沖壓CAE技術(shù)在汽車開(kāi)發(fā)中的應(yīng)用
2018-11-16 09:56:02艾樹(shù)良年雪山袁立峰北京汽車股份有限公司
鍛造與沖壓 2018年22期
關(guān)鍵詞:工藝
文/艾樹(shù)良,年雪山,袁立峰·北京汽車股份有限公司
運(yùn)用有限元軟件對(duì)汽車車身零件進(jìn)行成形性分析,得到的沖壓仿真分析結(jié)果可以為車身零件的造型改進(jìn)、沖壓工藝設(shè)計(jì)及模具調(diào)試提供參考依據(jù),從而達(dá)到縮短開(kāi)發(fā)周期,降低開(kāi)發(fā)成本的目的。本文介紹了薄板沖壓成形的沖壓CAE技術(shù)所涉及的核心內(nèi)容以及CAE技術(shù)在模具制造中所發(fā)揮的作用,并以AUTOFORM軟件為例從不同的角度闡述了沖壓CAE技術(shù)在沖壓工藝研究中的應(yīng)用情況。
目前,全球汽車制造企業(yè)之間的競(jìng)爭(zhēng)越來(lái)越激烈,人們對(duì)汽車質(zhì)量和性能的要求也越來(lái)越高。為迎接挑戰(zhàn),汽車界提出了3R戰(zhàn)略,即縮短產(chǎn)品的市場(chǎng)化周期,降低產(chǎn)品開(kāi)發(fā)費(fèi)用和減輕汽車重量。
沖壓工藝與模具設(shè)計(jì)是薄板沖壓成形技術(shù)的關(guān)鍵,涉及力學(xué)中的三大非線性問(wèn)題:幾何非線性(沖壓過(guò)程中板料產(chǎn)生大位移、大轉(zhuǎn)動(dòng)、大變形)、物理非線性(又稱材料非線性,指材料在沖壓中產(chǎn)生的彈塑性變形)、邊界非線性(指模具與工件產(chǎn)生的接觸摩擦引起的非線性關(guān)系)。傳統(tǒng)的沖壓工藝與模具設(shè)計(jì)只能以許多簡(jiǎn)化和假設(shè)為基礎(chǔ)進(jìn)行初步計(jì)算,然后進(jìn)行大量反復(fù)試模、修模來(lái)保證零件品質(zhì)。
薄板沖壓成形的計(jì)算仿真實(shí)際上是利用數(shù)字模擬技術(shù)分析板料成形的全過(guò)程,每次仿真就相當(dāng)于一次試模過(guò)程,因此成熟的仿真技術(shù)可以減少試模次數(shù)、縮短新產(chǎn)品開(kāi)發(fā)周期、降低開(kāi)發(fā)成本、提高產(chǎn)品品質(zhì)和市場(chǎng)競(jìng)爭(zhēng)力。
沖壓成形過(guò)程的計(jì)算機(jī)仿真原理
在薄板沖壓成形過(guò)程中,模具的剛性通常遠(yuǎn)遠(yuǎn)大于板料的剛性,因此模具的變形相對(duì)板料的變形來(lái)說(shuō)很小,可以忽略不計(jì)。將薄板沖壓成形過(guò)程抽象成一個(gè)力學(xué)過(guò)程,它包含四種特性不同的運(yùn)動(dòng)物體,圖1所示為沖壓成形的典型力學(xué)模型示意圖。在這四種物體中,板料為彈塑性變形體,其余三種均可作為剛體看待,但三種剛體的運(yùn)動(dòng)特性各不相同。上模作為對(duì)板料加載的主動(dòng)體,其運(yùn)動(dòng)狀態(tài)主要由壓力機(jī)控制,按一定的頻率作上下往復(fù)沖壓運(yùn)動(dòng),壓板在壓邊力作用下壓住板料,下模通常是固定不動(dòng)的。
