基于多點極值反饋的隨機振動篩選試驗方法
2018-11-14 09:02:50劉俊連
中國設備工程 2018年21期
劉俊連
(北京航天自動控制研究所,北京 100854)
隨機振動篩選試驗是所有航天電子產品在交付前都必須通過的一項試驗,其目的是為了提前激發產品可能存在的故障,使元器件的早期失效、設計缺陷和生產工藝缺陷提前暴露,確保交付使用的產品質量可靠、性能穩定。由于試驗臺、工裝和產品結構在實驗過程中構成機械傳動環節,而每個環節的固有諧振頻率不同,因此在標準控制譜輸入的情況下,設備內部每塊模件上不同點的響應互不相同,有的甚至超出標準譜X倍量級,造成設備內部某些合格元器件的過考核,使交付產品存在質量隱患。所以,在實驗前均需對參試設備進行摸底試驗,確保設備內部模件上激勵響應的振動量級控制在要求范圍內。
1 隨機振動的譜形和量級
隨機振動是在寬頻范圍上對產品施加振動,產品上所有的諧振頻率在整個振動時間內同時受到激勵,因而能快速激發潛在的缺陷。GJB1032—1990規定的隨機振動功率譜密度圖如圖1所示,頻率范圍一般為20~2000Hz,隨機振動的量值一般應低于產品環境鑒定試驗的合格值,這個值對剔除產品的早期故障率最高,且不容易對產品產生疲勞損傷。
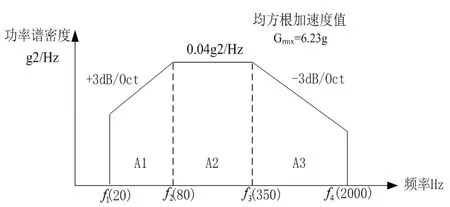
圖1 隨機振動功率譜密度圖
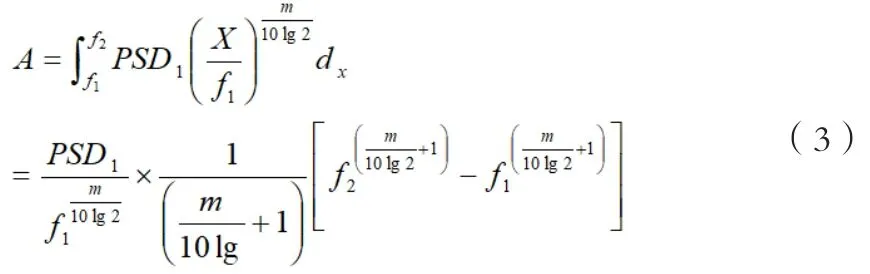
圖1是常用標準隨機振動篩選功率譜密度曲線圖,在頻段內功率譜密度曲線所圍成的面積,即為施加到振動臺面的能量。圖1中升譜或降譜的斜率是按對數坐標來給出,單位為倍頻程。假設頻率f1處的功率譜密度為 PSD1,f2處的功率譜密度為 PSD2,則譜值增量為,頻率增量為,由此可得譜線斜率為:

由(1)式可得:

由此可得f1和 f2之間的面積為:
由隨機振動功率譜密度圖,知:

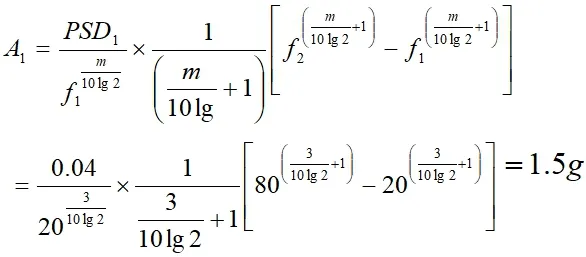
所以,功率譜密度曲線所圍成的面積為:

由于產品中缺陷的析出取決于缺陷處的振動響應,而不是取決于振動輸入,因此為了能將產品中的缺陷很好的析出,而又不使敏感、關鍵的元器件以及好的元器件被損壞,必須先對產品進行摸底試驗,摸清產品對振動輸入的響應特性,再根據響應特性來確定振動量值,對產品影響大的頻段,要減少輸入,反之加大輸入,以保證振動輸入的量值大小,既能激發缺陷,又不損壞產品,從而達到理想的篩選效果。振動篩選的核心是譜形和總量值,確定振動的譜形和總量值是關鍵,因此,隨機振動篩選需要進行摸底試驗。
