基于Moldflow的注塑模具隨形冷卻水道設計與分析*
2018-11-21 08:08:18張森森張留偉
科技與創新 2018年21期
關鍵詞:變形
張森森,張留偉
?
基于Moldflow的注塑模具隨形冷卻水道設計與分析*
張森森,張留偉
(臺州科技職業學院,浙江 臺州 318000)
以肥皂盒塑件為研究對象,運用不同方案設計出冷卻水道,采用Moldflow軟件對每種方案進行模擬分析。結果表明,隨形冷卻設計能使塑件制品溫度場分布更加均勻、冷卻時間縮短,更重要的是可減少塑件的翹曲變形。
隨形冷卻水道;Moldflow;冷卻效果;翹曲變形
隨形冷卻技術最早是由美國麻省理工學院的Sachs[1]教授提出來的,隨后迅速發展。由于隨形冷卻水道的形狀是根據產品的表面形狀而變化的,不再是傳統直鉆形的冷卻水道,因此,能夠使得塑件制品均勻冷卻,冷卻效率得到很大的提高,且能很好地控制模具的溫度;同時,還能夠大大減少塑膠件常見的一些缺陷,比如殘余應力、縮痕和翹曲變形等[2-5]。本文用Moldflow對肥皂盒塑件進行模擬分析,通過對比隨形冷卻和傳統冷卻2種方案,得出隨形冷卻的效果更佳,其明顯縮短了產品的成型周期。
1 冷卻系統的設計
圖1為肥皂盒蓋塑膠件,其長度為152 mm,寬度100 mm,高度25 mm,壁厚2 mm,壁厚均勻。總體積為35.522 cm3。注塑所用材料為ABS。運用一模兩腔式的模具結構,采用側澆口進澆方式。塑料件外觀圖如圖1所示。

注塑成型所用工藝參數如表1所示。為了更好地表達冷卻水道形式對冷卻效果的影響,本人采用傳統冷卻和隨形冷卻2種布局方式,如圖2和圖3所示。傳統冷卻水道管道直徑8 mm,平行布置,冷卻水道間距22 mm,距離型腔面15 mm。隨形冷卻水道參數與傳統冷卻水道參數相同。
表1 注塑工藝參數
參數名稱數值 熔料溫度/℃230 冷卻水溫度/℃25 模具表面溫度/℃50 頂出溫度/℃88 成型周期/s30 充填時間/s2.2 開模時間/s5 熔融指數/(g/10 min)35 保壓壓力(3 s)/MPa45
