DP780高強鋼板的彎曲凹模圓角曲形優化
2018-12-06 06:41:14董文正溫俊杰徐令林啟權李落星
中南大學學報(自然科學版) 2018年11期
關鍵詞:深度
董文正,溫俊杰,徐令,林啟權,李落星
?
DP780高強鋼板的彎曲凹模圓角曲形優化
董文正1, 2,溫俊杰1,徐令1,林啟權1,李落星2
(1. 湘潭大學 機械工程學院,湖南 湘潭,411105; 2. 湖南大學 汽車車身先進設計制造國家重點實驗室,湖南 長沙,410082)
針對沖壓成形過程中模具磨損及零件表面黏模等問題,以DP780高強度鋼板U型彎曲成形為例,采用有限元數值模擬及工藝試驗相結合的方法,對彎曲成形模具凹模圓角區域進行磨損區域預測及凹模圓角優化設計。研究結果表明:基于FEM?Archard磨損模型預測的彎曲成形黏模區域與試驗結果相吻合;凹模圓角和形狀對模具圓角表面磨損深度影響很大,凹模圓角半徑越大,磨損深度越小;偏差?橢圓弧比標準圓弧、橢圓弧具有更好的抗成形黏模性能。
DP780高強鋼板;彎曲成形;磨損深度;曲形優化
隨著現代制造業對節能環保關注度的日益提高,減小汽車質量是實現節能減排的有效途徑。汽車質量每降低10%,油耗可降低6%~8%[1]。汽車用雙相高強度鋼板以其獨特的深拉深性、高強度、烘烤硬化性等優點,成為輕量化汽車用材料的重要發展方向之一。然而,隨著高強度鋼板強度的增加,其沖壓成形性能不斷變差,成形界面接觸狀態發生了根本性變化,模具和零件表面容易產生黏著、磨損及劃痕等表面缺陷,即產生黏模行為,嚴重影響模具使用壽命和零件表面質量。以方盒拉深成形工藝為例,凹模表面在成形次數=1時便出現嚴重的劃痕等黏模行為。因此,研究汽車用雙相高強鋼鋼板成形過程中模具/板料表面的磨損特性及其模具優化結構,對指導汽車覆蓋件的實際生產、提高我國汽車產業的競爭力具有重要意義。目前,國內外許多學者對沖壓成形黏模機理進行了大量研究。