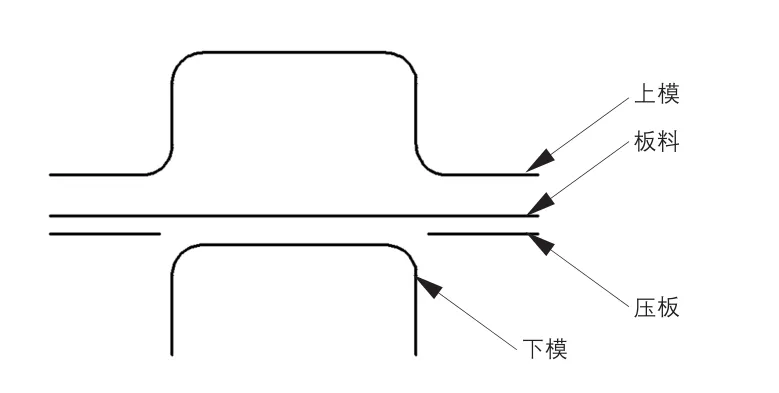
圖1 沖壓成形的典型力學(xué)模型示意圖
為得到板料的彈塑性變形過(guò)程,必須求解作用在板料上的各種外力。從受力分析可知,作用于板料上的外力主要有三個(gè)來(lái)源(圖2)。其中F1為壓板對(duì)板料的作用力,F(xiàn)2為上模對(duì)板料的作用力,F(xiàn)3為下模對(duì)板料的作用力,上述作用力中又包括法向接觸力和切向摩擦力。此外板料還受到重力作用,壓板的剛體運(yùn)動(dòng)與板料的彈塑性變形是相互耦合的,因此必須同時(shí)求解。
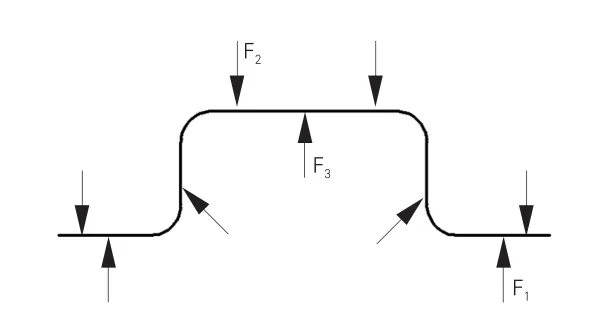
圖2 作用在板料上的外力示意圖
計(jì)算機(jī)仿真技術(shù)在沖壓工藝與模具設(shè)計(jì)中所能解決的問(wèn)題
拉裂的預(yù)測(cè)與消除
拉裂是薄板沖壓成形中常見(jiàn)的失效形式之一,利用CAE軟件成形性分析及鈑金成形極限圖的分析,對(duì)板料成形過(guò)程中的料厚變化、材料變薄率的變化狀態(tài)觀察,可以較為準(zhǔn)確地評(píng)估板料在成形過(guò)程中開(kāi)裂的部位及裂紋區(qū)域的應(yīng)變狀態(tài)。開(kāi)裂問(wèn)題通常可以通過(guò)調(diào)整產(chǎn)品狀態(tài)及成形材料解決,如適當(dāng)放大成形圓角,使用延伸性更好的材料等。對(duì)于有特殊要求的零件,則需要增加相應(yīng)工藝手段。當(dāng)產(chǎn)品開(kāi)裂區(qū)域在制件內(nèi)部,難以通過(guò)板料流動(dòng)來(lái)進(jìn)行補(bǔ)償?shù)那闆r下,根據(jù)裂紋位置,采用過(guò)拉延手段,放大其成形R角方法,再利用整形工序?qū)崿F(xiàn)產(chǎn)品的形狀控制。當(dāng)形狀裂紋在制件邊緣時(shí),可以通過(guò)改變毛坯形狀、增加切角工藝、調(diào)整拉延筋形狀等方法解決開(kāi)裂問(wèn)題。
起皺的預(yù)測(cè)與消除
起皺是薄板沖壓成形中另一種失效形式,計(jì)算機(jī)仿真技術(shù)能很好的預(yù)測(cè)給定條件下零件可能產(chǎn)生的起皺。沖壓成形是板料在復(fù)雜的外力條件下通過(guò)流動(dòng)變形生成制件的成形方式,而成形板料的厚度尺寸相對(duì)形狀尺寸來(lái)說(shuō)很小,極易在厚度方向上出現(xiàn)失穩(wěn)并產(chǎn)生皺紋,影響零件表面質(zhì)量。
