應當灌水至艙室的門檻高度;
(5)抽真空試驗的壓力:抽真空試驗時環境溫度要求不低于-5oC、抽真空的負壓應達到-0.02 MPa,當試驗環境溫度低于0oC時在肥皂溶液中需添加防凍液;
(6)涂煤油試驗的技術要求[2]:先在被檢檢的焊縫表面涂白堊粉水溶液,其總寬度不小于50 mm;試驗滲透的持續時間,參照表1。
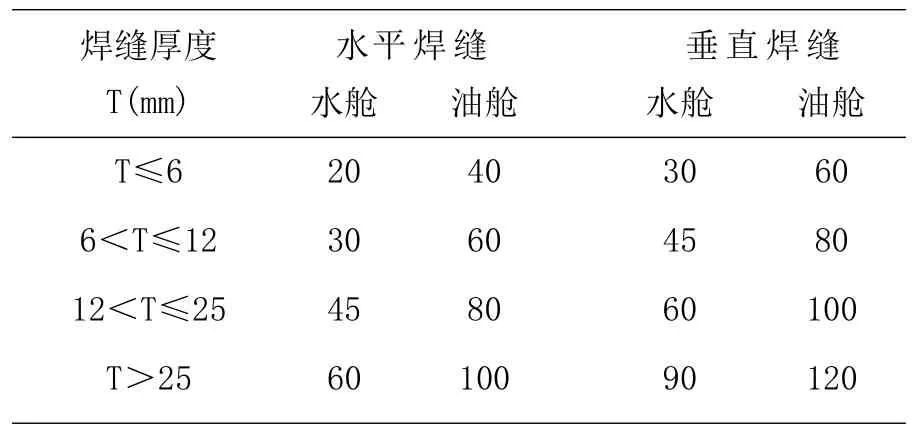
表1 試驗持續時間(min)
4.3 艙室密性試驗圖的設計
(1)密性試驗圖的圖面要求
① 列出全部艙室、箱柜的中英文名稱和具體位置;
② 標注出全船艙柜的密性試驗方法;
③ 技術參數說明(如:密性試驗圖上使用的字母代碼、密性試驗的具體參數等);
(2)艙室密性試驗階段的劃分
① 分段階段不能形成密閉艙室的密性試驗,通常在大合攏結束后在船塢(船臺)進行;
② 艙容較大的艙室、船體結構試驗,一般在下水后進行;
③ 在總(中)組合攏階段需要先做密性試驗的焊縫有:落座在船塢塢墩上的焊縫;對于預舾裝安裝后影響密性試驗提交的焊縫;在總(中)合攏階段能夠達到密閉條件的艙室、箱柜,應當在分段階段做完密性試驗。
(3)艙室密性焊縫位置的涂裝要求
對于有密性試驗要求的手工焊縫,其相關位置的油漆工作應在密性試驗完工之后進行;在進行密性試驗時,僅允許保留車間底漆且其膜厚需符合相關技術要求;經過BV驗船師和船東代表現場認可的自動焊焊縫,涂裝油漆工作可在密性試驗之前進行。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