ROTH等[2?3]對拉深成形中微觀黏模機理進行了試驗研究,將黏模行為分為穩定和不穩定2個階段,穩定階段表現為板料上的材料連續轉移到模具表面,不穩定階段主要表現為表面開裂。PEREIARA等[4?6]系統研究了彎曲成形模具和板料的黏模行為,發現彎曲凹模圓角接觸壓力存在瞬態和穩態階段2個階段,且瞬態的接觸壓力峰值是影響后續黏模行為的關鍵因素。ABE等[7]用不銹鋼板和鋁合金板對經過拋光的金屬陶瓷模具和經過噴丸表面處理的金屬陶瓷模具進行圓筒形件拉深試驗,發現經過噴丸處理后,模具表面峰谷深度在0.22~0.42 μm之間具有最強的抗黏模成形能力;當峰頂高度超過0.06 μm時,黏模比較容易產生。 HEINRICHS等[8?9]通過對掃描電子顯微鏡對含氮粉末冶金冷作模具鋼和鋁組成的摩擦副進行原位觀察,發現表面形貌和摩擦副的材料成分對黏模趨勢有很大影響。陳新平等[10?11]對拉深過程中的黏模行為進行了研究,分析了模具表面形貌演化、模具硬度、變形模式等因素對黏模的影響,并通過選擇不同的模具材料及模具表面處理以減小或消除黏模缺陷。DONG等[12?14]基于FEM?Archard模型評估了高強度鋼板沖壓成形黏模行為在模具表面的分布規律及黏模影響因素,發現成形界面壓力、滑移距離是模具型面與坯料表面產生黏模的必要非充分條件,最大界面壓力是實現由板料向模具發生材料轉移的“最直接驅動力”,有效滑移距離是黏模行為的“累積效果”。在模具結構優化方面,WANG等[15]研究了不同形狀的凹模圓角對黏模的影響,發現不同形狀的凹模圓角會嚴重影響圓角區域的接觸壓力分布并最終影響凹模圓角的黏模程度。JENSEN等[16]用橢圓形狀作為凹模圓角形狀,對橢圓進行優化使模具的磨損壽命提高2倍。王晉煒 等[17]采用三次樣條曲線對凹模圓角進行優化,并應用于方盒形件和汽車前艙蓋的成形中,有效地降低了凹模的磨損,延長了模具的壽命。