基于風險評估方法的雙金屬復合海管應用技術
2018-11-13 19:39:26朱曉林
珠江水運 2018年18期
朱曉林
摘 要:從國內某海工領域雙金屬復合海管制造的實際問題出發,對復合海管的技術現狀及成型原理進行介紹;從實際案例的角度,將風險評估技術在雙金屬復合管領域的應用進行了探討。
關鍵詞:雙合金復合管 FMEA 塑性脹接成型技術 水壓復合
1.雙合金復合管技術現狀及成型原理
1.1研究進展及技術現狀
雙金屬復合管的液壓成型理論最早由H.Krips等提出,其對換熱管與管板的脹接過程進行力學分析并提出了限制壓力的概念,得到了脹接成型殘余接觸壓力的解析解。奠定了雙金屬復合管的液壓成型理論的基礎。日本的竹本昌史在此基礎上假設管材為理想彈塑性材料,屈服強度為材料的實際屈服強度,根據 Tresca 屈服準則得到了脹接過程中,接觸壓力與脹接內壓力的關系。顏惠庚在假設換熱管為理想彈塑性材料,屈服強度為材料的實際屈服強度,得到了殘余接觸壓力的解析解。
在工程應用領域雙金屬復合管的主流生產技術包括液壓法、熱擠壓法、爆炸焊接法、復合板焊接法、粉末冶金法、離心鑄造或離心鋁熱法、噴射成型法、堆焊法。雙金屬復合管自1991年投入使用以來,得到了廣泛的應用,尤其是在石化行業的應用更是取得了顯著業績。德國的Butting公司是世界上最早開發雙金屬復合管制造企業,其管線90%應用于海底管線。目前,國內雙金屬復合管主要應用于低含量CO2地面集輸管線和污水管線,主要以316L為內襯材料,塔里木、長慶、吉林、大慶等油田均有小批量應用。國內制造的雙金屬復合管于2014年才首次應用于我國東海。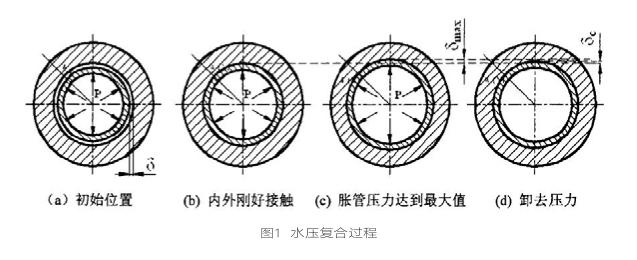
1.2成型原理及工藝流程
雙金屬復合管的塑性脹接成型技術,就是對襯管施加脹接內壓力,然后卸載內壓力,利用襯管與基管產生不同程度的變形,在管層間就會存在一定的殘余接觸壓力,從而緊密結合在一起。水壓復合成型技術是以打壓水為傳壓介質,利用材料的彈塑性,使基管與襯管接觸并緊密結合。其復合過程可以分為以下三個階段(如圖1所示):
(1)襯管變形階段(消除間隙)
(2)水壓復合階段(內外管同步膨脹)
(3)卸載階段
在整個塑性復合過程中, 內管完全發生了塑性變形, 而外管則處于彈性變形狀態, 在卸載時由于外管回彈量大于內管回彈量, 外管緊箍內管, 兩管間形成殘余接觸壓力,達到緊密的機械結合,其殘余接觸應力大小取決于材料的回彈能力大小。
主要工藝階段如下:(1)襯里裝配階段;(2)水壓復合階段;(3)管端堆焊階段;(4)管端加工階段。
2.風險評估技術在雙金屬復合管領域的應用
2.1風險評估的方法
風險評估分析方法通常使用潛在失效模式效應分析(Failure Mode Effect Analysis,FMEA)及危害性和可操作性研究(HAZOP)。在實際的工程應用中,所有的標準都給出了缺陷的可接受尺度,應用與一般的服役條件下具有普適性。但其普適性又很大程度的制約了工程應用的發展。比如,水深1000米的海管和水深100米的海管的要求是不一樣的。諸如環境條件、材料條件、設備條件的不同也會有一定的偏差。而在工程的實際應用中,一些規范中沒有界定的缺陷如何判定也是工程應用中的難題。基于此,人們將風險評估分析方法引入到工程實踐中。而我們下面要分享的案例,就是典型的后者。