利用CAE有限元技術(shù),對(duì)相關(guān)工藝參數(shù),如拉延筋、壓邊力、板料形狀在極限狀態(tài)下的模擬分析,得出導(dǎo)致產(chǎn)品失穩(wěn)起皺的關(guān)鍵因素,從而找到有針對(duì)性的解決辦法。在產(chǎn)品的邊界區(qū)域,可通過(guò)適當(dāng)?shù)墓に囇a(bǔ)充形狀,改善產(chǎn)品形狀的突變狀態(tài),調(diào)整拉延筋形狀等方法避免起皺現(xiàn)象產(chǎn)生;在產(chǎn)品的內(nèi)部形狀區(qū)域,由于特征形狀較多,可通過(guò)CAE仿真分析軟件,評(píng)估產(chǎn)品形狀在成形時(shí)的料厚及應(yīng)力、應(yīng)變的變化狀態(tài),使其在開(kāi)始成形時(shí)出現(xiàn)的皺紋,在成形結(jié)束時(shí)通過(guò)產(chǎn)品形狀的拉延消除產(chǎn)生的皺紋,從而改善產(chǎn)品的質(zhì)量。
回彈的計(jì)算
沖壓成形件在卸載后的回彈是不可避免的物理現(xiàn)象。因?yàn)榛貜棳F(xiàn)象的存在,模具型腔表面的形狀與工件表面設(shè)計(jì)的形狀應(yīng)當(dāng)不同,以補(bǔ)償回彈引起的工件尺寸變化。當(dāng)仿真計(jì)算進(jìn)行沖壓到極限位置時(shí),模具對(duì)工件的加載過(guò)程結(jié)束,計(jì)算機(jī)會(huì)得出工件加載過(guò)程的變形輪廓。加載過(guò)程結(jié)束后,計(jì)算機(jī)便開(kāi)始對(duì)卸載過(guò)程進(jìn)行模擬。卸載過(guò)程中,模具對(duì)工件的作用力逐漸減小,工件隨之回彈。計(jì)算機(jī)對(duì)工件回彈中的變形進(jìn)行計(jì)算,模具完全脫離工件后得到了最后形狀。通過(guò)比較卸載前后工件的形狀,可得出工件在卸載中產(chǎn)生的回彈量。
壓邊力的確定
在計(jì)算機(jī)仿真分析過(guò)程中,壓邊力太小,工件就會(huì)起皺;壓邊力太大,工件就有開(kāi)裂風(fēng)險(xiǎn)。當(dāng)模具方案基本確定后,可根據(jù)以往經(jīng)驗(yàn)粗定壓邊力大小,再用計(jì)算機(jī)對(duì)成形過(guò)程進(jìn)行仿真。若發(fā)現(xiàn)起皺,則加大壓邊力;若發(fā)現(xiàn)開(kāi)裂,則減小壓邊力,最后確定一個(gè)合適的壓邊力。
毛坯尺寸的計(jì)算
采用計(jì)算機(jī)仿真技術(shù),能夠比較準(zhǔn)確地掌握一個(gè)零件在沖壓過(guò)程中的材料流動(dòng)情況。根據(jù)零件的形狀和工藝補(bǔ)充需要,在仿真得到的沖壓件的最后形狀上找出一條邊界線,以區(qū)分應(yīng)當(dāng)保留的部分和可以去掉的部分,再將這條分界線反射到原始毛坯上,就可得到合理的毛坯形狀和尺寸。
AUTOFORM軟件在汽車開(kāi)發(fā)中的應(yīng)用