綜上所述,目前許多研究均集中在沖壓成形黏模機理上,而對通過模具結構優化減小黏模行為的研究較少,大多局限于高、低橢圓等簡單形狀的凹模圓角優化。為此,本文作者以DP780高強度鋼板U型彎曲成形為例,采用有限元數值模擬方法,對彎曲成形凹模圓角結構進行優化設計,以便研制探索一種具有優異抗成形黏模行為的凹模圓角形狀結構,為實際汽車沖壓件成形提供參考。
1 試驗方法及條件
1.1 U型彎曲成形有限元解析模型的建立
為了提高計算效率及考慮U型彎曲成形的對稱性,采用1/2有限元模型進行計算,如圖1(a)所示。凸模和壓邊圈采用解析剛體模型,板料、模具基體和VC鍍層均采用彈塑性材料模型。DP780高強度鋼板力學性能參數由單向拉伸試驗獲得,其彈性模量為210 GPa,泊松比為 0.28,屈服強度為852 MPa,硬化指數為0.18。模擬時采用布種子的方法劃分網格,板料網格的種子采用全局種子,相鄰種子間距為0.03 mm。凹模圓角采用邊種子的方式,相鄰種子間距為0.03 mm,與凹模圓角相接的直邊部分從圓角側到邊緣種子尺寸由0.03 mm過渡到2.00 mm。為了更好地使網格適應凹模圓角形狀,采用ABAQUS提供的進階算法劃分網格,以便使網格與種子位置更相符。凸模與板料、壓邊圈與板料、凹模與板料的接觸均采用基于罰函數算法的SURFACE?TO?SURFACE接觸,共7個分析步,每個分析步的時長均為1 s,摩擦因數設為0.15。采用董文正等[14]提出的基于FEM?Archard模型的磨損深度預測方法,其計算流程如圖1(b)所示。
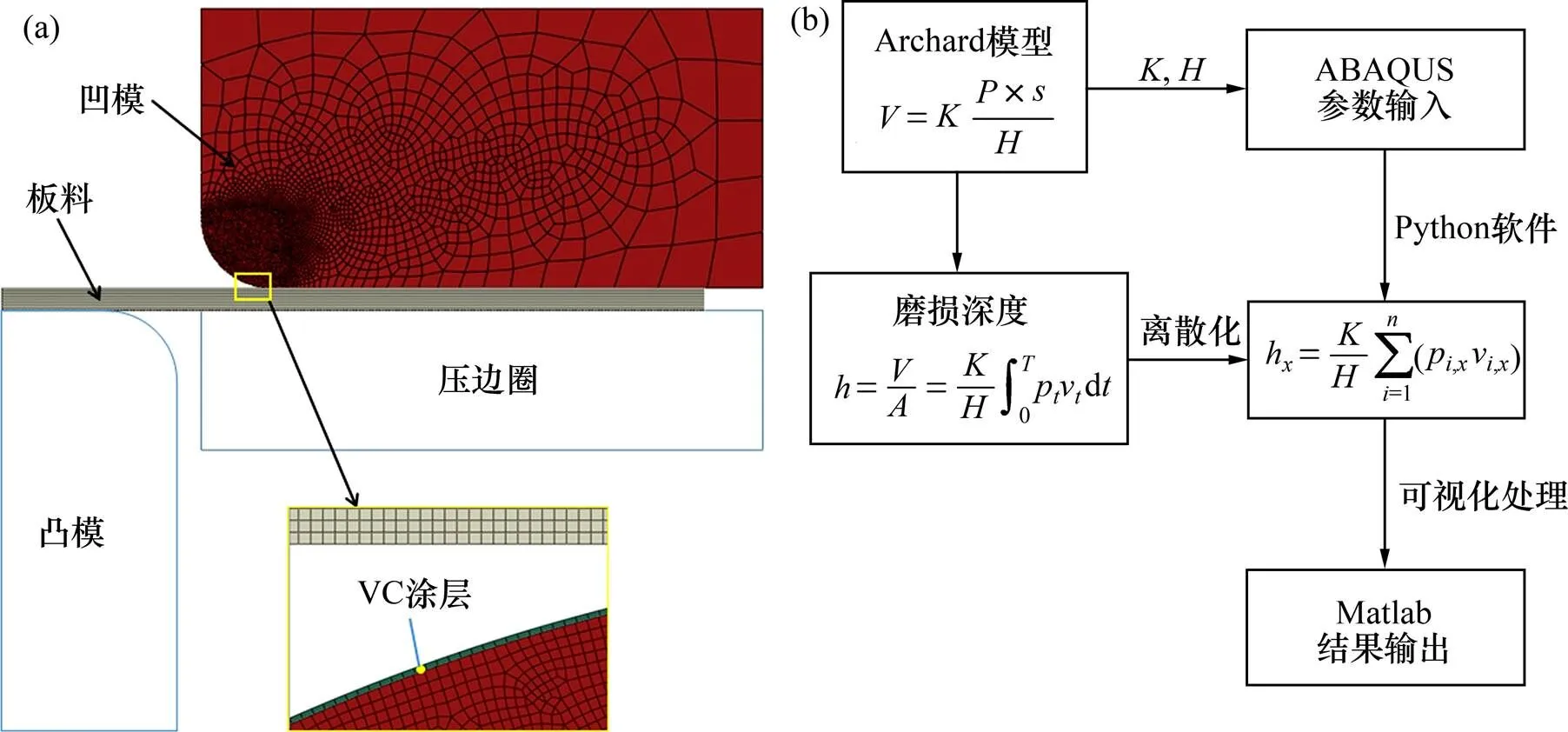
(a) 有限元解析模型;(b) 磨損深度計算流程
1.2 U型彎曲成形試驗條件
