集裝箱船綁扎及相關結構精度控制方法優化
2018-11-14 08:54:02馮敏超
船舶與海洋工程 2018年5期
馮敏超,邵 丹,陳 風
(上海外高橋造船有限公司,上海 200137)
0 引 言
為保證集裝箱船安全航行,防止堆積在艙口蓋上的集裝箱移動或滑落,需通過綁扎桿件、連接眼板與綁扎橋等操作對集裝箱進行連接固定。在詳細設計階段得出綁扎橋眼板到集裝箱箱角的距離,確定綁扎橋眼板的位置;在建造階段通過車間模擬綁扎試驗(見圖1),形成綁扎試驗大綱,為實船試驗提供指導[1]。
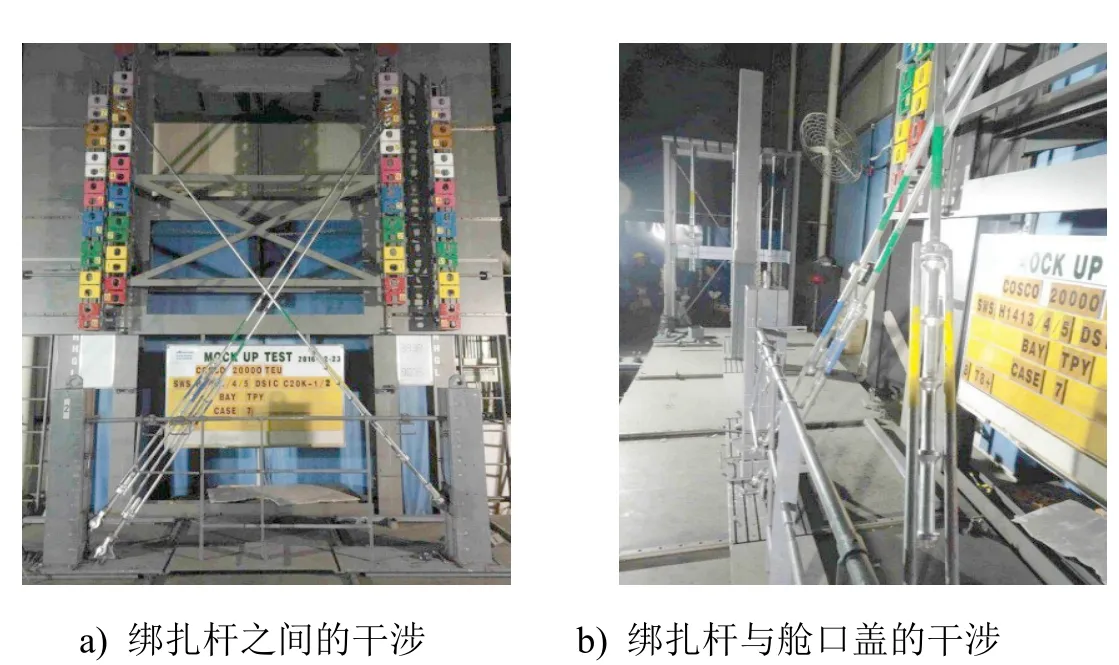
圖1 車間模擬綁扎試驗
船舶建造完成之后,需在調試碼頭根據綁扎試驗大綱開展綁扎試驗(見圖2),驗證集裝箱船實際建造精度是否滿足綁扎要求。綁扎桿件的花蘭螺栓留有一定的余量,配合集裝箱箱角與綁扎眼板的距離,滿足集裝箱綁扎張緊要求[2-3]。因此,船廠需根據綁扎桿件花蘭螺栓的調節范圍,對橫艙壁、艙口圍及艙口圍附件、艙口蓋、箱柱和綁扎橋(簡稱綁扎及相關結構)之間合理的精度配合進行研究,制訂一套完整的綁扎及相關結構精度基準與控制方案,保證綁扎符合要求[4]。

圖2 碼頭階段實船綁扎試驗
1 綁扎試驗對綁扎及相關結構精度基準的影響分析
