磨料射流噴嘴磨損規律的研究
2018-12-06 05:23:50于其明
石油管材與儀器 2018年5期
于其明
(大慶油田有限責任公司測試技術服務分公司 黑龍江 大慶 163513)
0 引 言
磨料水射流技術是將磨料混入高速流動的水介質中,在水射流的沖擊下,磨料速度迅速增加,形成高速磨料射流,利用磨料的沖擊能量以完成沖擊、切削的目的[1]。與傳統水射流相比,磨料射流具有沖擊能量大、能量利用率高的特點,因此被廣泛應用于各行業,如石油行業中的沖擊破巖、鉆具清洗、機械加工行業中的金屬材料切割等等。
磨料水射流具有諸多優勢的同時,又存在一定缺陷,與純水射流相比,磨料的混入會對射流噴嘴產生一定的磨損。噴嘴是射流工藝的執行部件,其是形成射流工況的關鍵,噴嘴的磨損與壽命直接影響著磨料射流的應用效果與應用成本[2]。磨料水射流實際應用中,高速流動的磨料射流對噴嘴產生了嚴重的磨損,降低了噴嘴使用壽命,導致在應用過程中需要更換磨損的噴嘴,這樣不但增加了使用成本,同時也使工作效率大大降低。本文旨在分析磨料射流噴嘴磨損機理的基礎上,利用數值模擬軟件對磨料射流噴嘴磨損的影響規律進行模擬研究,進而根據模擬結果探究磨料射流噴嘴防磨措施。
1 磨料射流噴嘴磨損機理
噴嘴磨損是由于磨料在流經噴嘴過程中與噴嘴壁面產生沖擊、碰撞等接觸,使噴嘴內部材料產生損失。一般而言,噴嘴磨損的主要表現形式為噴嘴內壁材料的體積損失。磨料射流對噴嘴內壁產生磨損的形式可以分為下列幾種[3]:
1)切削磨損
當磨料進入噴嘴后,在噴嘴內部進行無規律運動,部分磨料以一定速度沖擊噴嘴內壁,將磨料的速度分解為切向與法向兩方向,當與噴嘴內壁碰撞的磨料法向速度足夠大時,經過一定時間的接觸,噴嘴內壁會產生部分凹槽,造成噴嘴磨損;當與噴嘴內壁碰撞的磨料切向速度足夠大時,與噴嘴內壁接觸時會對其產生切削作用,經過一定時間的切削,噴嘴內壁材料體積量減少,造成噴嘴磨損。
2)疲勞磨損
當磨料進入噴嘴后,在噴嘴內部進行無規律運動,部分磨料以一定速度沖擊噴嘴內壁,將磨料的速度分解為切向與法向兩方向,當與噴嘴內壁碰撞的磨料法向速度足夠大時,經過一定時間的接觸,噴嘴內壁會產生部分凹槽,造成噴嘴磨損;當與噴嘴內壁碰撞的磨料切向速度足夠大時,與噴嘴內壁接觸時會對其產生切削作用,經過一定時間的切削,噴嘴內壁材料體積量減少,造成噴嘴磨損。
3)脆性斷裂磨損
磨料與噴嘴內壁材料接觸時其應力為靜止狀態,因此內壁材料會出現塑性變形。若材料的硬度較大,其破壞形式可能以斷裂為主。當磨料顆粒硬度較大時,經過一定時間的沖擊,噴嘴內壁材料出現徑向與橫向兩種裂紋,由于水楔作用以及后續磨料的沖擊作用,使得裂紋逐漸擴大,當兩條裂紋發生交錯時會產生碎片使噴嘴內壁材料出現斷裂。這種磨損方式稱為脆性斷裂磨損。
2 數值模擬參數設置
磨料水射流屬于固液兩相流動,本文選用FLUENT軟件中的Discrete Phase Model(DPM)模型進行模擬求解,DPM模型是一種歐拉-拉格朗日方法[4],即以歐拉方法求解連續項(液相),以拉格朗日方法求解離散相(固相)(DPM方法一般用于固相含量小于10%的工況)。