彎曲成形試驗在BCS?50A通用板材成形性試驗機試上進行。為了便于對拆卸模具進行粗糙度測量和表面形貌觀察,凹模采用鑲塊結構,模具結構如圖2所示。彎曲凹模基體材料為Cr12冷作模具鋼,原始模具初始表面洛氏硬度為45。經TD處理后,模具表面洛式硬度為59,VC涂層厚度為12mm。彎曲成形板料為寶鋼生產的HC420/DP780高強度鋼板,其長×寬×高為100 mm×20 mm×1.6 mm,彎曲凸凹模單邊間隙為1.7 mm,初始壓邊力為18 kN。為了加速模具產生黏模,在進行彎曲成形試驗之前,DP780高強度鋼板和模具均用丙酮清洗,成形界面接觸處于干摩擦狀態,試驗溫度為室溫。模具鑲塊的圓角弧度在板料入口處定義為0°,在出口處定義為90°。采用VHX?2000C超景深顯微系統觀察凹模圓角黏模行為微觀表面形貌。
2 結果和討論
2.1 TD處理VC涂層模具彎曲成形后凹模圓角黏模區域分布
圖3所示為TD處理VC涂層模具凹模圓角的磨損深度分布情況。由于在U型彎曲成形過程中,板料與凹模圓角經歷著單點接觸、2點接觸直至多點接觸,DP780高強度鋼板與VC涂層模具凹模圓角界面一直處于非完全接觸的多點滑動狀態,因此,磨損情況分布不均勻(如圖3(a)所示)。此外,由圖3所示模擬結果可知:0°~10°和30°~50°區域磨損深度較大,且0°~10°區域磨損深度最大,表明彎曲時凹模表面這2個區域最容易發生黏模行為。圖4所示為VC涂層模具彎曲成形前后凹模圓角和DP780高強度鋼板的表面微觀形貌。由圖4可知:彎曲成形后VC涂層模具和DP780高強度鋼板表面均出現了不同程度的劃痕行為,且VC涂層模具凹模圓角0°~10°和30°~50°相對其他區域劃痕較嚴重,與上述有限元預測結果基本一致。由此可見:基于FEM?Archard模型建立的磨損深度計算方法可以很好地預測VC涂層模具/DP780高強度鋼板界面黏模行為。
2.2 凹模圓角半徑對磨損深度的影響