本文所述20000TEU集裝箱船采用外綁形式(又稱跨箱位綁扎,見圖3),對綁扎及相關結構的精度要求非常高。初步確定該20000TEU集裝箱船綁扎及相關結構的精度基準,計算實際綁扎距離極限值,將其與理論綁扎距離相比較得到精度偏差,若小于綁扎花蘭螺栓余量,則說明精度基準滿足綁扎試驗要求。
圖3 20000TEU集裝箱船外綁形式
1.1 花蘭螺栓的余量值
20000TEU集裝箱船綁扎試驗大綱要求花蘭螺栓最小余量為40mm,占10%(見圖4),船東要求其中20mm用于集裝箱滿載變形位置偏移補償,另外20mm用于綁扎及相關結構精度調整,即可用結構余量為20mm。
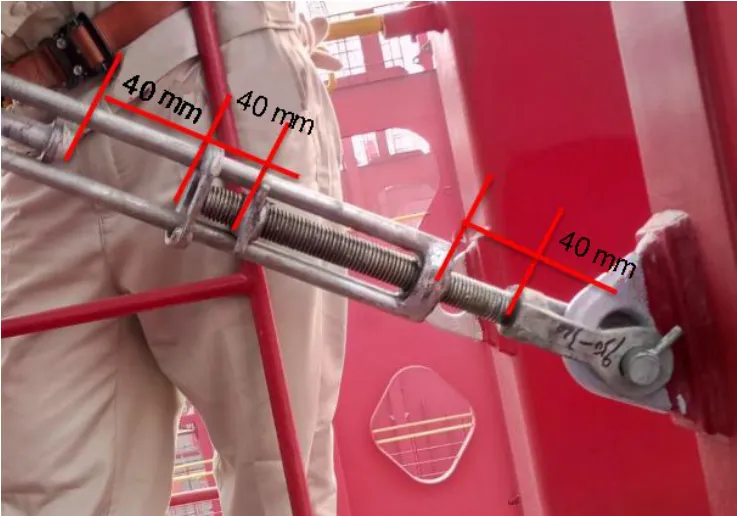
圖4 綁扎大綱中花蘭螺栓最小余量
1.2 理論綁扎距離
綁扎橋上眼板中心點到集裝箱箱角中心點的距離是空間兩點間的距離,稱之為綁扎距離。計算理論綁扎距離的方法是沿眼板中心向船長延伸與集裝箱箱角中心作垂線得出B=867.5mm,該點到相鄰外綁箱角中心點(下)距離A=2601mm。兩條線在同一平面內,根據勾股定理求出眼板中心點到相鄰外綁箱角中心點(下)的距離C=2742mm。相鄰外綁箱角中心點(上)與相鄰外綁箱角中心點(下)的垂直距離D=1543mm,根據勾股定理求得三角形斜邊E=3146mm,該距離就是理論綁扎距離(見圖5)。