以下是利用AUTOFORM軟件對(duì)某車型側(cè)圍外板進(jìn)行CAE分析的實(shí)例。
側(cè)圍外板的結(jié)構(gòu)特點(diǎn)、質(zhì)量要求及精度要求
圖3所示為某車型側(cè)圍外板零件形狀,側(cè)圍是由形狀復(fù)雜的空間自由曲面組成,零件的內(nèi)部還帶有門框和窗口形狀。側(cè)圍外板是汽車外覆蓋件中總體尺寸最大的零件,表面質(zhì)量要求很高,側(cè)圍的表面有三類區(qū)域:外觀表面、開(kāi)門后可見(jiàn)表面以及不可見(jiàn)表面,其中外觀表面質(zhì)量要求最高,不允許有開(kāi)裂、皺紋、凹凸不平、沖擊線、滑移線、壓痕等缺陷,而且產(chǎn)品特征棱線應(yīng)清晰。它與側(cè)圍有匹配關(guān)系的零件最多,包括發(fā)動(dòng)機(jī)蓋、翼子板、前風(fēng)窗、前后門總成、前后地板、前后輪罩、后蓋、尾燈、密封條等。對(duì)側(cè)圍要求有很高的尺寸精度,包括輪廓尺寸、孔位尺寸等,以保證焊裝和總裝的準(zhǔn)確性、一致性,側(cè)圍還要求有很高的形狀精度。

圖3 側(cè)圍外板零件形狀
側(cè)圍外板沖壓成形的有限元模擬分析
側(cè)圍外板屬于外覆蓋件,要經(jīng)過(guò)拉延、修邊沖孔、翻邊、整形等工序完成,拉延工序是最重要的,也是難度最大的。工藝設(shè)計(jì)不當(dāng),常常會(huì)產(chǎn)生拉裂、起皺等缺陷,給模具調(diào)試造成較大的難度,采用AUTOFORM軟件的有限元模擬分析計(jì)算、深入分析側(cè)圍外板成形特征和變形過(guò)程的金屬流動(dòng)、合理控制材料流動(dòng)和應(yīng)力分布,以避免成形區(qū)域局部開(kāi)裂和起皺的發(fā)生,同時(shí)為零件的模具調(diào)試以及沖壓成形質(zhì)量控制提供技術(shù)依據(jù)。
⑴建立側(cè)圍外板拉延件有限元模型。
1)初始拉延工藝設(shè)計(jì)。
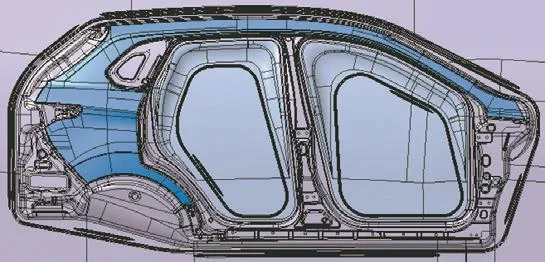
圖4 側(cè)圍外板拉延型面幾何模型
初始型面設(shè)計(jì)主要依靠工藝設(shè)計(jì)人員的經(jīng)驗(yàn)完成,圖4所示為用CATIA軟件設(shè)計(jì)完成的側(cè)圍外板型面幾何模型,它包括產(chǎn)品面、工藝補(bǔ)充面、壓料面和拉延筋。產(chǎn)品面是由零件的幾何形狀所決定的;工藝補(bǔ)充面、壓料面和拉延筋是為使產(chǎn)品面達(dá)到成形要求而需要增加的部分。設(shè)計(jì)合理的工藝補(bǔ)充面、壓料面和拉延筋是獲得高質(zhì)量產(chǎn)品的關(guān)鍵,工藝設(shè)計(jì)中通常考慮以下幾個(gè)方面。
