在單點(diǎn)金剛石機(jī)床上用刨削加工微槽的方法*
2018-12-06 02:26:32李偉國(guó)周歡偉李克天
機(jī)電工程技術(shù) 2018年10期
李偉國(guó),周歡偉,李克天
(1.廣東機(jī)械技師學(xué)院,廣東廣州 510450;2.廣州鐵路職業(yè)技術(shù)學(xué)院,廣東廣州 510430;3.廣東工業(yè)大學(xué),廣東省微納加工技術(shù)與裝備重點(diǎn)實(shí)驗(yàn)室,廣東廣州 510060)
美國(guó)摩爾公司生產(chǎn)的NanoTech 350FG機(jī)床是一種超精密自由曲面加工機(jī)床,具有三條直線運(yùn)動(dòng)軸X、Y和Z以及兩個(gè)旋轉(zhuǎn)軸B和C。可實(shí)現(xiàn)的加工方式有兩軸車削、銑削、飛刀切削、刨削和磨削等,還可以實(shí)現(xiàn)快刀伺服和慢刀伺服加工。用于加工球面、非球面以及自由曲面的光學(xué)鏡面以及其他高精度機(jī)械零件,例如模具的模仁。還能加工微結(jié)構(gòu)陣列等結(jié)構(gòu)。該機(jī)床能夠加工的材料有:鋁、鎳、黃銅、銅、鍺和硅等。在刀座上可安裝單點(diǎn)金剛石刀具,也可以在機(jī)床配套的高速氣浮磨頭上安裝砂輪,用于加工玻璃、碳化鎢、鋼和碳化硅等材料。該機(jī)床加工零件的形狀精度達(dá)到亞微米級(jí),表面粗糙度Ra小于3 nm。數(shù)控系統(tǒng)采用Delta Tao系統(tǒng),五軸聯(lián)動(dòng)。與工業(yè)界普遍使用的五軸加工中心等機(jī)床相比,具有許多特殊處。例如:由于加工精度高,加工表面如鏡面,所以刀具對(duì)主軸中心的要求高;由于主軸轉(zhuǎn)速高,需要調(diào)動(dòng)平衡;數(shù)控程序的有效數(shù)值一般在小數(shù)點(diǎn)后六位數(shù),一般CAM軟件生成的程序有效值在小數(shù)點(diǎn)后三位數(shù)。因此,使用該超精密機(jī)床的動(dòng)作要特別小心和注意各項(xiàng)操作步驟。