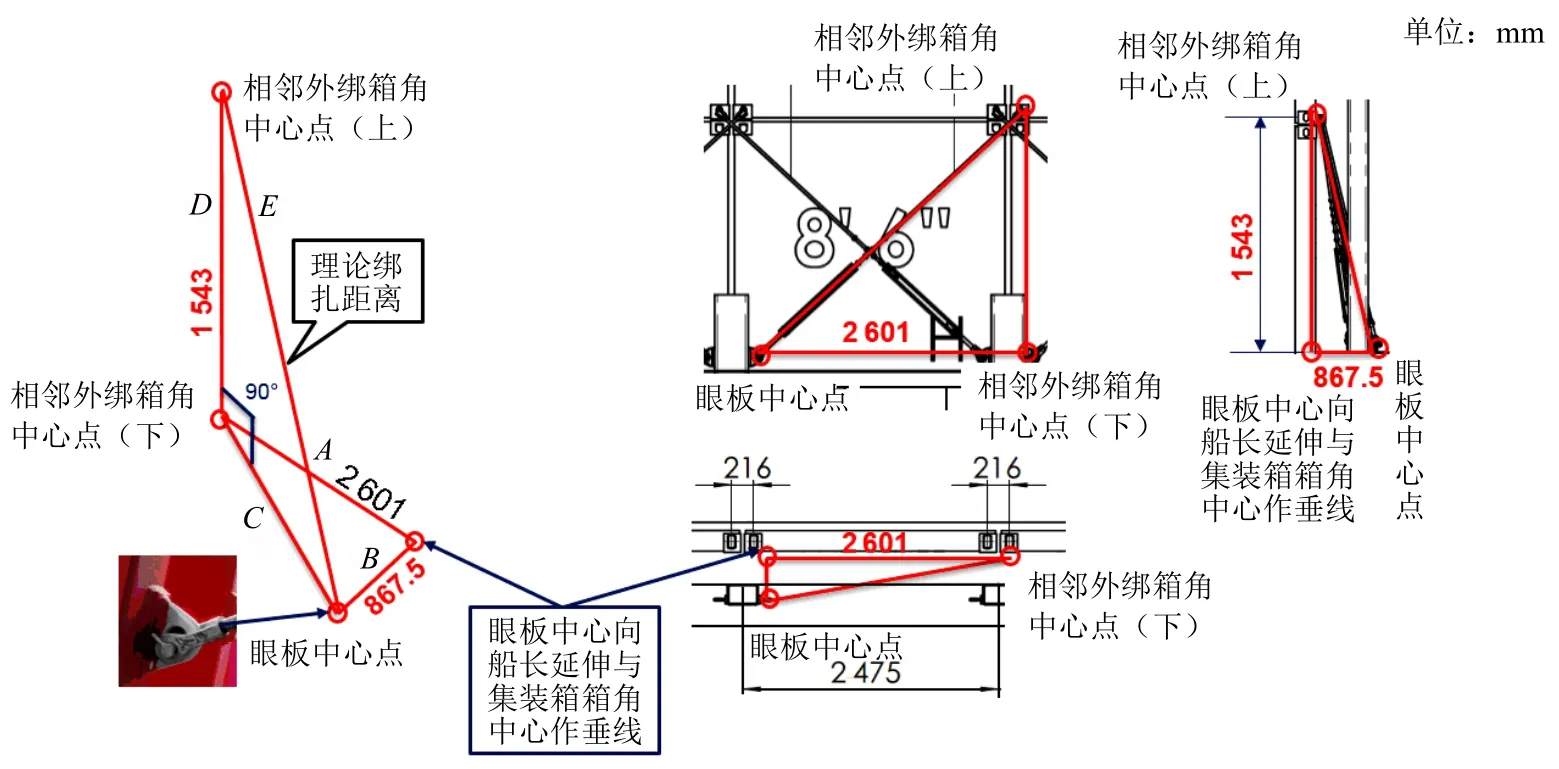
圖5 理論綁扎距離計算示意
1.3 綁扎及相關結構精度基準
綁扎距離是船體空間兩點間的距離,貨艙和綁扎結構搭載定位的精度直接影響實際綁扎距離。例如:橫隔艙搭載定位前后艙容偏小會影響綁扎前后間距;艙口圍頂板高低定位會影響綁扎上下間距;艙口蓋與綁扎橋寬度方向定位不同步會影響綁扎寬度方向的間距[5]。通過分析影響綁扎距離的因素,得出影響綁扎距離的相關結構的精度基準。
1.3.1 橫隔艙、艙口圍和艙口蓋搭載精度基準
1) 高度Z:橫隔艙高度+5mm,艙口圍頂板水平+5mm,艙口蓋水平+3mm(距基線)。
2) 寬度Y:艙口蓋合攏箱腳間隙+10mm。
3) 長度X:相鄰艙口蓋直線度+10mm。
1.3.2 綁扎橋搭載精度標準
1) 高度Z:綁扎橋高度-8mm(距基線)。
2) 寬度Y:左右定位偏差2mm,導向柱偏差2mm。
3) 長度X:綁扎橋前后間距4mm,垂直度5mm。
1.3.3 綁扎距離精度偏差
綁扎及相關結構精度基準按累積偏差計算,得出:Z高度21mm;Y寬度14mm;X長度19mm。將這些數值代入綁扎距離L的計算式,有