圖5所示為不同凹模圓角半徑(3,5和8 mm)下凹模圓角表面磨損深度分布。由圖5(a),(b)和(c)可知:當=3 mm時,穩定階段的模具/板料接觸區域是連續的,接觸弧長為1.78 mm,接觸的右邊界在34°處;當為5 mm和8 mm時,穩定階段的模具/板料接觸區域不連續,凹模圓角接觸弧長分別為1.31 mm和1.04 mm,接觸的右邊界分別在50°和65°處。由此可見:隨著凹模圓角半徑增大,凹模入口處接觸區域不斷減小,同時,該區域的磨損量也隨之減少。從圖5(d)可見:2個磨損深度峰值隨著圓角半徑增大而降低,其中0°附近第1個峰值降低幅度較大,第2個峰值稍降低,并都有向高弧度方向移動的趨勢。因此,通過模擬結果可以發現:增大凹模圓角有利于減小模具磨損及黏模行為傾向。然而,在實際沖壓成形設計及制造中,凹模圓角越大,模具加工時間越長且模具原材料增加,模具生產成本增加。因此,在實際沖壓成形模具設計時,應兼顧模具磨損和模具生產成本這2個因素,設計合理的模具圓角半徑。
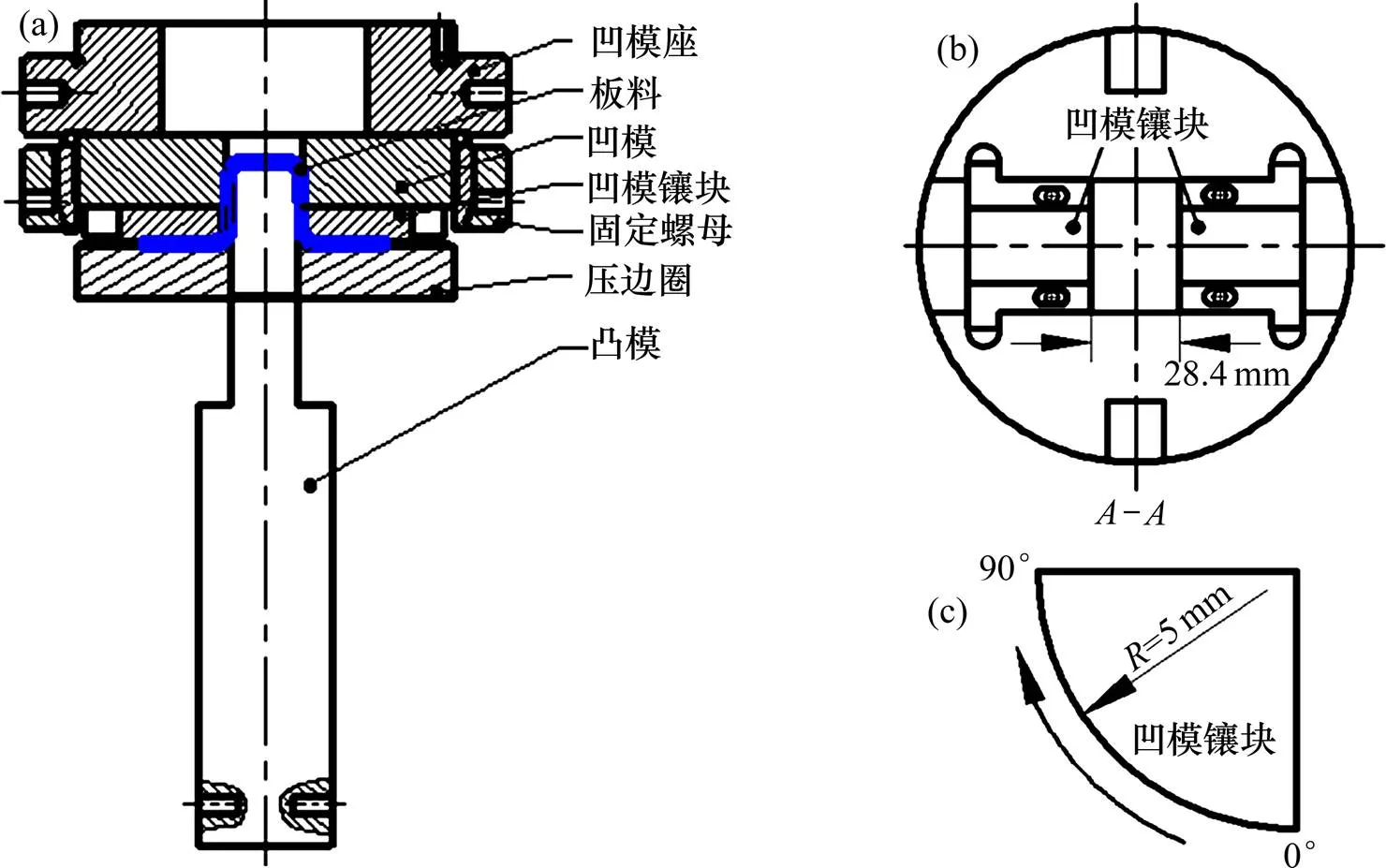
(a) 主視圖;(b) A?A剖視圖;(c) 凹模鑲塊截面示意圖
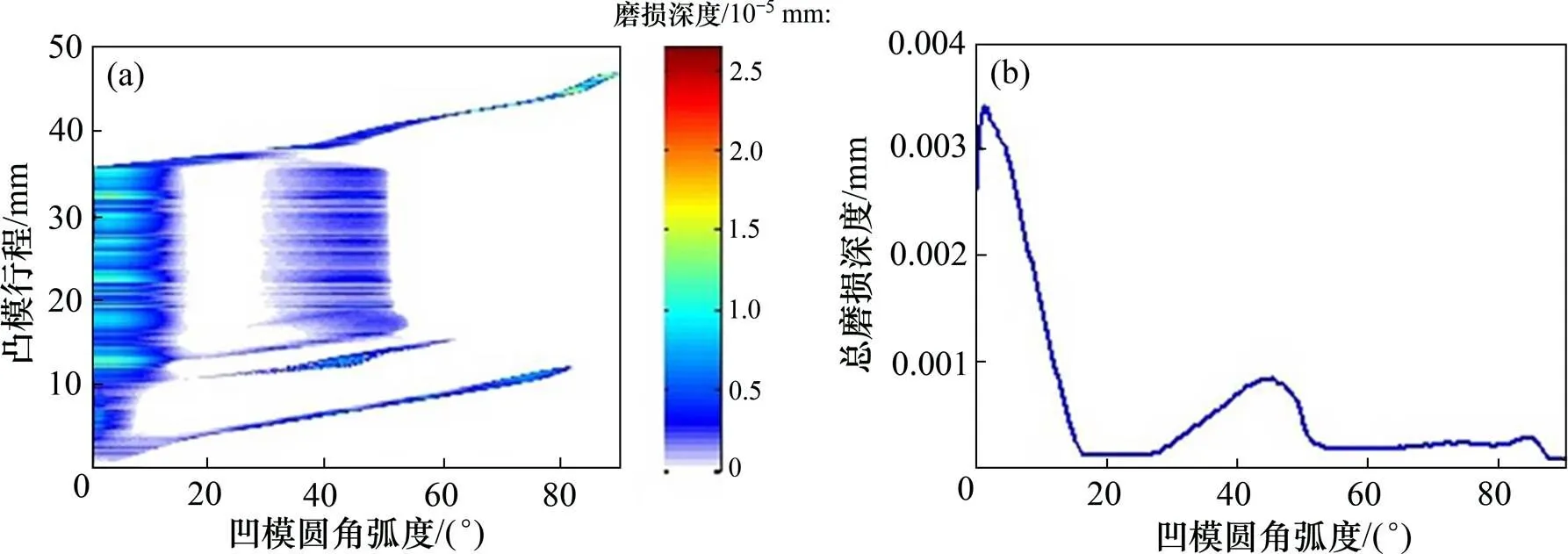
(a) 不同凸模行程下磨損深度分布;(b) 總的磨損深度分布
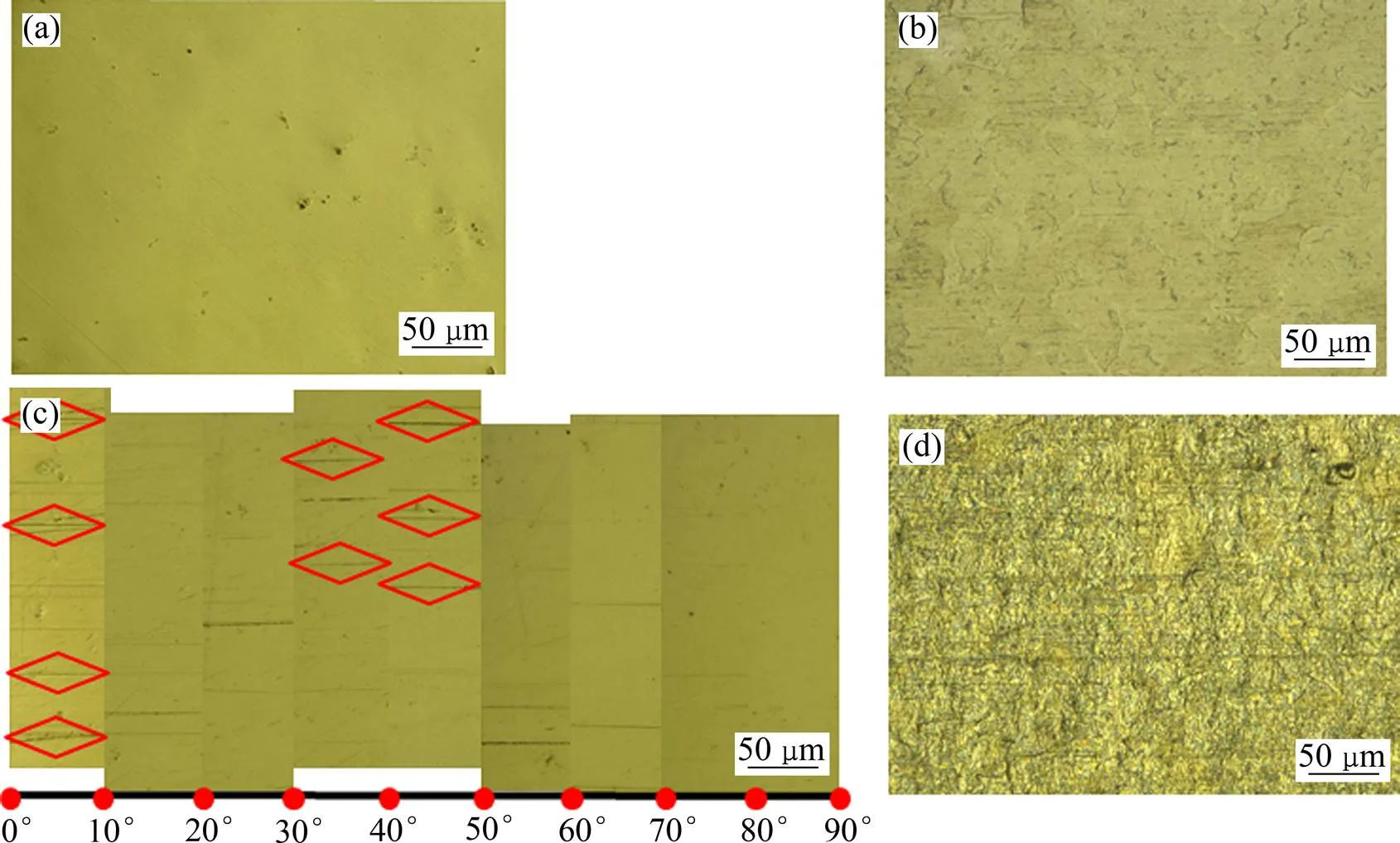
(a) 成形前VC模具表面;(b) 成形前DP780表面;(c) 成形后VC模具表面;(b) 成形后DP780表面
2.3 凹模圓角形狀對磨損深度的影響
目前,在進行模具結構設計時,圓角基本上采用標準圓弧形狀,然而,現有研究結果表明:通過適當改變模具圓角形狀可以改善模具表明的磨損及黏模行為[15?17]。為此,本文提出一種與標準圓弧有適當偏差的偏差圓弧結構,以標準圓弧半徑為=5 mm為例,其特征為:0°~50°區域的偏差為正偏差,偏差圓弧與標準圓弧的徑向最大偏差為0.005 mm;50°~90°區域的偏差為負偏差,偏差圓弧與標準圓弧的徑向最小偏差為?0.005 mm,如圖5所示。同時,為了對比,選擇2種不同形狀的橢圓圓弧作為成形的圓弧形狀,高次橢圓水平軸長為10 mm,豎直軸長為5 mm,低次橢圓水平軸長為5 mm,豎直軸長為10 mm,如圖6所示。