①壓料面。確定沖壓方向要考慮拉延成形過(guò)程中的坯料接觸與進(jìn)料情況,保證接觸面盡量大,各處拉延深度盡量均勻,拉延深度的大小決定了產(chǎn)品的成形性。成形性越好,則產(chǎn)品件剛性越好,而且回彈越小,有利于后序整形后獲得精度較高的零件,壓料面的位置是由適當(dāng)?shù)臎_壓方向和拉延深度決定的。
②工藝補(bǔ)充面。做工藝補(bǔ)充面前要考慮產(chǎn)品面的翻邊部分,將需要翻邊的產(chǎn)品面展開(kāi)到工藝補(bǔ)充面上。如后序有整形,可適當(dāng)放大產(chǎn)品部分的圓角和加大立壁拔模角度,工藝補(bǔ)充面是指從產(chǎn)品面邊緣延伸出來(lái)到壓料面的過(guò)渡面,工藝補(bǔ)充面的設(shè)計(jì)要盡可能圓滑,有利于材料流動(dòng)。
③拉延筋。拉延筋是用來(lái)控制和改善材料流動(dòng)狀況的。初步設(shè)計(jì)拉延筋圓角半徑為6mm,高度為5mm,為保證沖壓成形性,并方便調(diào)整材料的流動(dòng)速度和流入量,采用雙道拉延筋。
2)計(jì)算機(jī)仿真設(shè)置。
首先將在CATIA軟件中設(shè)計(jì)的型面幾何模型通過(guò)IGS數(shù)據(jù)轉(zhuǎn)換接口導(dǎo)入AUTOFORM軟件中進(jìn)行網(wǎng)格劃分及各項(xiàng)參數(shù)設(shè)置。AUTOFORM軟件用隱式增量有限元法迭代求解進(jìn)入工序生成器,采用單動(dòng)拉延工藝,材料為DC06,料厚0.7mm,定義好板料形狀(Blank)、工具 (Tool)、拉延筋 (Drawbead)、摩擦系數(shù) (Lube)、工序 (Process)。
拉延凸模、凹模、壓邊圈及板料采用殼單元進(jìn)行幾何離散,自適應(yīng)劃分網(wǎng)格,并假定凸模、凹模、壓邊圈三部分為剛體,然后進(jìn)入工序(Process)進(jìn)行設(shè)計(jì)。拉延過(guò)程共分三步,分別是重力(Gravity)、閉合(Closing)和拉延(Drawing)。圖5所示為側(cè)圍外板拉延起始狀態(tài)下的有限元模型,凹模在上,凸模在下,三個(gè)壓邊圈在中間,行程為220mm。根據(jù)初步計(jì)算的仿真結(jié)果,反復(fù)優(yōu)化壓料面、工藝補(bǔ)充面及仿真參數(shù),確定落料輪廓(圖6),同時(shí)確定外壓邊力、門框內(nèi)壓料力和拉延筋強(qiáng)度,為現(xiàn)場(chǎng)模具調(diào)試提供參考依據(jù)。
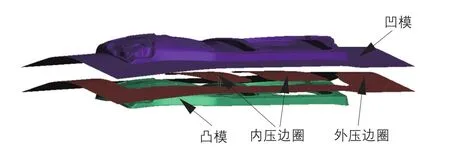
圖5 側(cè)圍外板拉延件有限元模型
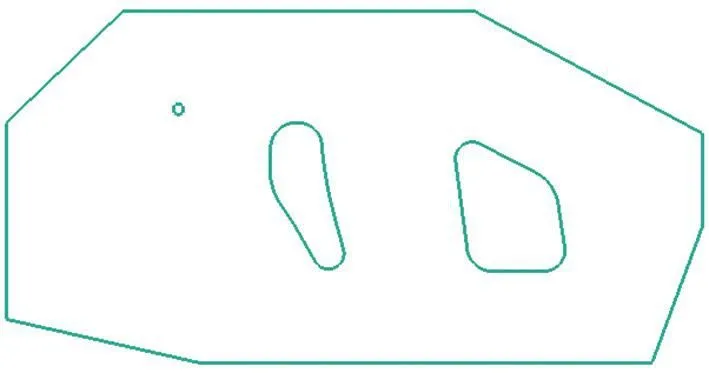
圖6 側(cè)圍外板落料輪廓
⑵模擬結(jié)果分析。
參數(shù)設(shè)置完成后進(jìn)行模擬分析計(jì)算,對(duì)CAE分析結(jié)果進(jìn)行研究,不斷修改工藝方案,進(jìn)行優(yōu)化處理。調(diào)整內(nèi)容主要包括:壓邊力、拉延筋、板料輪廓線、型面角度及圓角等。對(duì)可能出現(xiàn)的缺陷進(jìn)行評(píng)估,同時(shí)提出解決預(yù)案。