2.2 問題的評估
在本次雙金屬復合管生產過程中,發現部分復合管內壁有凸起現象,如圖2所示。通過對典型的凸起復合管的解剖結果顯示:基管與襯管間存在顆粒狀的金屬屑。被解剖基管內表面劃痕深度0.12mm-0.22mm(圖3),襯管外表面有明顯凹坑但未見明顯劃痕(圖4)。金屬碎屑長度約2-4mm寬度約1.5-2mm(圖5)。
經過排查后發現:凸起管比例較大,占總生產數量的10%左右,對復合海管的如期交付有較大影響,且此類凸起在技術規格書以及相關規范中沒有明確界定。鑒于此,產品制造廠提出將此類問題歸屬于外觀質量范疇,按API 5LD的局部不規整度的條款(≤0.5%D)作為標準驗收。由于該問題在國內尚屬首次,也沒有國外類似的經驗可以借鑒,在咨詢過各方的專家后,項目組各方代表與產品制造廠就這一問題開會進行討論,決定對這一問題進行技術評定,具體評估方案如下:
(1)評估凸起產生的原因
對金屬屑進行化學成分分析,確定金屬屑的來源,排除噴砂工藝中清掃不徹底或其他外部因素造成金屬屑的產生。
(2)評估凸起對復合管性能的影響
在凸起管中抽取兩支凸起復合管(一支為凸起較輕微,一支凸起較明顯),對這兩根管進行試驗,試驗方案如下:
坍塌試驗:排除金屬屑周圍間隙有水氣進入的可能,確定其對后續的防腐環節不造成影響;
通球試驗:確認這種凸起對后續現場的通球不會產生不利影響;
四點彎曲試驗:確定凸起對復合管的海上鋪設不會產生不利影響;
鉆孔試驗:由于管線使用過程中晝夜溫差大,基管與襯管間有發生串動的可能,有出現再次劃傷的風險。故通過鉆孔試驗排除此風險。
(3)召開專家會對這一問題的風險進行評估
由業主項目組邀請石油管道專家,工程院院士擔任專家組組長,中國石油集團石油管工程技術研究院、中海油研究總院、CCS、BV、DNVGL多方技術力量共同參與,對該問題進行風險評估并形成專家意見。
2.3 評估的結果
(1)凸起產生的原因
通過對金屬屑的化學成分分析并與基管材料化學成份進行對比顯示:金屬屑與基管的成分一致。與此同時,補充采用54MPa的下限復合壓力(本次Φ273.1規格的復合管極限復合壓力一般超過60MPa),未發現凸起現象,繼續加壓至62MPa,發現輕微凸起。
綜上,可以肯定金屬屑是由裝配過程中襯管與基管的摩擦、刮擦而產生的淺表性基層金屬碎屑堆積而成。在較大的水壓力的作用下,襯管在金屬屑周圍發生局部的塑形彎曲變形,造成了內壁的凸起。
(2)凸起對復合管性能的影響
塌陷試驗:與襯管基管間間隙存在水氣的復合管在塌陷試驗后產生鼓包(圖6 左1)不同,存在內壁凸起的復合管在塌陷試驗前(圖6左2)和坍塌試驗后(圖6左3)后凸起的形狀、位置、大小沒有發生改變,說明后續防腐環節的高溫環境不會對凸起復合管造成不利影響。
通球試驗:試驗合格,確認這種凸起不會影響后續現場的通球。
四點彎曲試驗:取兩種規格(Φ273.1和Φ219.1)的凸起復合管各一支進行四點彎曲試驗。Φ219.1規格凸起試驗管在應變0.305%和80噸軸向拉力下,襯管層無皺折和搭扣現象出現,試驗結果合格,繼續形變至0.72%,彎曲半徑為39D的狀態下,襯管層出現皺折。Φ219.1規格凸起試驗管在應變0.305%和80噸軸向拉力下,襯管層無皺折和搭扣現象出現,試驗結果合格,繼續形變至1.20%,彎曲半徑為41D的狀態下,襯管層出現皺折。在這兩組試驗中,襯管內壁凸起在試驗前后無明顯變化。確定了凸起對復合管的海上鋪設不會產生不利影響。