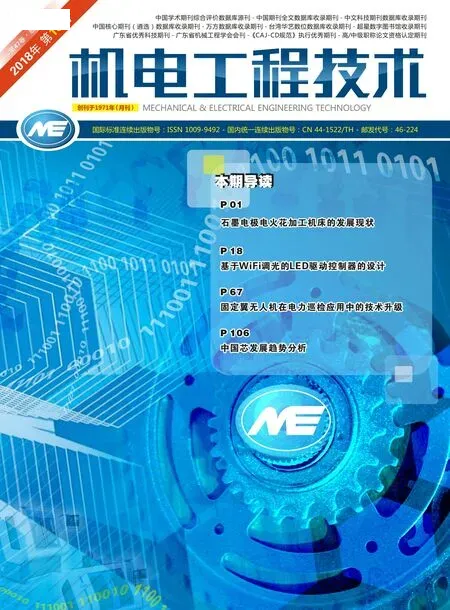
圖1 超精密五軸自由曲面加工機(jī)床Nanotech 350FG
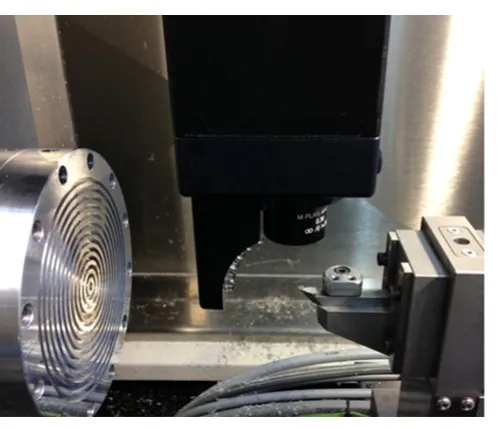
圖2 光學(xué)對(duì)刀儀OTC
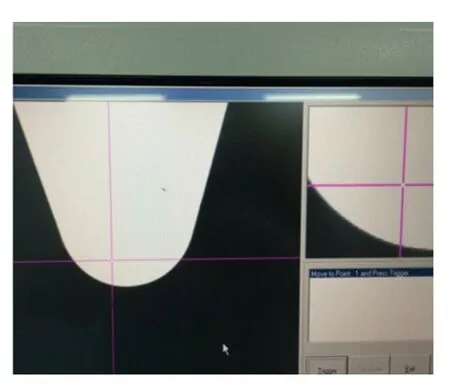
圖3 刀尖輪廓圖像
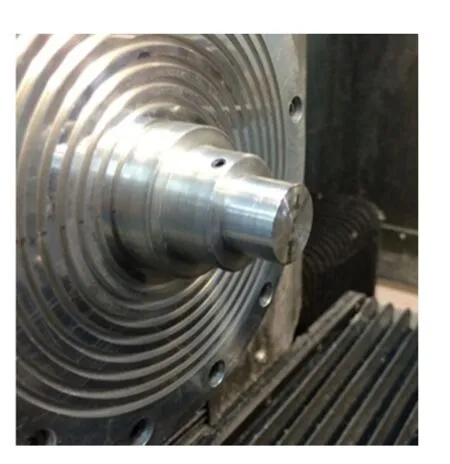
圖4 工件安裝在機(jī)床主軸上
1 準(zhǔn)備階段
Nanotech 350 FG超精密五軸自由曲面加工機(jī)床如圖1所示。
首先在機(jī)床上安裝金剛石刀具,本文選用Contour Fine Tooling Ltd公司生產(chǎn)的刀具,刀尖圓弧半徑為R0.5。用機(jī)床提供的光學(xué)對(duì)刀儀OTS將刀尖圓弧的圓心對(duì)準(zhǔn)主軸軸線。OTS由CCD相機(jī)、圖像采集卡、導(dǎo)線和控制軟件等組成。通過(guò)輸入刀尖輪廓圓弧上的超過(guò)三點(diǎn)的位置,對(duì)刀系統(tǒng)可以計(jì)算出刀尖圓弧半徑的圓心的X和Z軸坐標(biāo)位置,Y坐標(biāo)的位置由調(diào)整對(duì)刀儀鏡頭與刀平面的焦距而獲得。刀具調(diào)整過(guò)程是:將刀具安裝在刀架上,光學(xué)對(duì)刀儀的鏡頭聚焦在刀具上,如圖2所示。刀具的圖像可以在屏幕上看到,如圖3所示。沿著刀具的圓弧輪廓移動(dòng)十字光標(biāo),點(diǎn)擊至少3個(gè)點(diǎn)。系統(tǒng)計(jì)算出圓弧圓心的X、Y、Z坐標(biāo),即機(jī)床X、Y、Z軸的原點(diǎn)到刀尖圓弧圓心的距離。
將光學(xué)對(duì)刀儀OTS測(cè)量的數(shù)據(jù)裝載到刀具庫(kù)T0101中,當(dāng)運(yùn)行NC程序時(shí),數(shù)據(jù)將被調(diào)出。