1)塑性變形。
汽車外覆蓋件都具有比較平緩的曲面,通常采用一次拉延成形。為保證零件成形后有足夠的剛性和表面質(zhì)量,必須對(duì)塑性變形程度進(jìn)行控制。塑性變形程度越大,其剛性越好,一般要求毛坯的最小塑性變形伸長(zhǎng)率大于3%。圖7所示為該側(cè)圍外板的拉延成形性分布圖,從圖中可以看出,B柱上方與頂蓋搭接的上邊梁部位A區(qū)域局部成形不充分。A區(qū)域的成形不充分是由于內(nèi)、外兩側(cè)的材料流入不均勻造成的。因?yàn)锽柱產(chǎn)品結(jié)構(gòu)的限制,內(nèi)側(cè)材料流動(dòng)性差。通過(guò)調(diào)整內(nèi)外側(cè)拉延筋、壓邊力和優(yōu)化門框的工藝孔可以解決。門檻B(tài)區(qū)域表面變形不充分,原因與A區(qū)域相同,采用相同的解決措施。側(cè)圍輪罩上方C區(qū)域形狀相對(duì)平坦,位于產(chǎn)品的中部,也容易出現(xiàn)變形不充分情況,產(chǎn)生表面局部凹陷,通過(guò)工藝補(bǔ)償可以解決。

圖7 側(cè)圍外板拉延成形性分布圖
2)起皺分析。
圖8(a)是該側(cè)圍起皺分布圖,側(cè)圍在成形過(guò)程中,在距拉延到底前40mm時(shí),輪罩下角產(chǎn)生皺紋,但零件最后成形時(shí),皺紋消失,對(duì)零件質(zhì)量影響不大。圖8(a)所示的D區(qū)域后三角窗位置由于產(chǎn)品造型原因,成形有起皺的風(fēng)險(xiǎn)。在產(chǎn)品設(shè)計(jì)時(shí),已考慮在D區(qū)域增加如圖8(b)所示的吸皺筋,這在一定程度上可以避免或減輕因材料線長(zhǎng)變化而出現(xiàn)材料堆積的皺紋缺陷。
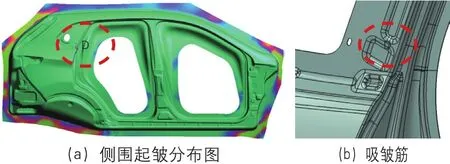
圖8 側(cè)圍外板拉延起皺分析
3)破裂分析。
圖9所示為該側(cè)圍減薄分布圖,減薄最嚴(yán)重的幾個(gè)區(qū)域分布在尾燈口的E區(qū)域和后門洞的F區(qū)域,局部最大減薄率達(dá)到27%。一般要求DC06材料的最大減薄率不超過(guò)20%。由于成形深度較深,側(cè)壁拔模角度和根部圓角較小,材料流動(dòng)性差,材料過(guò)度減薄,成形有開(kāi)裂的風(fēng)險(xiǎn)。考慮該區(qū)域后序有整形工序保證產(chǎn)品特征,拉延工序可以放大側(cè)壁的拔模角度和根部圓角使材料容易流入,解決開(kāi)裂問(wèn)題。門框下角的G區(qū)域和H區(qū)域局部最大減薄率達(dá)到25.3%,根部圓角和轉(zhuǎn)角都比較小,容易使材料應(yīng)力集中,解決預(yù)案是調(diào)整內(nèi)側(cè)壓邊面上的拉延筋、優(yōu)化門框工藝孔大小。