2 傳統隨機振動篩選試驗摸底方法
傳統隨機振動篩選試驗摸底方法連接如圖2所示。
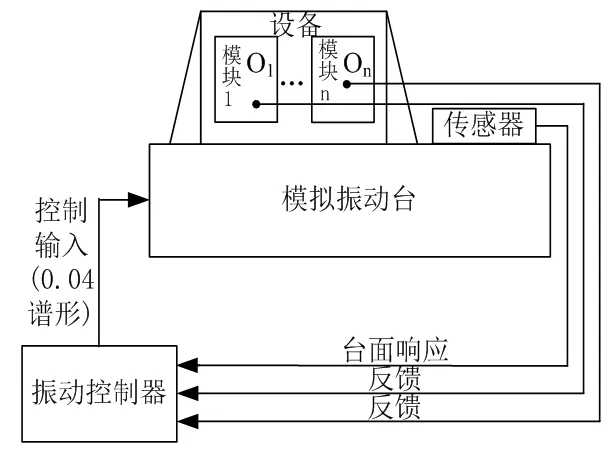
圖2 傳統振動試驗圖
圖中設備內有n(n≥1)塊模件板,O1、O2分別為每塊模件的幾何中心,在O1、O2處粘貼傳感器,具體的試驗步驟如下。
(1)選取每塊模件的幾何中心或模件上的關鍵件、重要件處粘貼1個傳感器。
(3)同時監測每塊模件檢測點的激勵響應,根據響應譜形修正控制譜,使每塊模件上的激勵響應控制在要求的量級內,從而確定輸入控制譜。
試驗流程如圖3所示。
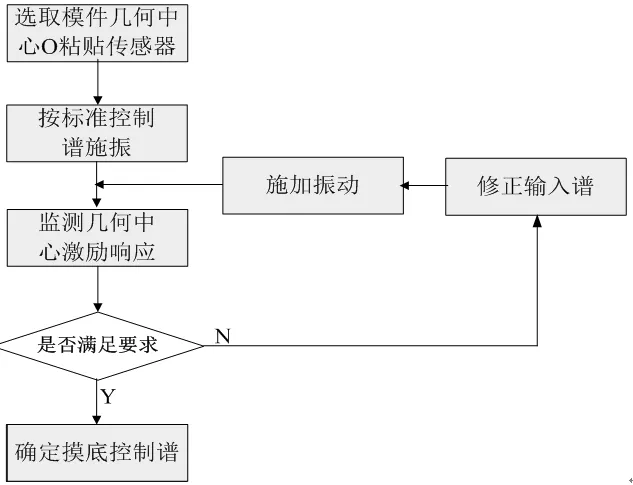
圖3 試驗流程
模件上單點的激勵響應不能完全反應整塊模件的響應特性,模件上其他部分存在過考核的可能性。
3 多點極值隨機振動篩選試驗摸底方法
為了避免傳統試驗方法對產品可能造成的過考核,提出了1種基于多點極值反饋的隨機振動篩選試驗摸底方法。該方法是確保設備內各模件上各點的響應特性滿足的梯形譜,以每塊模件上的最大振動強度小于6.23g(允許偏差±1.5g)為目標,監測振動臺面或支架上的功率譜密度,作為控制輸入條件,由此再現設備內各點的振動譜形,達到要求的振動量級,以此輸入功率譜密度作為該設備隨機振動篩選試驗的條件,試驗連接如圖4所示。
圖4中a~d為在模件n上選取的i個檢測點(受元器件安裝位置的限制,一般i≤5),監測i個點的激勵響應,得到極值響應點,修正輸入控制譜,使每塊板上的極值響應點均應滿足要求,具體的試驗步驟如下。
(1)在每塊模件上選取檢測點粘貼傳感器。
(3)同時監測模件上的i個傳感器的輸出,確定極值響應點P,P=max{Pi,i=1,2......}。
(4)按照步驟(1)~(3)的方法,確定該設備內每塊模件的極值點。
(5)在各模件的極值響應點粘貼傳感器,按照標準的控制譜施加振動,根據極值點的響應對控制譜進行修正,使每個極值響應點的振動量級均滿足要求,形成最終控制譜。
多點極值摸底試驗流程如圖5所示。
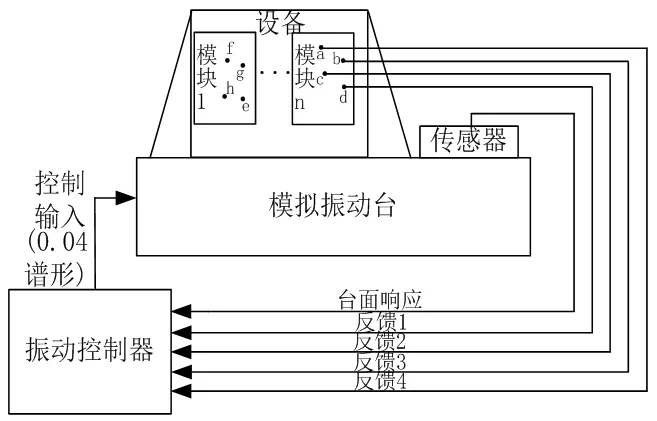
圖4 多點極值振動摸底試驗圖
4 試驗數據分析