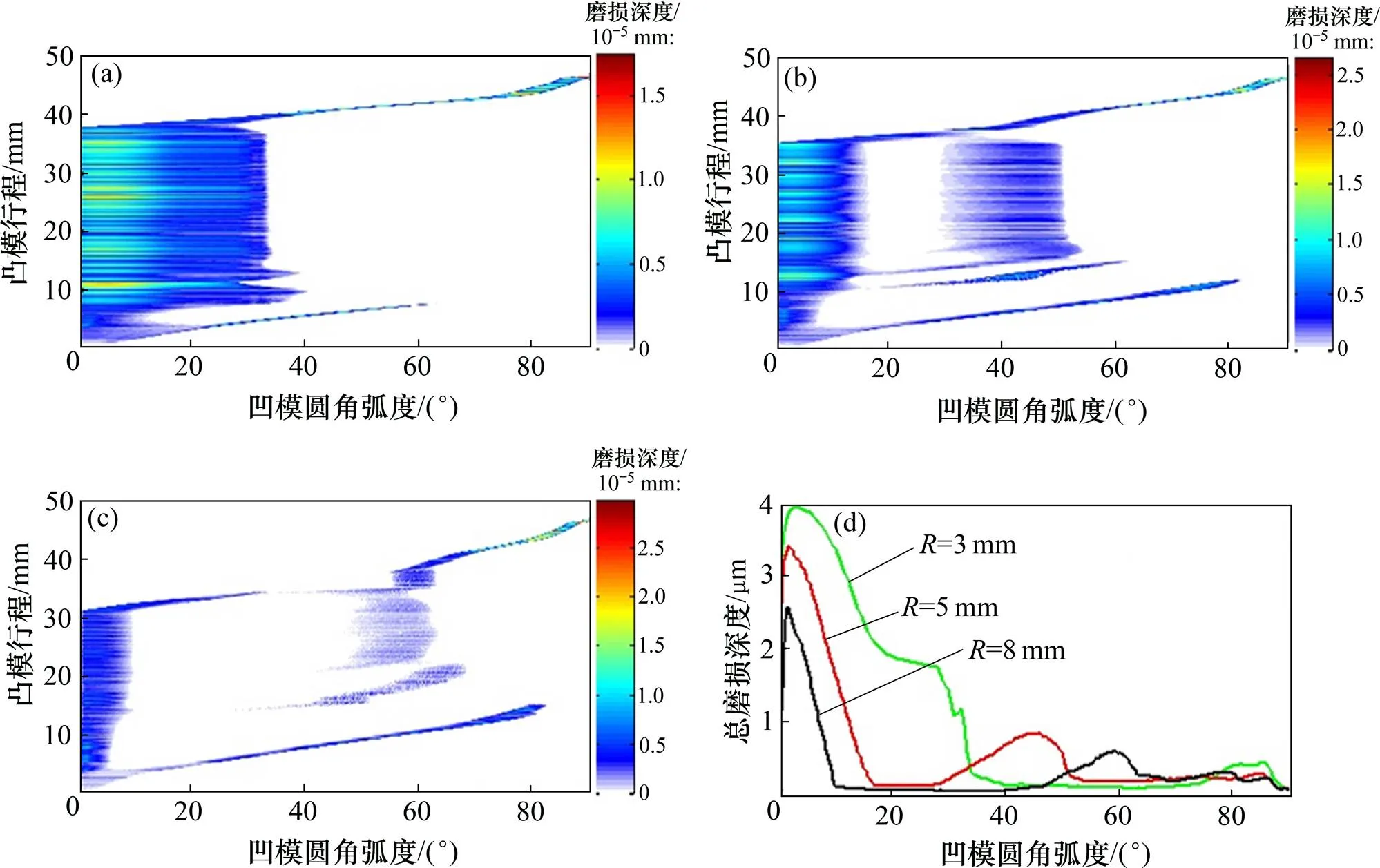
(a) R=3 mm;(b) R =5 mm;(c) R=8 mm;(d) 總磨損深度
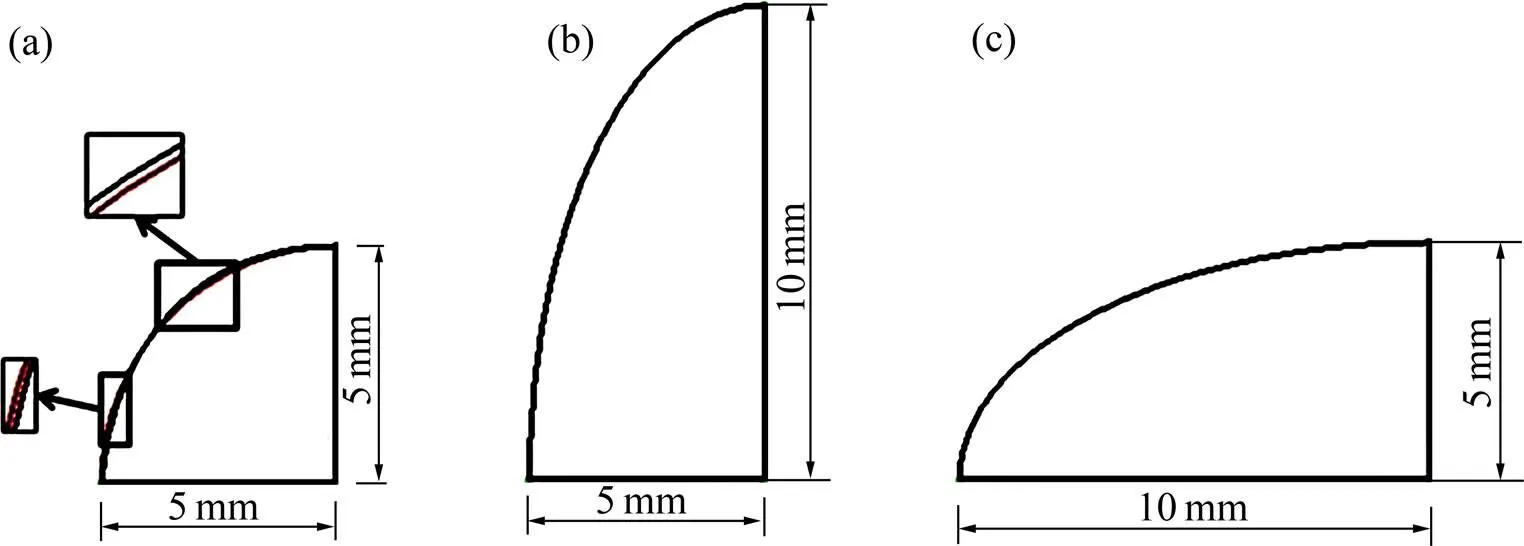
(a) 偏差圓弧;(b) 高次橢圓弧;(c) 低次橢圓弧
圖7所示為不同凹模圓角形狀下凹模圓角表面界面壓力和磨損深度分布區域,圖8所示為最大界面壓力變化規律及總的磨損深度分布規律。從圖7和圖8可知:在相同成形條件下,高次橢圓弧界面最大面壓力峰值最大(約2.4 GPa),且持續時間最長,其中界面壓力大于1.6 GPa的行程從5 mm開始到31 mm結束,占總行程的63.4%。此外,高次橢圓弧凹模入口處總磨損量為偏差圓弧的3倍、低次橢圓弧的2倍左右。由此可見,高次橢圓弧并不是理想的凹模圓角優化 形狀。
對于低次橢圓弧(見圖7),界面壓力和磨損深度較大的區域集中在凹模入口和出口處,其他位置基本上沒有黏模傾向。凸模行程為13~30 mm的最大接觸壓力較穩定,界面壓力為900 MPa左右,約為偏差圓弧的2倍。與偏差圓弧相比,雖然凹模入口處低次橢圓弧的總磨損深度比偏差圓弧的略小,但在凹模出口處低次橢圓弧出現了嚴重磨損,且磨損量比凹模入口處的磨損量還大(見圖8(b))。
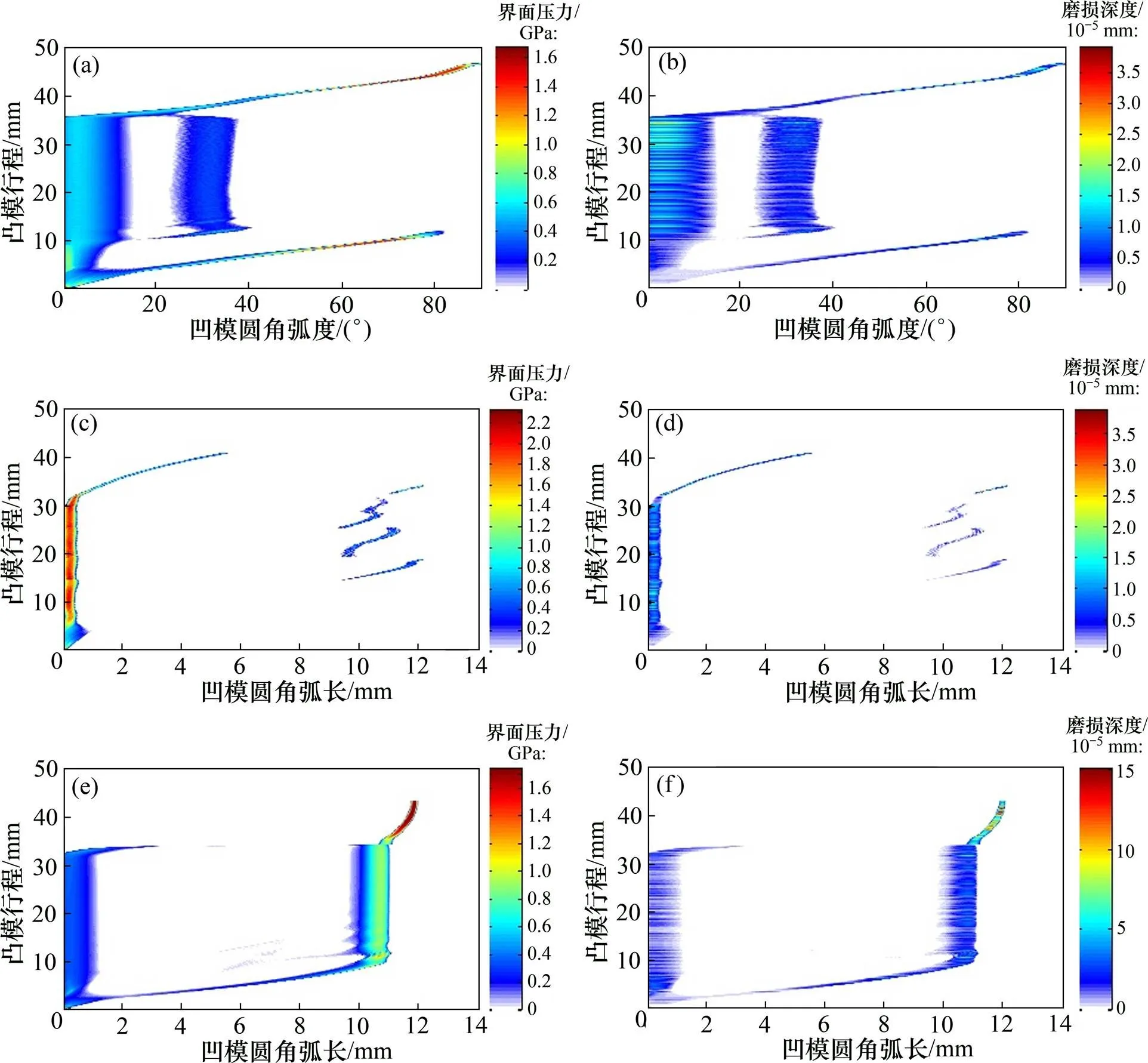
(a) 偏差圓弧界面壓力;(b) 偏差圓弧磨損深度;(c) 高次橢圓弧界面壓力;(d) 高次橢圓弧磨損深度;(e) 低次橢圓弧界面壓力;(f) 低次橢圓弧磨損深度

(a) 最大界面壓力;(b) 總磨損深度