偏差為綁扎距離3173mm與理論綁扎距離3146mm的差值,即偏差值為27mm。通過計算,綁扎舾裝結構精度標準無法滿足綁扎試驗要求。
1.4 綁扎及相關結構精度基準優化
該20000TEU集裝箱船主要是上下綁扎,影響綁扎距離的主要是船高方向和船寬方向,前后方向是先影響綁扎桿角度,后影響綁扎距離(見圖6)。根據精度偏差值分析得出綁扎距離與船高、船寬和船長方向的比例分別為1:0.7、1:0.7和1:0.3。橫隔艙和艙口蓋搭載精度標準優化如下:
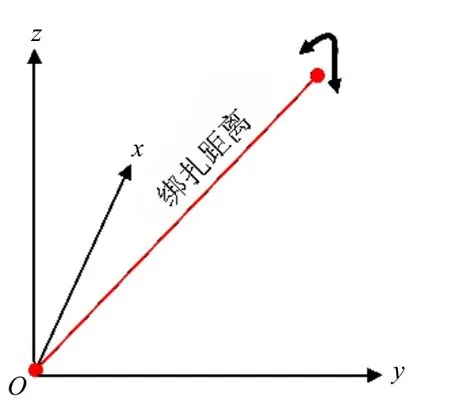
圖6 綁扎距離空間坐標
1.4.1 橫隔艙、艙口圍和艙口蓋搭載精度基準
1) 高度:橫隔艙高度+5mm,艙口圍頂板水平+3mm,艙口蓋水平+3mm(距基線)。
2) 寬度:艙口蓋合攏箱腳間隙+5mm。
3) 長度:相鄰艙口蓋直線度+10mm。
1.4.2 綁扎橋搭載精度標準
1) 高度:綁扎橋高度-5mm(綁扎橋高度按艙口圍最高點定位)。
2) 寬度:左右定位偏差2mm,導向柱偏差2mm。
3) 長度:綁扎橋前后間距2mm(單邊),垂直度4mm。
1.4.3 綁扎距離精度偏差
優化之后,綁扎及相關結構精度基準按累積偏差計算,得出:高度16mm;寬度9mm;長度16mm。將這些數值代入式(1),可得綁扎距離為3166mm。