鉆孔試驗:在凸起復合管管體上沿鋼管母線每隔2m打一個通孔,共計4個孔。用中頻加熱到100℃左右后,檢查發現4個通孔在加熱和冷卻過程中未出現通孔錯位(圖7),表明在晝夜溫差環境下運行時,凸起復合管不會發生串動問題。
(3)專家組對這一問題的意見
以中國工程院院士以及中國石油集團石油管工程技術研究院、中海油研究總院、CCS、BV、DNV-GL各方專家的專家組對評估試驗結果進行了論證,對該問題的風險進行了評估。專家組一致認為此類凸起屬于技術規范界定的盲區,與鼓包等產品缺陷有本質區別。根據已有的試驗結果,凸起對復合管的涂敷、配重、海上安裝以及投入使用沒有影響,但考慮到該復合管的服役期限為20年,對耐蝕層的要求較高,而連續凸起的復合管有劃傷襯層的情況,建議拒收。
根據專家會討論意見,項目組協調業主代表、CCS、監理方以及各生產廠方代表一起對內壁有凸起的復合管進行驗收。由于現有的技術還不能對凸起的尺寸進行測量,故通過通球、內窺以及光影法對凸起的數量和大小進行界定。驗收按照A、B、C三個等級劃分(圖8),A類、B類作為合格品驗收,A類直接使用,B類作備用管,C類為不合格管處理。
A類特征:凸起數量少,單個存在,無明顯尖銳狀:現場以單根管(12192mm)內壁存在一個凸起且不尖銳為判定標準;
B類特征:單個凸起呈尖銳狀或多個凸起但無明顯尖銳狀:現場以單根管(12192mm)內壁存在一個尖銳凸起或間隔大于3000mm的2到3個非尖銳凸起為判定標準;
C類特征:凸起數量較多,雜散分布,凸起呈現尖銳狀,凸起成直線排列;凸起雜散分布,數量眾多,呈尖銳狀:現場以單根管(12192mm)內壁存在多于一個尖銳凸起或多于3個非尖銳凸起為判定標準。
3.結語
雙金屬復合管制造是一個生產工藝復雜、過程控制嚴格、技術要求高的過程。國內的復合海管生產和應用還處于起步階段,從生產工藝和質量管理上仍存在許多待改進的地方。希望風險評估方法的雙金屬復合海管應用技術探討對以后類似項目的開展有所幫助。
參考文獻:
[1]H. Krips,M. Podhorsky.Method of hermetically swaging tubes into tube plates.US;1976.
[2]竹本昌史,王玨.列管式換熱器的強度——液壓脹管接頭的拉脫緊固力[J].壓力容器.1984(2).
[3]顏惠庚.換熱管液袋式液壓脹接裝備與技術[D].華東理工大學,1998.
[4]趙衛民.金屬復合管生產技術綜述[J].焊管.2003.26(03),10-14.
[5]孫育祿,白真權,張國超,等.油氣田防腐用雙金屬復合管研究現狀[J].全面腐蝕控制,2011,25(05),10-13.
[6]X.Wang, P.Li, R.Wang.Study on hydroforming technology of manufacturing bimetallic CRA-lined pipe[J]. International Journal of Machine Tools & Manufacture.2005,45(4-5):373-8.