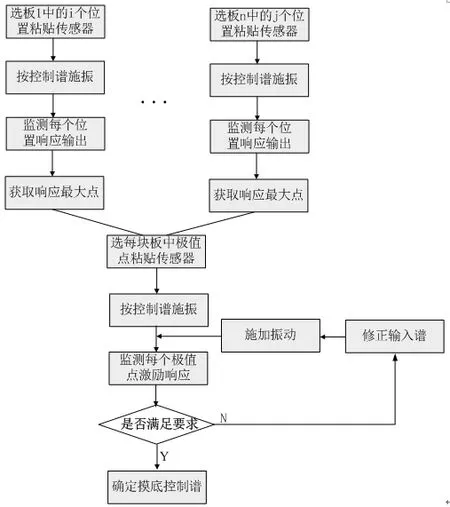
圖5 多點極值摸底試驗流程圖
以下是某型號時序輸出電子設備在某一方向(Z向)的摸底情況,輸入控制譜和響應譜的摸底結果如圖6、7所示。從圖6可以看出,使用傳統的篩選方法得到的輸入控制譜(量級為6.66805g),施加到某電子設備上,其某塊模件上幾何中心O點的振動響應為7.61266g,滿足設計要求,在相同控制譜的控制下,同一模件上某一非幾何中心處的振動響應為13.883g,該非幾何中心點的響應是幾何中心響應的1.8倍,其它非幾何中心點的響應有可能更大,可能對模件上的元器件造成過應力,而用多點極值反饋方法得到的輸入控制譜(6.24985g),作用在相同的電子設備上,相同模件上任意兩點的振動響應分別為5.83054g和6.51857g。響應點均滿足應力要求,達到了試驗目的。由圖6、7可以得到,該方法能夠保證設備內模件上各點的響應特性滿足要求。
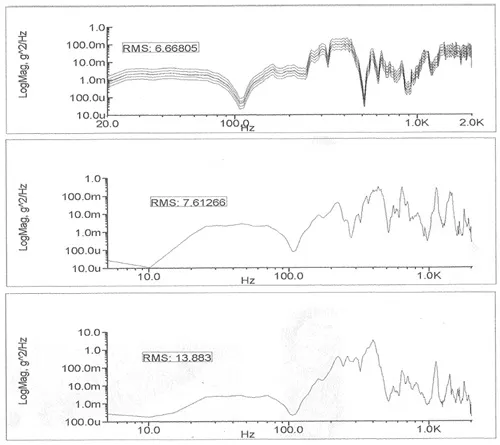
圖6 傳統方法控制—響應譜
5 結語
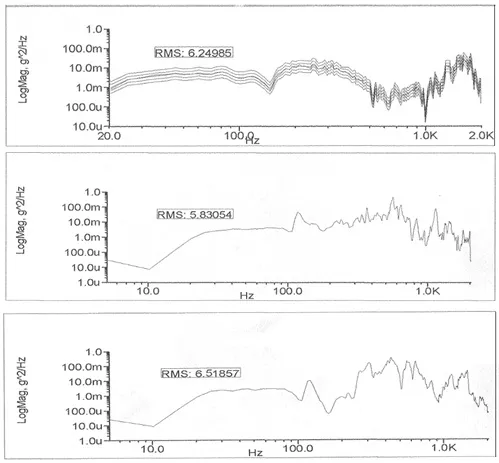
圖7 多點極值控制—響應譜
本文在傳統的振動篩選的基礎上,提出了一種基于多點極值反饋篩選振動方法。該方法能夠更全面反映設備內模件上各點的響應特性,與傳統的試驗方法相比較,能準確地確定控制輸入譜,有效避免了設備過考核的可能,具有較好的參考價值。但是此方法受模件上元器件安裝的限制,這將是下一步研究的重點。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
中國特種設備安全(2022年6期)2022-09-20 02:52:28
天天愛科學(2020年6期)2020-09-10 07:22:44
電子制作(2018年11期)2018-08-04 03:26:08
數學物理學報(2017年6期)2018-01-22 02:26:40
工業設計(2016年12期)2016-04-16 02:52:00
Coco薇(2015年1期)2015-08-13 02:23:50
消費者報道(2014年7期)2014-07-31 11:23:57
計算物理(2014年2期)2014-03-11 17:01:44
玩具(2009年10期)2009-11-04 02:33:14