偏差為綁扎距離3166mm與理論綁扎距離3146mm的差值,即偏差值為20mm。通過計算,該優化后的綁扎舾裝結構精度基準滿足綁扎試驗要求。
2 基于精度基準優化方案對綁扎及相關結構建造控制的對策
2.1 隔艙和舷側搭載以統一基準線定位
該20000TEU集裝箱船隔艙舷側以統一的基準線搭載定位(見圖7)。根據優化后的精度基準,全船隔艙船體中心線偏差±2mm,該基準后續作為綁扎橋搭載基準。兩舷側內殼板寬度方向理論線間距為-5~+20mm,舷側和隔艙搭載必須保證橫向中心線對位±2mm,保證舷側隔艙艏艉同步。兩隔艙橫向中心線艏艉間距±5mm,若艙口圍直線度超出精度要求±5mm,必須對艙口圍頂板上的橫向中心線進行二次劃線,以保證綁扎橋與相鄰艙口蓋的直線度。
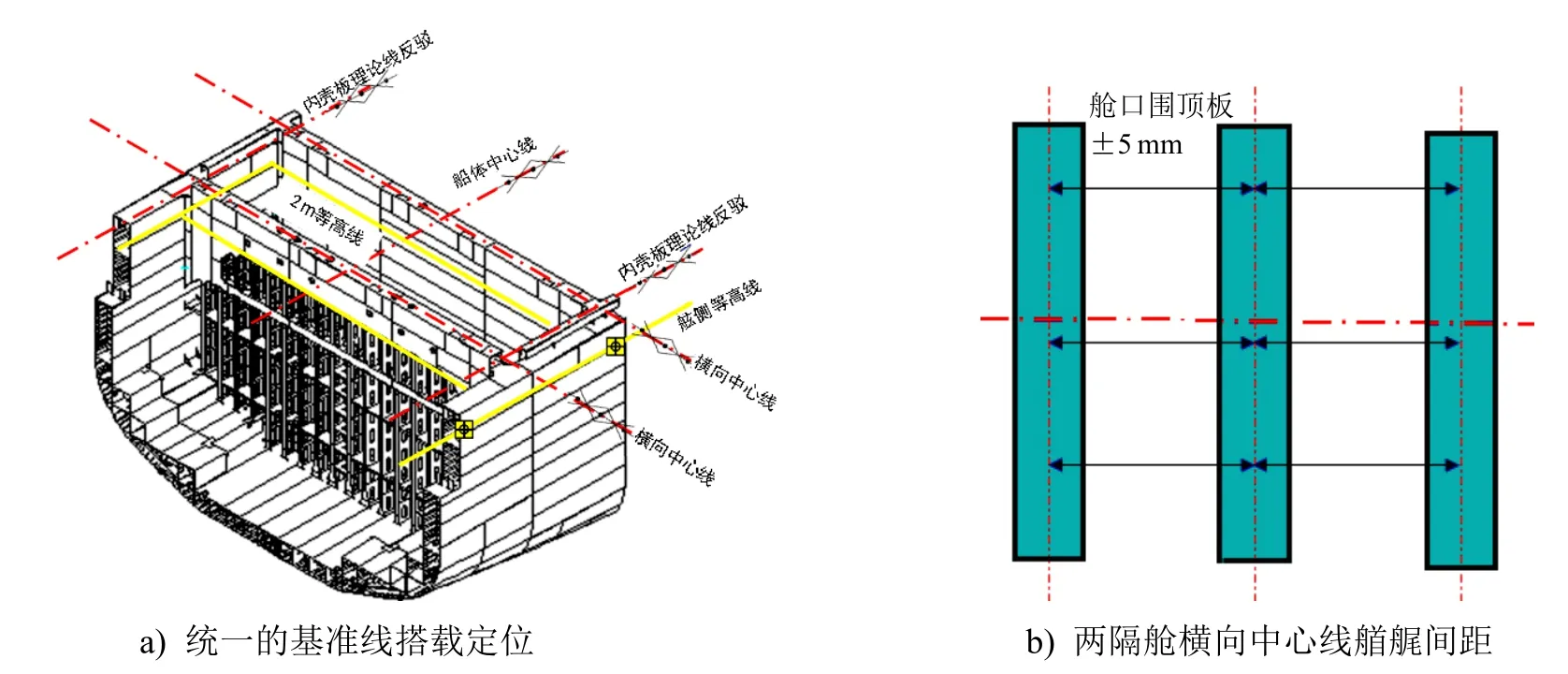
圖7 隔艙舷側搭載基準線定位
2.2 艙口圍頂板水平
艙口圍搭載安裝之后,在艙口圍頂板四周樹立4根標桿,建立基準標高,測量支撐盒安裝基準,并標記在安裝位置上,四角基準標高偏差±1mm(見圖8)。
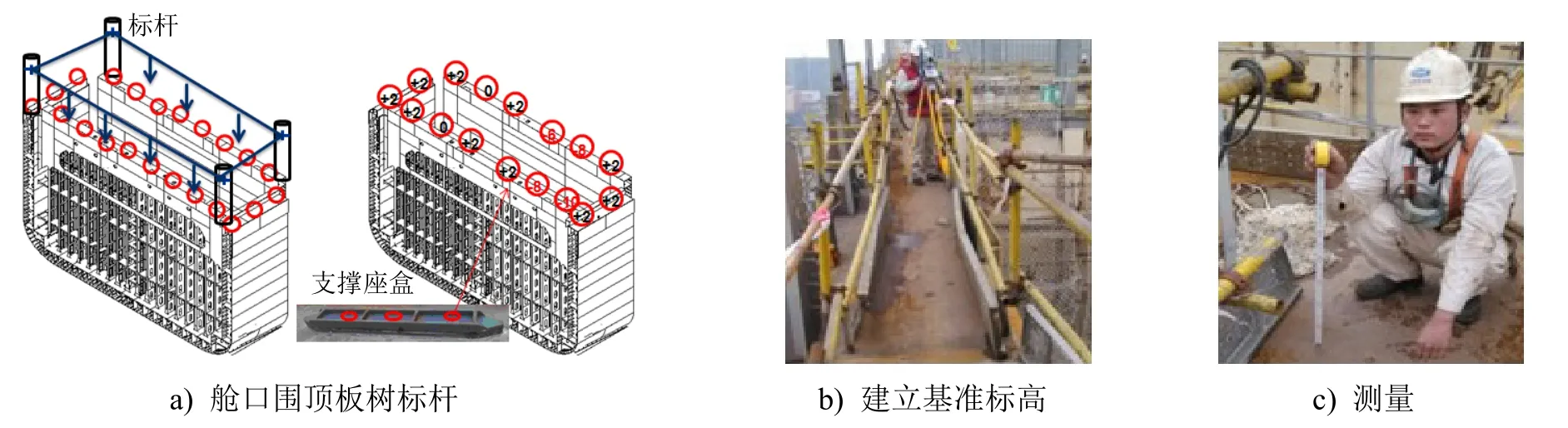
圖8 艙口圍頂板水平記錄
2.3 綁扎橋、艙口蓋和箱柱上箱角安裝精度控制