與低次橢圓弧、高次橢圓弧相比,偏差圓弧界面壓力分布較均勻,最大界面壓力峰值為1.7 GPa左右,最大磨損深度最小。可見:偏差圓弧凹模圓角會改變模具較嚴重磨損區域的分布。因此,通過調整圓弧偏差,可以使凹模圓角磨損降低及磨損更加均勻分布。
2.4 偏差?橢圓弧凹模圓角結構設計
根據以上凹模圓角形狀優化分析,磨損深度峰值由高到低依次是高次圓弧、低次圓弧、偏差圓弧。但磨損深度峰值對于標準圓弧來說減小較少,因此,將偏差圓弧與橢圓弧結合進行優化,經模擬發現當豎軸長度為7 mm時,偏差?橢圓具有較小的磨損深度,與標準圓弧相比,磨損深度峰值可降低約20%,如圖9所示。
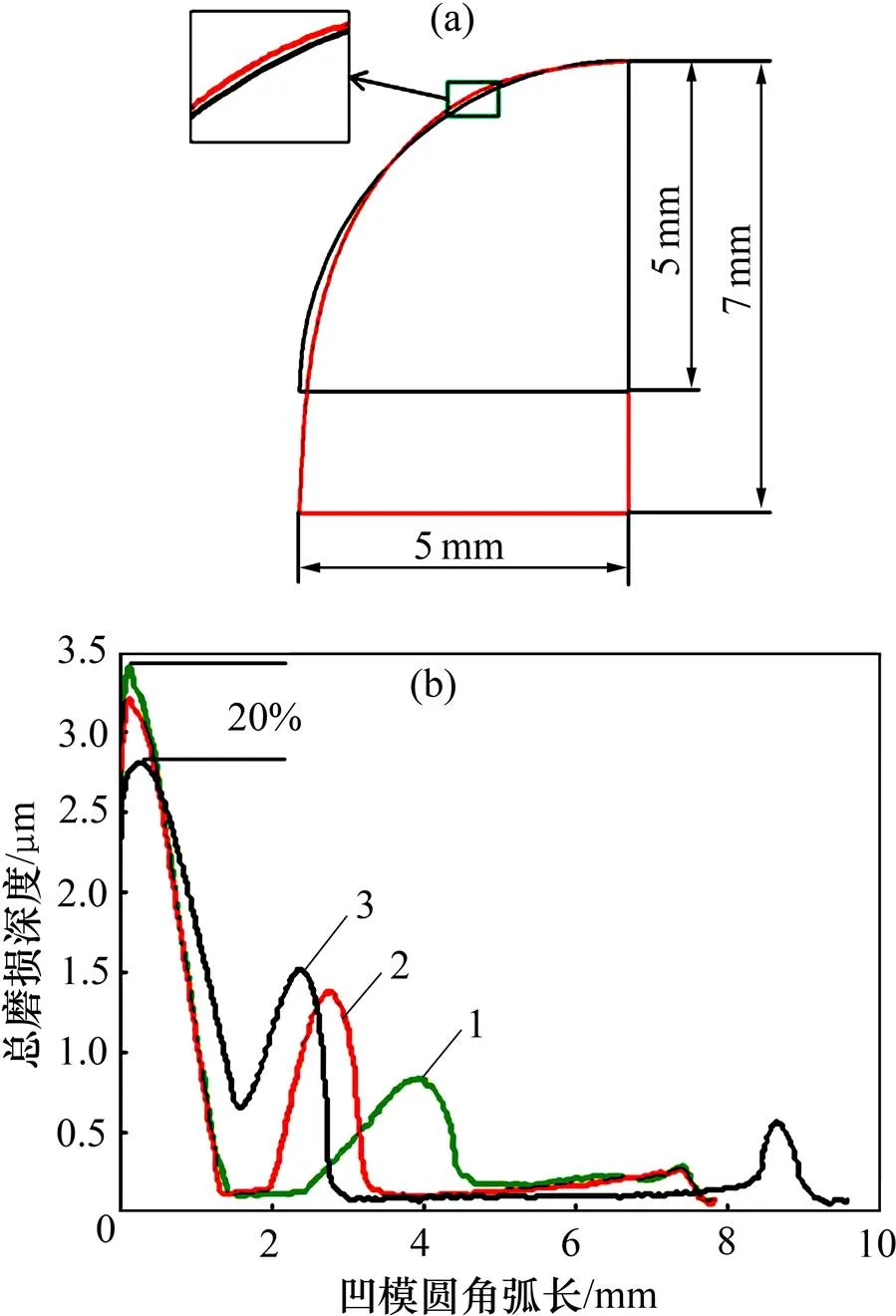
(a) 偏差?橢圓弧尺寸;(b) 總磨損深度
3 結論
1) DP780高強度鋼板彎曲成形凹模圓角初期黏模行為以劃痕為主,黏模行為主要集中在0°~10°和30°~50°這2個區域。
2) 彎曲凹模圓角半徑越大,凹模圓角表面磨損深度越小。適當增大凹模圓角半徑有利于提高模具的抗成形黏模性能。
3) 偏差?橢圓弧凹模圓角形狀比單一標準圓弧、橢圓弧具有更好的抗成形黏模性能。
[1] TOKITA Y, NAKAGAITO T, URABE T. Stretch formability of high strength steel sheets in warm forming[J]. Journal of Materials Processing Technology, 2017, 246(660): 77?84.
[2] ROTH C, MOHR D. Effect of strain rate on ductile fracture initiation in advanced high strength steel sheets: experiments and modeling[J]. International Journal of Plasticity, 2014, 56(4): 19?44.