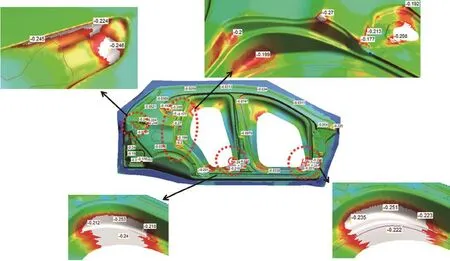
圖9 側(cè)圍外板拉延材料變薄分析
4)滑移線分析。
汽車外覆蓋件產(chǎn)品造型時(shí)需要設(shè)計(jì)一些外觀有美感要求的特征棱線,圖10(a)所示為產(chǎn)品棱線。這些產(chǎn)品的圓角通常都較小,在零件沖壓成形時(shí),凸模棱線的高點(diǎn)與板料接觸較早,與凸模高處圓角接觸的板料會(huì)產(chǎn)生滑動(dòng)而出現(xiàn)滑移痕跡,從圖10(b)中可觀察到。為避免在零件外表面出現(xiàn)滑移線,需要保持棱線兩側(cè)的進(jìn)料速度均勻,并控制兩側(cè)的材料流入量。
5)沖擊線分析。
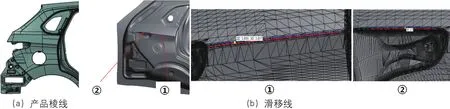
圖10 側(cè)圍外板滑移線分析
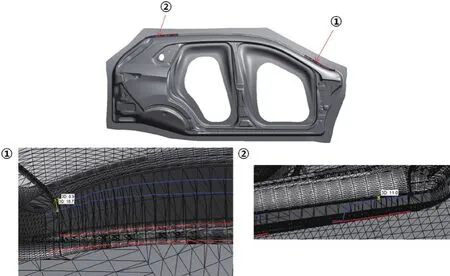
圖11 側(cè)圍外板沖擊線分析
圖11 所示為該側(cè)圍在上邊梁與頂蓋搭接區(qū)域的沖擊線分布圖。板料在拉延過(guò)程中,凹模口圓角首先接觸板料,隨著板料向凹模中流入,凹模口圓角在板料上留下痕跡,材料流入越多痕跡越長(zhǎng),這種痕跡就是沖擊線。沖擊線距離產(chǎn)品外露面可視邊界最近處為8.9mm,不會(huì)對(duì)外表面質(zhì)量產(chǎn)生影響。對(duì)于外覆蓋件,沖擊線不允許留在外觀面上,在產(chǎn)生沖擊線的工藝補(bǔ)充側(cè)壁的下半段增加臺(tái)階造型,這種臺(tái)階造型的凹模圓角初始接觸板料的位置比原始的凹模圓角接觸板料位置靠外一點(diǎn),能夠儲(chǔ)存一定量的材料。并且在板料成形的前半段產(chǎn)生稍大的拔模角度,材料流入量相對(duì)較少;在板料成形的后半段,上模臺(tái)階的凸圓角接觸板料,此圓角處材料開(kāi)始流動(dòng),最后到拉延成形結(jié)束。這樣來(lái)說(shuō)可以減緩材料成形上半段的材料流動(dòng),減緩了沖擊線,同時(shí)避免了門洞內(nèi)開(kāi)裂的問(wèn)題。
結(jié)束語(yǔ)
沖壓CAE分析在汽車開(kāi)發(fā)中的應(yīng)用縮短了整車鈑金件的開(kāi)發(fā)周期,節(jié)約了大量的開(kāi)發(fā)成本,大大提高了產(chǎn)品的市場(chǎng)競(jìng)爭(zhēng)力。在國(guó)內(nèi)外汽車企業(yè)中,沖壓CAE工程是車身零件沖壓成形分析中必不可少的環(huán)節(jié),利用沖壓CAE有限元模擬分析可以提前預(yù)測(cè)成形中的缺陷和潛在問(wèn)題,針對(duì)出現(xiàn)的問(wèn)題采取合理的工藝方案,可以消除大部分質(zhì)量隱患,提高零件工藝設(shè)計(jì)質(zhì)量。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52