綁扎橋、艙口蓋和箱柱上箱角安裝定位相互影響,其高度方向、寬度方向和艏艉方向的定位精度直接影響綁扎試驗的結果,可通過模擬搭載提前制訂精度控制方案,使綁扎橋、艙口蓋和箱柱上箱角搭載及安裝一次到位,提高精度管理效率(見圖9)。
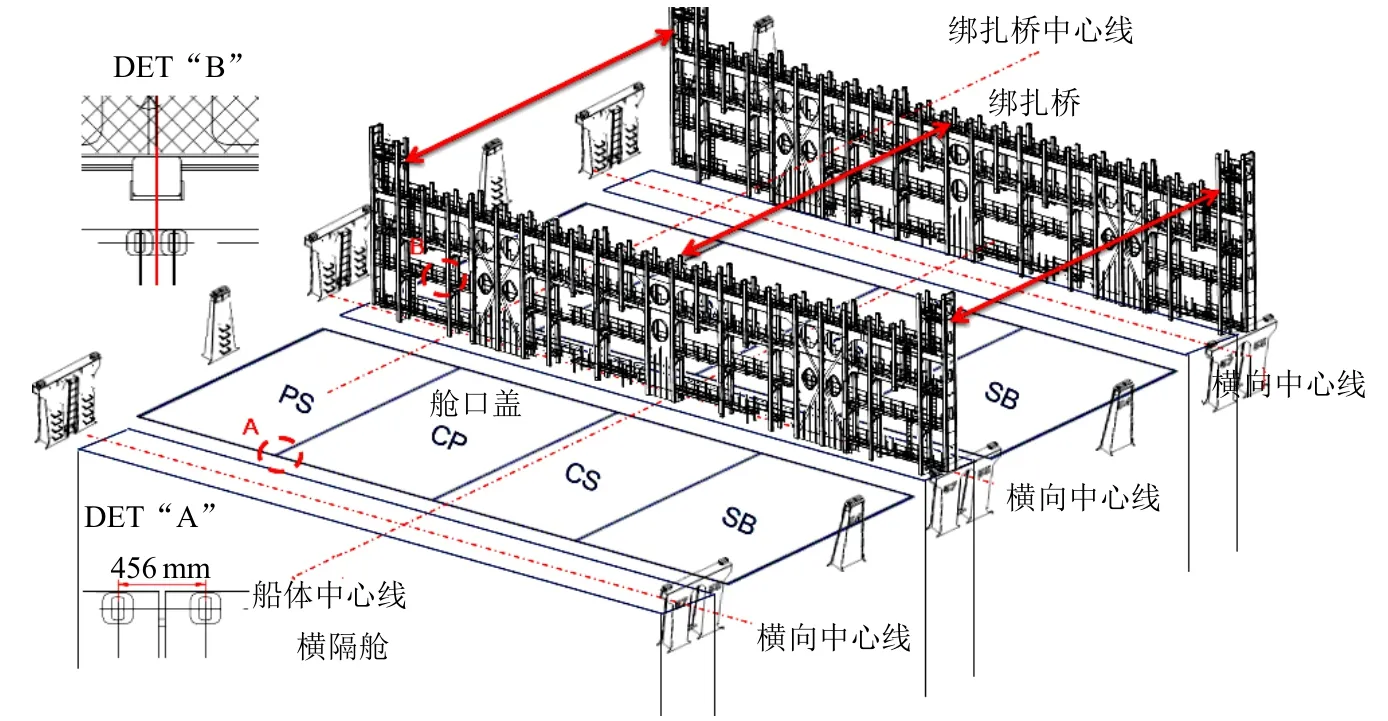
圖9 綁扎橋、艙口蓋和箱柱上箱角搭載及安裝精度控制示意
2.3.1 綁扎橋搭載
1) 高度方向:以艙口圍最高點為基面,上口以第4層綁扎平臺為高度定位基準,精度要求±5mm。
2) 寬度方向:以橫隔艙船體中心線為基準,上下定位基準統一,精度要求±2mm,綁扎橋搭載4根導向柱間距±3mm。
3) 艏艉間距:±8mm,垂直度±4mm。
2.3.2 艙口蓋搭載
1) 高度方向:與綁扎橋同步,以艙口圍最高點為基準,用5~20mm規格的調節板調整水平至1mm以內。艙口蓋箱角水平可用支撐座盒內6mm調節墊片調整。
2) 寬度方向:可用艙口蓋兩箱角中心對應綁扎橋導向柱中心定位,同時保證相鄰艙口蓋箱角中心間距為456mm±5mm(如圖9中的DET“A”和DET“B”)。導向柱上的調節板厚度可補償實際搭載偏差,提高建造的工藝性。
3) 艏艉定位:需考慮箱角與綁扎橋導向柱的間隙,滿足精度要求,相鄰艙口蓋直線度±10mm。
2.3.3 箱柱上箱角定位