由光學(xué)對(duì)刀儀OTS測(cè)量的數(shù)據(jù)只是基本的X、Y、Z坐標(biāo)參數(shù),在實(shí)際應(yīng)用中,還需要通過(guò)試切,測(cè)量刀具的實(shí)際位置,消除對(duì)刀儀OTC可能存在的誤差。本文是用刨削的方式加工微槽,刀尖圓弧輪廓的圓心是否恰好在主軸中心位置不重要,所以由OTS測(cè)量的刀具位置是可以接受的。
將安裝工件的夾具輕輕放到主軸的真空吸盤上。工件是一個(gè)圓柱,微槽要求加工在圓柱的端面上。擰緊夾具上的螺釘將工件固定,如圖4所示。工件的材料為6061鋁材。在主軸上安裝后,必須與主軸同心。按GORGE鍵啟動(dòng)電子千分表,使測(cè)針接觸工件的圓柱輪廓,手工轉(zhuǎn)動(dòng)機(jī)床主軸,工件的軸心與機(jī)床主軸的偏差越大,屏幕上指針的擺幅度也越大。輕輕敲擊夾具偏差大的部位,使指針的擺動(dòng)幅度逐漸變小,直到工件的軸心與機(jī)床的主軸同心。
當(dāng)工件或夾具形狀不規(guī)則或相對(duì)重時(shí),必須調(diào)節(jié)使主軸處于動(dòng)態(tài)平衡狀態(tài)。具體過(guò)程是:在操作系統(tǒng)的面板中選中BALANCE。正常情況下,主軸轉(zhuǎn)速為順時(shí)針2 000 r∕min,所以調(diào)節(jié)動(dòng)態(tài)平衡的主軸速度也是按順時(shí)針?lè)较蜻x擇2 000 r∕min。注意標(biāo)記一下主軸的起始角度。對(duì)動(dòng)平衡螺釘孔按順序做出1,2,…12的標(biāo)記,將笫1號(hào)孔轉(zhuǎn)到正上方位置。旋轉(zhuǎn)主軸檢查動(dòng)平衡的誤差。如果主軸動(dòng)平衡不理想,根據(jù)系統(tǒng)顯示的誤差方位,調(diào)整配重螺釘?shù)纳顪\位置,再次旋轉(zhuǎn)主軸,檢查動(dòng)平衡結(jié)果。重復(fù)這個(gè)步驟幾次,直到主軸達(dá)到動(dòng)平衡。如圖5所示,圖中粗虛線為不平衡狀態(tài),細(xì)虛線為平衡狀態(tài)。要求將主軸的動(dòng)平衡由開始的粗虛線狀態(tài)逐漸調(diào)節(jié)到細(xì)虛線狀態(tài)。使X、Y和Z軸回零位一次。