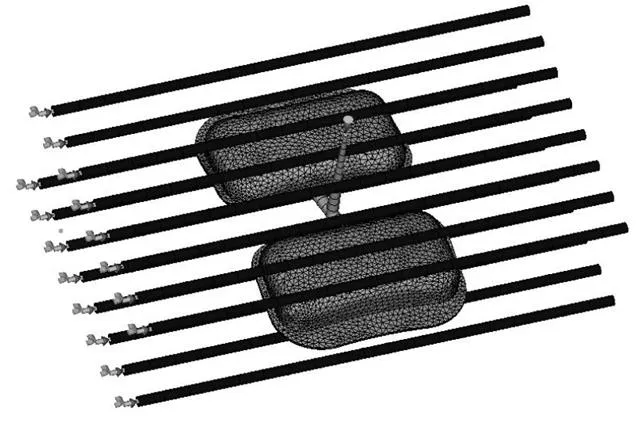
圖2 傳統冷卻水道布局方式

圖3 隨形冷卻水道布局方式
2 冷卻系統模擬結果分析
圖4中的(a)和(b)分別為注射成型時傳統冷卻系統和隨形冷卻系統最高溫度模擬圖,從圖4中可以看出傳統冷卻系統最高溫度為61.08 ℃,而隨形冷卻系統模擬最高溫度為44.57 ℃。由此可知,隨形冷卻水道冷卻效果較好。
圖5中的(a)和(b)分別為2種冷卻水道達到頂出溫度所用時間的模擬結果圖,從圖5中可以看出,傳統冷卻水道所用時間為12.24 s,隨形冷卻水道所用時間為10.28 s。由于縮短冷卻時間可以使生產效率明顯提高,所以,隨形冷卻水道能有效地提高生產效率。圖6中的(a)和(b)為2種冷卻系統對制品翹曲變形模擬示意圖。傳統冷卻水道所打產品翹曲變形量為0.484 3 mm,隨形冷卻水道所打產品翹曲變形量為0.4 819 mm。由此可知,不同冷卻水道對產品的翹曲變形有影響,但不是很明顯。
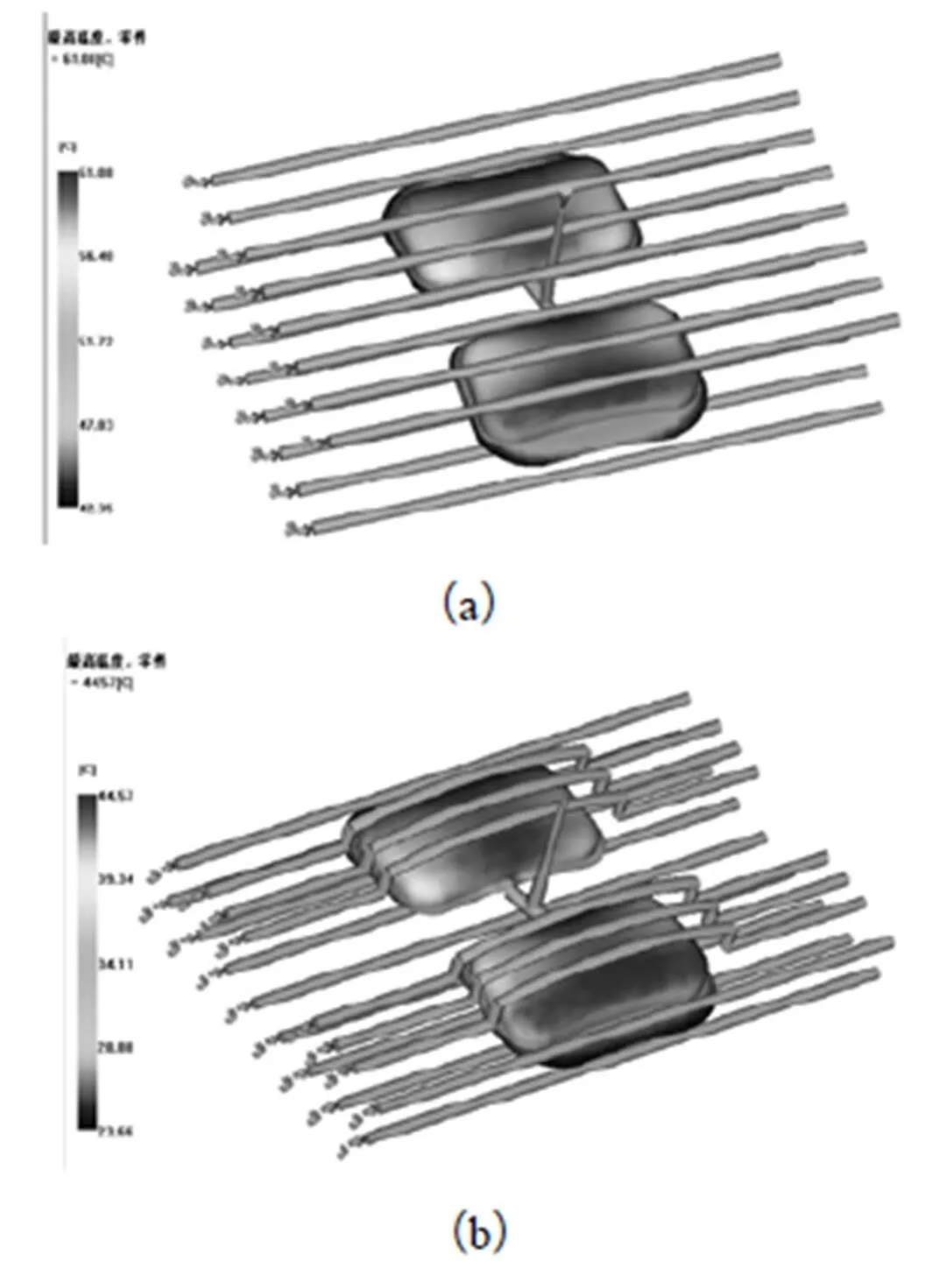
圖4 不同冷卻水道制件表面溫度比較

圖5 不同冷卻系統對冷卻時間的影響
3 結論
在注塑整個成型周期中,冷卻階段所用時間占整個成型周期的80%以上,且直接影響產品質量。因此,選擇好的冷卻系統對降低成本、提高制件的質量是至關重要的。結果顯示,隨形冷卻水道能有效地縮短產品成型周期,提高生產率,且對制件的翹曲變形也有一定的影響。
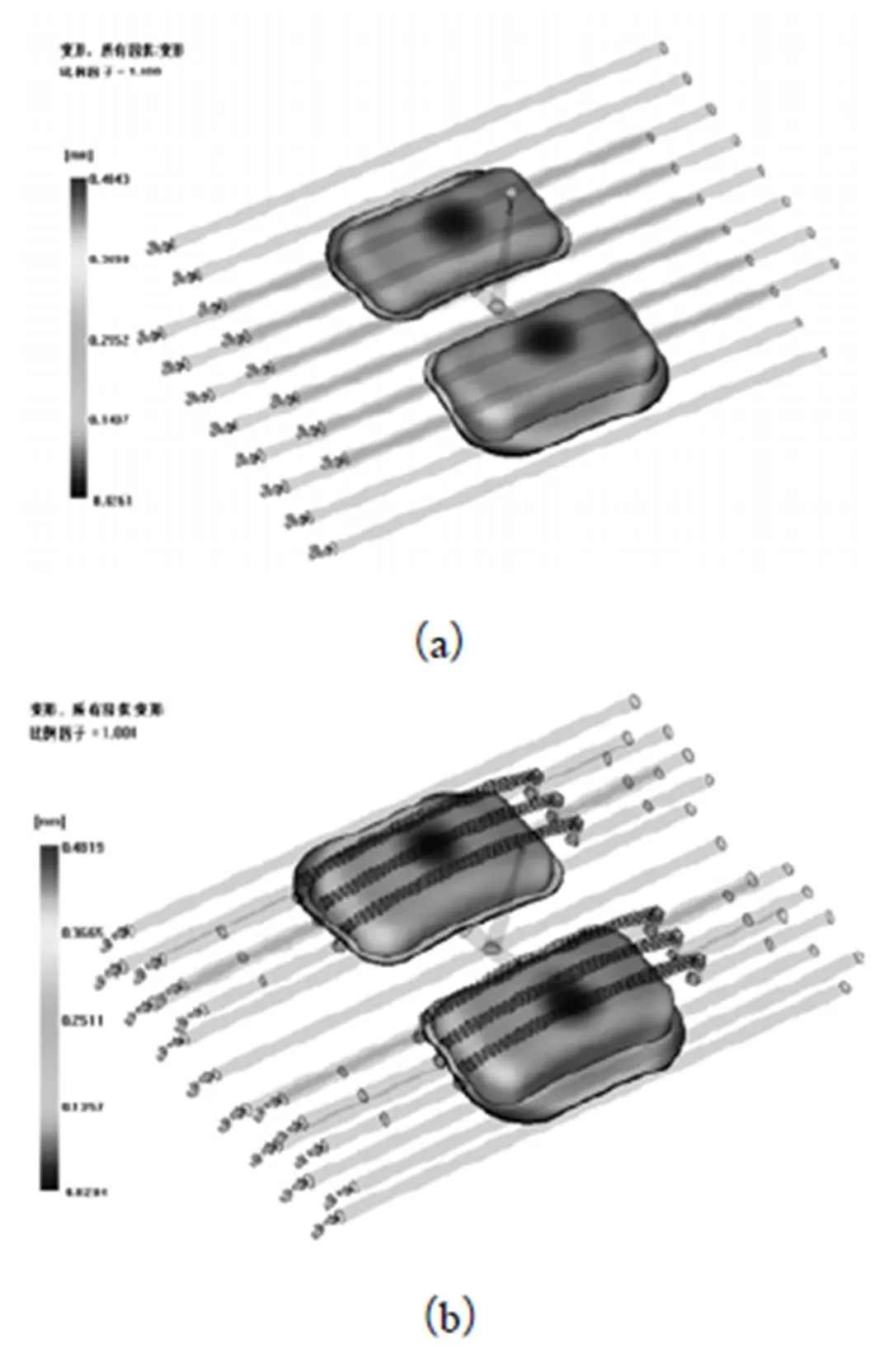
圖6 不同冷卻系統對塑件翹曲變形的影響
[1]SACHS E,ALLEN S,GUO J,et al.Progress on tooling by 3D printing: Conformal cooling,dimensional control,surface finish and hardness[C].//Proceedings of the Eighth Annual Solid Freeform Fabrication Symposium. Austion:[s.n.],1997.
[2]AGAZZI A,SOBOTKA V,Le GOFF R,et al.Uniform cooling and part warpage reduction in injection molding thanks to the design of an effective cooling system[J].Key Eng Mater,2013(554):1611-1618.
[3]SACHS E,WYLONIS E,ALLEN S,et al. Production of injection molding tooling with conformal cooling channels using the three dimensional printing process[J].Polym Eng Sci,2000,10(05):1232-1247.
[4]史玉升,伍志剛,魏青松,等.隨形冷卻對注塑成型和生產效率的影響[J].華中科技大學學報(自然科學版),2007(03):60-62.
[5]PARK H S,PHAM N H. Design of conformal cooling channels for an automotive part[J].Int J Automot Technol,2009,10(01):87-93.
2018年校級大學生創新科研項目
2095-6835(2018)21-0041-02
TQ320.52
A
10.15913/j.cnki.kjycx.2018.21.041
張留偉(1986—),男,浙江臺州人,碩士研究生,講師,主要研究方向為金屬材料及表面工程。
〔編輯:張思楠〕
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