艙口蓋搭載滿足精度要求之后,以艙口蓋箱角為基準延伸,在箱柱頂板上劃出輪廓線,箱柱上箱角水平與艙口蓋箱角水平同步。
3 數字模擬綁扎試驗
數字模擬綁扎試驗采用數字仿真技術代替堆箱工裝實船綁扎,利用精度軟件進行堆箱工裝建模,通過全站儀采集綁扎橋眼板中心點數據,模擬計算實際綁扎距離和綁扎桿干涉,對無法滿足綁扎試驗要求的眼板進行搭載前的修正。數字模擬綁扎試驗可全面反映實際綁扎的精度狀態,實現綁扎試驗船東報驗一次合格,減少碼頭作業量,縮短綁扎試驗周期。
利用精度軟件計算箱角與眼板間的距離,以艙口蓋箱位4個箱角為高度基準點(見圖10),假設需綁扎連接桿箱角的船體坐標為(x1,y1,z1),全站儀現場測量綁扎橋眼板中心點坐標為(x2,y2,z2),求得仿真綁扎間距L為

數字模擬綁扎試驗精度偏差為仿真綁扎間距與理論綁扎距離的差值,求得偏差值≤20mm。

圖10 數字模擬綁扎試驗示意
4 結 語
本文通過集裝箱船綁扎試驗對綁扎及相關結構精度約束進行了分析,優化了精度基準,制訂了控制方案。分析結果表明,箱船綁扎及相關結構安裝是一項復雜的工藝流程,相關結構的定位基準與精度配合尤為重要。同時,開展了數字模擬綁扎試驗方法研究,可大幅提高綁扎試驗的效率和一次報驗合格率。該研究可為集裝箱船綁扎及相關結構精度控制提供參考。