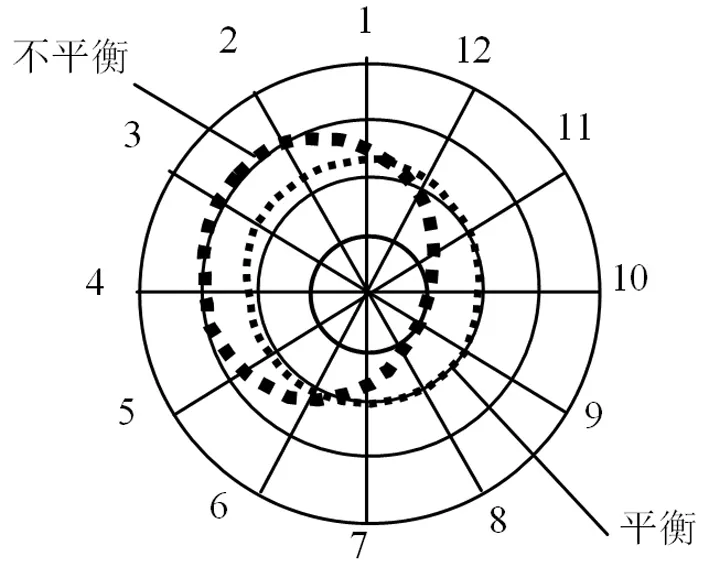
圖5 主軸動(dòng)平衡
2 加工端面
由于刨削加工是在一個(gè)平面上完成,所以需要先加工出一個(gè)平面。本文以端面加工的方式在零件的端面加工出該平面。數(shù)控加工的程序可摩爾公司的CAM軟件編制,也可以手工編程。由Z軸提供切削量,X軸提供進(jìn)給速度,程序的關(guān)鍵部分如下:
G71 G01 G18 G40 G63 G90 G94 G54
T0101 (刀具偏移)
Y0.0 (指定Y軸為0)
G01 X12.0 F200 (X軸運(yùn)行到的位置)
Z5.0 (Z軸運(yùn)行到的位置)
M03S2000 (主軸旋轉(zhuǎn)和轉(zhuǎn)速設(shè)置r∕min)
X11.0 Z0.0 F200 (從某位置到此位置)
M26 (開冷卻液)
X10.00000000 Z0.00000000 F30
……
X0.00000000 Z0.00000000
Z5.0 F200
M29
M30
為了按程序正確切削加工裝在主軸上的工件,必須用G54定義工件坐標(biāo)系的位置,即從機(jī)床各軸的零點(diǎn)到工件坐標(biāo)系零點(diǎn)的距離。上面已經(jīng)通過(guò)光學(xué)對(duì)刀儀找到了刀尖半徑的圓心坐標(biāo),并存入了刀具庫(kù)T0101中,其中X和Y軸數(shù)據(jù)是關(guān)于刀尖相對(duì)于主軸X和Y軸坐標(biāo),可以認(rèn)為此時(shí)的刀尖處于主軸中心線上。但Z軸數(shù)據(jù)是刀尖相對(duì)于對(duì)刀儀的Z坐標(biāo),并不是刀尖相對(duì)于工件表面的Z坐標(biāo),因此要找到刀尖到工件的表面Z軸坐標(biāo)。
在OFFSETS庫(kù)中將Z軸值設(shè)置為零或稍大一點(diǎn)的正數(shù),確保在運(yùn)行NC程序時(shí)刀具遠(yuǎn)離工件。
當(dāng)程序運(yùn)行到有效的X范圍時(shí),即刀具在工件半徑范圍內(nèi),中斷NC程序,并設(shè)置為手動(dòng)操作模式。