[3] SCHEDIN E, LEHTINEN B. Galling mechanisms in lubricated systems: a study of sheet metal forming[J]. Wear, 1993, 170(1): 119?130.
[4] PEREIARA M P, YAN W, ROLFE B F. Contact pressure evolution and its relation to wear in sheet metal forming[J]. Wear, 2008, 265(11): 1687?1699.
[5] PEREIRA M P, DUNCAN J L, YAN W, et al. Contact pressure evolution at the die radius in sheet metal stamping[J]. Journal of Materials Processing Technology, 2009, 209(7): 3532?3541.
[6] PERIRA M P, WEISS M, ROLFE B F, et al. The effect of the die radius profile accuracy on wear in sheet metal stamping[J]. International Journal of Machine Tools and Manufacture, 2013, 66(2): 44?53.
[7] ABE Y, MORI K, HATASHITA F, et al. Improvement of seizure resistance in ironing of stainless steel cup with cermet die having fine lubricant pockets[J]. Journal of Materials Processing Technology, 2016, 234(658): 195?207.
[8] HEINRICHS J, OLSSON M, JACOBSO S. New understanding of the initiation of material transfer and transfer layer build-up in metal forming: in situ studies in the SEM[J]. Wear, 2012, 292/293(15): 61?73.
[9] HEINRICHS J, OLSSON M, JACOBSO S. Influence of tool steel microstructure on initial material transfer in metal forming: in situ studies in the SEM[J]. Wear, 2013, 302(1): 1249?1256.
[10] 陳新平, 侯英岢, 蔣浩民, 等. 薄板成形中模具硬度對拉毛影響的實驗研究[J]. 鍛壓技術, 2008, 33(2): 31?33. CHEN Xinping, HOU Yingke, JIANG Haomin, et al. Experimental research on the effect of die hardness on the galling in sheet metal forming[J]. Forging & Stamping Technology, 2008, 33(2): 31?33.
[11] 侯英苛, 張衛剛, 于忠奇, 等. 模具硬度對高強鋼板拉毛缺陷的影響規律研究[J]. 塑性工程學報, 2008, 15(6): 43?47. HOU Yinke, ZHANG Weigang, YU Zhongqi, et al. The study of the effect of die hardness on galling of high strength steel[J]. Journal of Plasticity Engineering, 2008, 15(6): 43?47.
[12] DONG Wenzheng, XU Ling, LIN Qiquan, et al. Experimental and numerical investigation on galling behavior in sheet metal forming process[J]. The International Journal of Advanced Manufacturing Technology, 2017, 88(1): 1101?1109.
[13] 董文正, 徐令, 林啟權. 高強鋼板彎曲成形界面壓力變化規律及黏模行為[J]. 中南大學學報(自然科學版), 2016, 47(5): 1513?1518. DONG Wenzheng, XU Ling, LIN Qiquan. Contact pressure and galling behavior at die radius in bending process with high strength steel sheet[J]. Journal of Central South University(Science and Technology), 2016, 47(5): 1513?1518.
[14] 董文正, 林啟權, 王志剛. 基于FEM-Archard模型的高強鋼沖壓成形宏觀黏模行為評估[J]. 材料科學與工藝, 2015, 23(3): 35?38. DONG Wenzheng, LIN Qiquan, WANG Zhigang. On the galling behavior in HSS sheet metal forming process by FEM-Archard model[J]. Materials Science and Technology, 2015, 23(3): 35?38.
[15] WANG X Z, MASOOD S H. Investigation of die radius arc profile on wear behaviour in sheet metal processing of advanced high strength steels[J]. Materials & Design, 2011, 32(3): 1118?1128.
[16] JENSEN M R, DAMBORG F F, NIELSENi K B, et al. Optimization of the draw-die design in conventional deep- drawing in order to minimise tool wear[J]. Journal of Materials Processing Technology, 1998, 83(1): 106?114.
[17] 王晉煒, 郭水軍, 楊旭靜, 等. 沖壓成形中凹模入口角曲線優化[J]. 中國機械工程, 2014, 25(24): 3333?3337. WANG Jinwei, GUO Shuijun, YANG Xujing, et al. Optimization of draw-die entrance curve in sheet metal forming[J]. China Mechanical Engineering, 2014, 25(24): 3333?3337.
(編輯 陳燦華)
Optimization of die fillet in bending process of high strength steel sheet DP780
DONG Wenzheng1, 2, WEN Junjie1, XU Ling1, LIN Qiquan1, LI Luoxing2
(1. School of Mechanical Engineering, Xiangtan University, Xiangtan 411105, China; 2. State Key Laboratory of Advanced Design and Manufacturing for Vehicle Body, Hunan University, Changsha 410082, China)
Considering that there are die failures and workpiece surface damages in sheet metal forming process, wear depth prediction and die fillet optimization in U-bending process with DP780 high strength steel sheet were investigated by finite element method(FEM) numerical simulation and experiments. The results show that the prediction of galling zone by FEM?Archard wear model agrees with the experimental result. The wear depth on die surface is influenced by the die fillet radii and shape. The wear depth decreases with the increase of the die fillet radii, and the shape of deviant-elliptic arc has the best anti-galling performance.
DP780 high strength steel sheet; bending; wear depth; optimization of die fillet
10.11817/j.issn.1672-7207.2018.11.008
TG386.3
A
1672?7207(2018)11?2692?08
2017?12?11;
2018?02?20
國家自然科學基金資助項目(51605408, 51575467); 汽車車身先進設計制造國家重點實驗室開放基金資助項目(31515011) (Projects(51605408, 51575467) supported by the National Natural Science Foundation of China; Project(31515011) supported by the State Key Laboratory of Advanced Design and Manufacturing for Vehicle Body)
林啟權,教授,博士生導師,從事塑性成形理論及數值模擬研究;E-mail: xtulqq@163.com
猜你喜歡
中學生數理化·七年級數學人教版(2022年6期)2022-06-05 06:50:50
快樂學習報·教育周刊(2022年16期)2022-05-01 21:25:05
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
新聞傳播(2016年10期)2016-09-26 12:14:59
新聞傳播(2015年10期)2015-07-18 11:05:40
交通建設與管理(2015年15期)2015-03-20 15:18:57