在鍵盤上先按下[MPS]按鈕,接著按[WORK OFFSET SHIFT]按鈕。
讓刀具沿著Z軸緩緩移動(dòng),直到與工件表面接觸。具體是觀察刀尖在接觸旋轉(zhuǎn)的工件表面時(shí)有沒(méi)有切屑出現(xiàn)。沒(méi)有切屑說(shuō)明刀尖與工件表面還有距離,有切屑出現(xiàn)即接觸上了。
再次按下[WORK OFFSETSHIFT]按鈕,手動(dòng)移動(dòng)距離的數(shù)值將與OFFSETS庫(kù)中的數(shù)據(jù)求和,并自動(dòng)存儲(chǔ)到偏移量庫(kù)中,新的數(shù)據(jù)取代偏移量中的舊數(shù)據(jù)。
按[AUTO]和[CYCLE START]按鈕,運(yùn)行數(shù)控程序,Z軸的每次進(jìn)給量為5μm,X軸的最小進(jìn)給速度為6μm∕min。經(jīng)過(guò)幾次進(jìn)給,直到端面加工完。
3 刨削加工V型槽
在刀座上安裝另一把加工微槽的刀,定義為T0303,與刀面向上的T0101刀具相比,T0303的刀面?zhèn)认虬惭b,如圖6所示。控制X軸移動(dòng),V型槽將在水平方向上加工。該刀具也由Contour Fine Tooling Ltd公司制造,其刀尖圓弧半徑為R0.2。
由于光學(xué)對(duì)刀儀OTS是垂直安裝的,它只能用來(lái)測(cè)量刀面朝上的刀具。所以側(cè)向安裝的刀具不能用OTS來(lái)測(cè)量。T0303中X、Y、X的初始值只能是憑經(jīng)驗(yàn)設(shè)定,然后用試刀的方法反復(fù)測(cè)量和修改最終確定。側(cè)刀具的精確位置數(shù)據(jù)將由T0303和G55工作坐標(biāo)系一起決定。
按下[C-AXISMODEC]鍵,選擇C軸模式。C軸也必須回零一次。
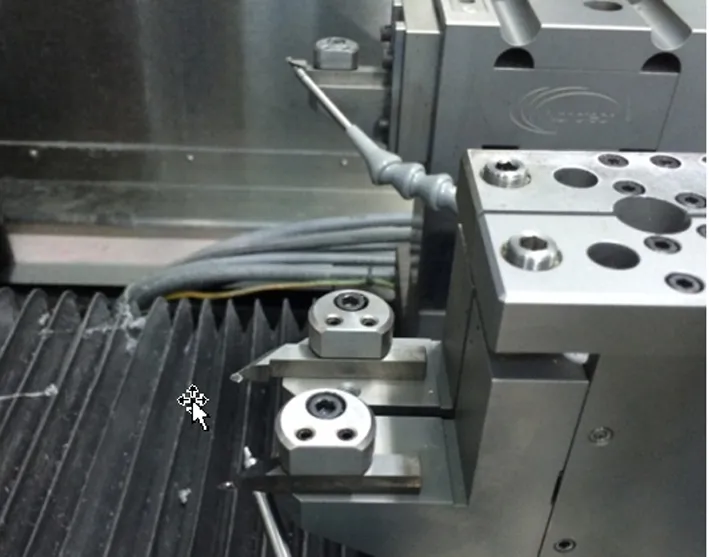
圖6 側(cè)向安裝的刨削加工的刀具
刨削加工程序與正常的端面加工程序相似,主要的差別在于不需要主軸旋轉(zhuǎn),具體為刪除下面一行代碼:
M03S2000 (主軸旋轉(zhuǎn)RPM)
并且增加一行代碼,讓C軸回零,并設(shè)置C軸的角度位置:
M80 (C軸回零)
G09 C0.0 (由用戶指定的C軸位置)
X軸的行程不是X10至X0,而是從X10至X-10。
在OFFSETS偏移量庫(kù)中設(shè)置X的值為零。操作Z軸讓工具遠(yuǎn)離工件。運(yùn)行NC程序,刀具沿X軸移動(dòng)。注意位置顯示,當(dāng)X坐標(biāo)顯示為“0”時(shí),按[FEED HOLD]按鈕中斷NC程序。在這種情況下,工具應(yīng)該在工件的中心。因此,它需要手動(dòng)移動(dòng)X和Y坐標(biāo),以使工具尖端對(duì)準(zhǔn)工件的中心,然后將X和Y坐標(biāo)值輸入到OFFSET偏移量庫(kù)中G55中。
以同樣的方式手動(dòng)操作Z軸進(jìn)給,直到刀具接觸到工件的表面。具體方法是在刀尖和工件之間放一塊鋁箔,鋁箔的厚度是5μm。輕輕地進(jìn)給Z軸,直到鋁箔被壓著。在拖拉鋁箔移動(dòng)時(shí),阻力是可以明顯感覺到的。所以刀具和工件之間的距離是5μm。拉出鋁箔,這5μm 的距離應(yīng)該加入Z軸坐標(biāo)。加工中Z軸的0點(diǎn)設(shè)置在工件的表面,刀具沿Z軸負(fù)方向移動(dòng),本文加工中應(yīng)該在Z軸坐標(biāo)中減去5μm刀具才是與工件表面相接觸。這一方法非常有效,很難知道刀具究竟有沒(méi)有與工件表面接觸。上面Z軸對(duì)刀是刀與旋轉(zhuǎn)的工件接觸,可以通過(guò)觀察有沒(méi)有切屑來(lái)感知刀具與工件表面有沒(méi)有接觸,現(xiàn)在是刀具與固定的工件接觸,不可能有切屑出現(xiàn),所以要用鋁簿或類似的材料放置到刀具和工件表面之間。
刀具對(duì)好后,運(yùn)行數(shù)控程序,刀具沿X軸勻速運(yùn)動(dòng),Y軸和C軸固定不變。Z軸一次進(jìn)給后也保持固定。設(shè)置幾個(gè)不同的進(jìn)給量進(jìn)行加工效果的對(duì)比,分別為:2、4、6、8和10μm。X軸進(jìn)給速度是6 mm∕min。冷卻劑是霧狀的礦物酒精和氣體的混合體。加工微槽如圖7所示,微槽正視圖如圖8所示。
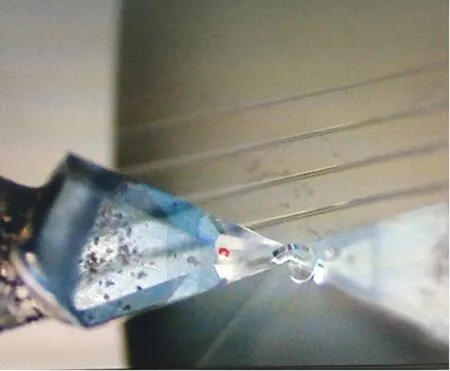
圖7 微槽加工過(guò)程
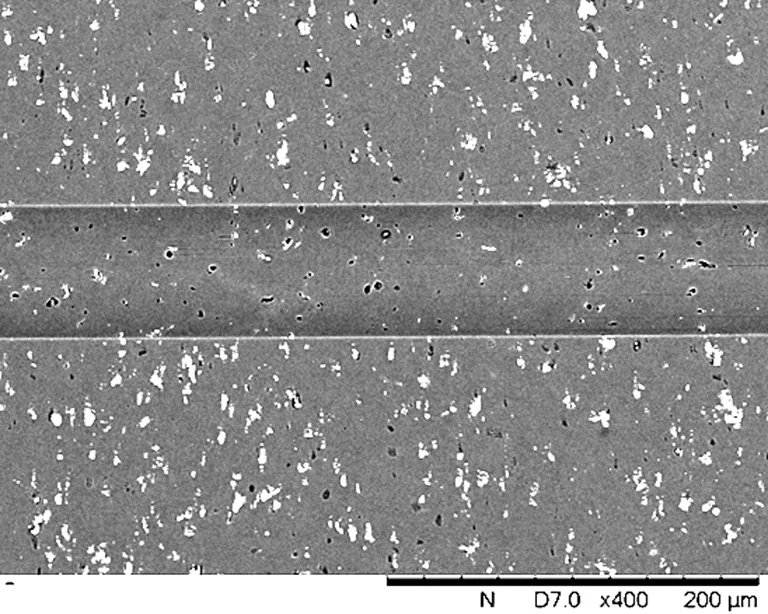
圖8 微槽俯視圖
用BRUKER白光干涉儀對(duì)端面加工的表面測(cè)量結(jié)果如圖9所示,表面粗糙度Ra為6.2511 nm。微槽表面測(cè)量結(jié)果如圖10所示。表面粗糙度Ra為63.573 nm,目測(cè)為鏡面效果。刀具波紋精度小于250 nm。常規(guī)機(jī)床切削加工的零件表面粗糙度在微米尺度,例如:Ra6.3、Ra3.2或Ra1.6μm 。
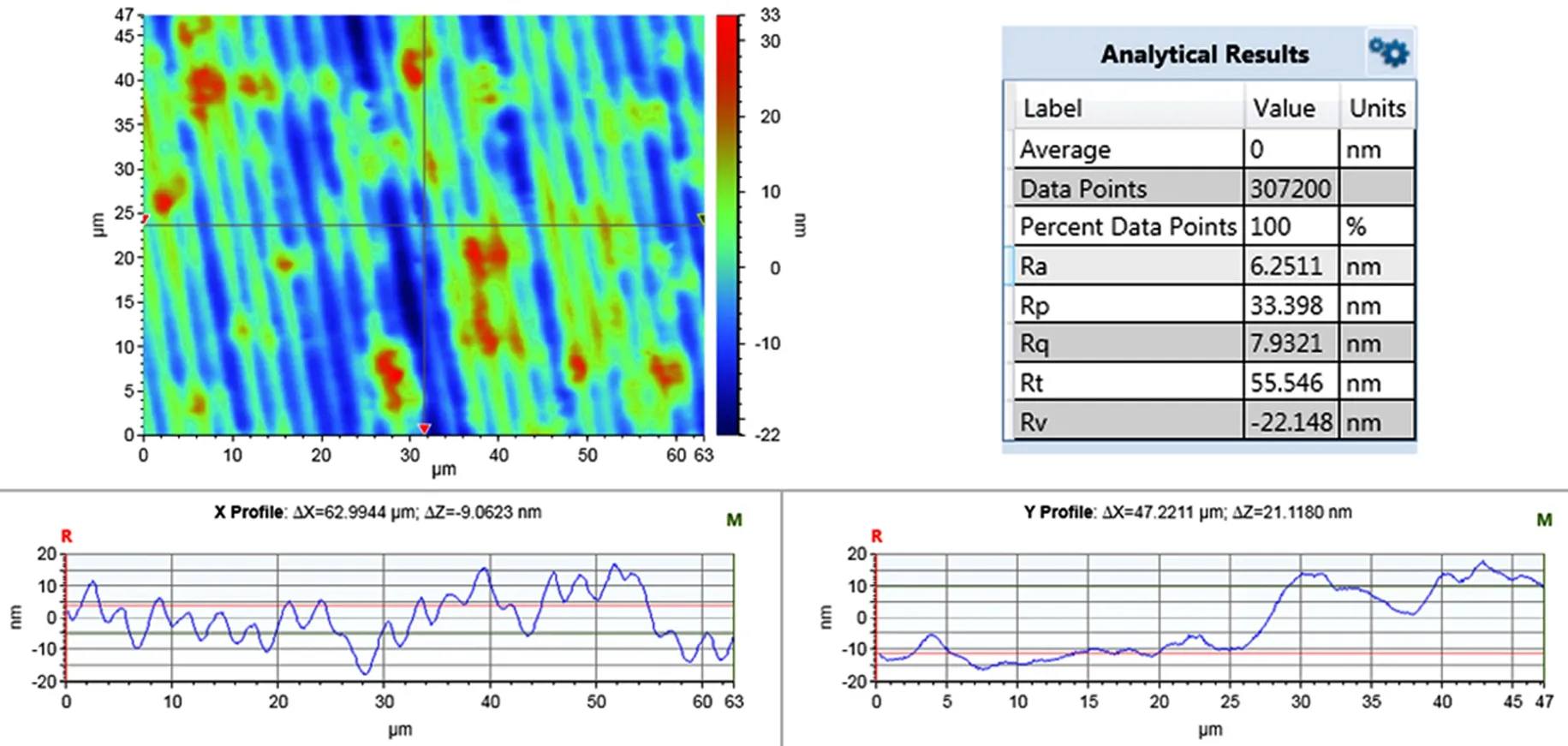
圖9 端面加工表面測(cè)量結(jié)果
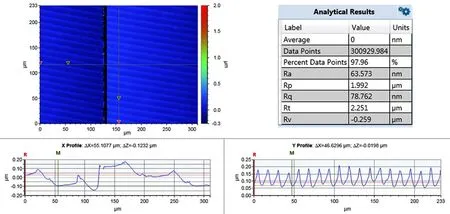
圖10 微槽表面測(cè)量結(jié)果
4 結(jié)論
在Nanotech 350 FG超精密五軸自由曲面加工機(jī)床上采用刨削的方法加工微槽有幾個(gè)步驟:刀具中心調(diào)整、主軸調(diào)動(dòng)平衡、數(shù)控編程、工件端面加工、側(cè)刀設(shè)置、微槽刨削加工。刀具尖端必須嚴(yán)格對(duì)準(zhǔn)主軸軸線,誤差視零件的精密程序,一般在幾微米內(nèi);主軸做零件端面切削時(shí)高速運(yùn)轉(zhuǎn),因此必須調(diào)整動(dòng)平衡,誤差控制在100納米以下;車端面的數(shù)控加工程序與普通數(shù)控車加工的程序相同,但主軸轉(zhuǎn)速更高,達(dá)2 000 r∕min,微槽加工要設(shè)置成C軸模式;工件端面車削加工的表面粗糙度Ra可達(dá)6.2511納米;刨削加工以X軸往復(fù)走刀完成。刨削的微槽表面粗糙度Ra為116納米,比普通刀具和機(jī)床加工也高一個(gè)數(shù)量級(jí)。