2.1 數學模型
定義本數值模擬液相為一種不可壓縮假定流體,其流動方程用連續性方程和N-S方程描述:
(1)
(2)
式中ui,uj為平均速度分量,m/s;p為平均壓力,MPa;ρ為流體密度,g/cm3;μ為流體動力黏度,mPa·s;x為張量形式的空間坐標。
資金計劃的落實是企業資金管理工作中的重要步驟,年度資金計劃是根據行業的市場行情和企業的經濟狀況,結合企業內部資金要求,對資金各方面的支出和收入情況做好協調。將資金安排統一的管理方案,全方位的將資金進行調整,按照規定對資金進行調動和整理,避免資金的惡性應用。制定資金的申請方案,相關工作人員向上級財務部門提出資金申請方案,并按照資金計劃落實。
流體流動模型選擇常用的標準k-ε模型,即:
(3)
(4)
其中k為湍動能,N·m;ε為湍動耗散率,m2/s3;μt=Cμρk2/ε為湍動黏度,mPa·s;C1ε、C2ε、Cμ、σε為實驗獲得的經驗值,分別取1.44、1.92、0.09、1.3。
Fluent可通過分散相磨料的運動方程計算其運動軌跡,磨料的運動方程為:
(5)
(6)
μ為流體動力粘度,mPa·s;CD為阻力系數;dp為磨料直徑,mm;Re為磨料雷諾數;且:
(7)
(8)
(9)
對球形磨料,φ=1。
Fluent中自帶了磨損的計算模型,其模擬沖蝕磨損的定義是[5]:
(10)
其中,Rerosion為沖蝕磨損率,kg/m2-s;mp為單粒子重量,kg;C(dp)是磨料直徑函數,m;α為沖擊角度,°;v是磨料沖擊速度,m/s;Af為磨料在材料表面的投影面積,m2;b(v)是磨料速度指數函數。
2.2 幾何模型與邊界條件
幾何模型采用錐形噴嘴,噴嘴直徑為12 mm、長度為10 mm,長直段長度為45 mm、直徑為48 mm,收縮半角為30°, 入口采用速度入口條件,出口為壓力出口,在DPM Injection中設置磨料流量、尺寸。
3 模擬結果與分析
3.1 流動時間對噴嘴磨損的影響
圖1為噴嘴在9組流動時間下(10、20、30、40、50、60、80、100、200 s)的磨損量。從圖中可以看出隨著流動時間的增加,噴嘴的磨損量增大,但噴嘴磨損量的增長率呈減小趨勢(斜率)。結合磨料射流的實際工況,分析此趨勢的原因在于,隨著流動時間增加,與噴嘴內壁磨損的磨料數增加,因此磨損量不斷增大;但由于隨著時間增長,噴嘴內壁經過磨損后表面形態及內徑可能發生變化,因此磨損量增長率呈減小趨勢。
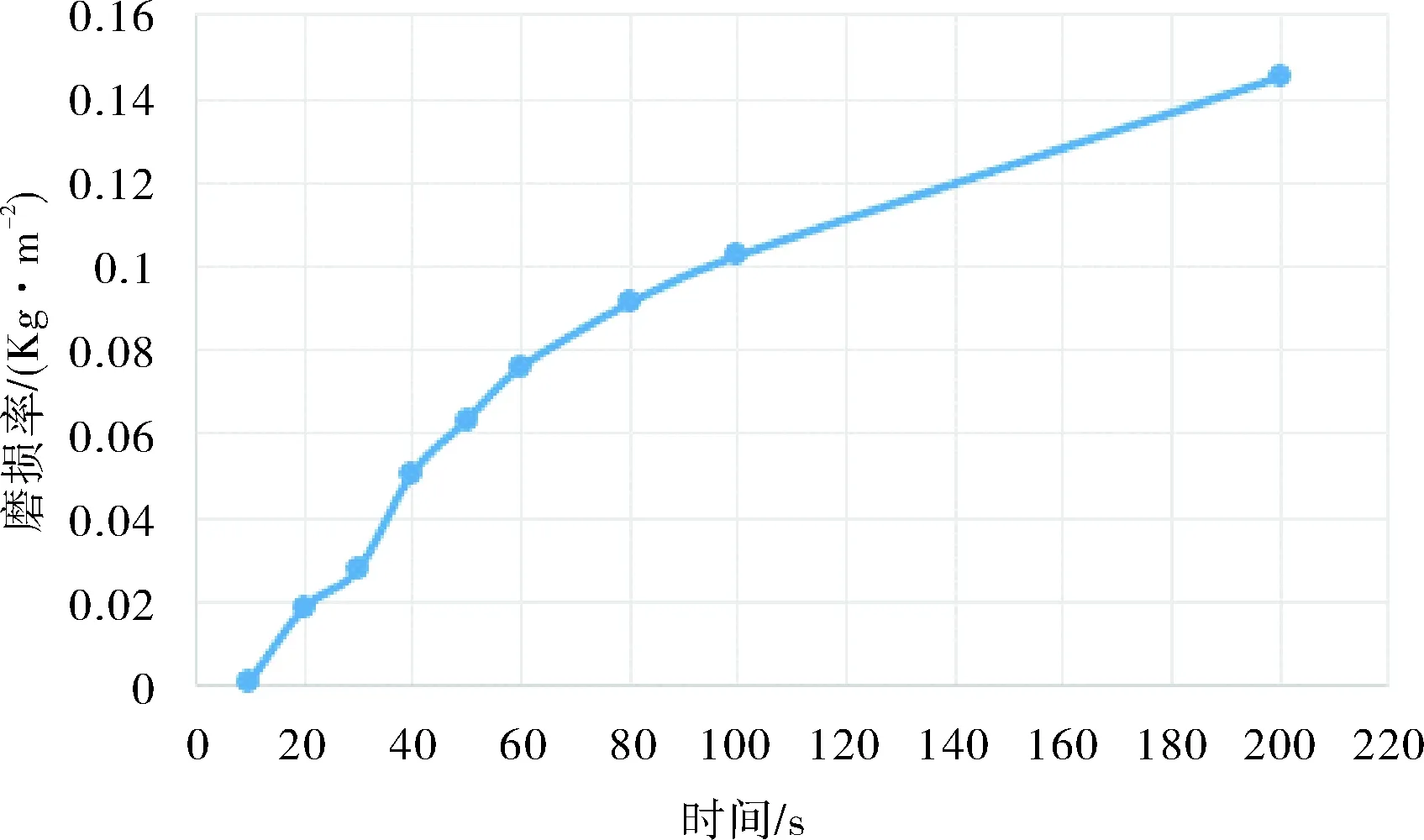
圖1 噴嘴磨損與流動時間的關系曲線圖
3.2 射流速度對噴嘴磨損的影響
圖2為噴嘴在6組流動時間下(5、7.5、10、12.5、15、17.5 m/s)的磨損量。從圖中可以看出隨著射流速度的增加,噴嘴的磨損量增大,噴嘴磨損量的增長率呈增大趨勢(斜率)。結合磨料射流的實際工況,分析此趨勢的原因在于,隨著流動時間增加,磨料射流的能量呈冪數增長,因此磨損量的增長率呈上升趨勢。
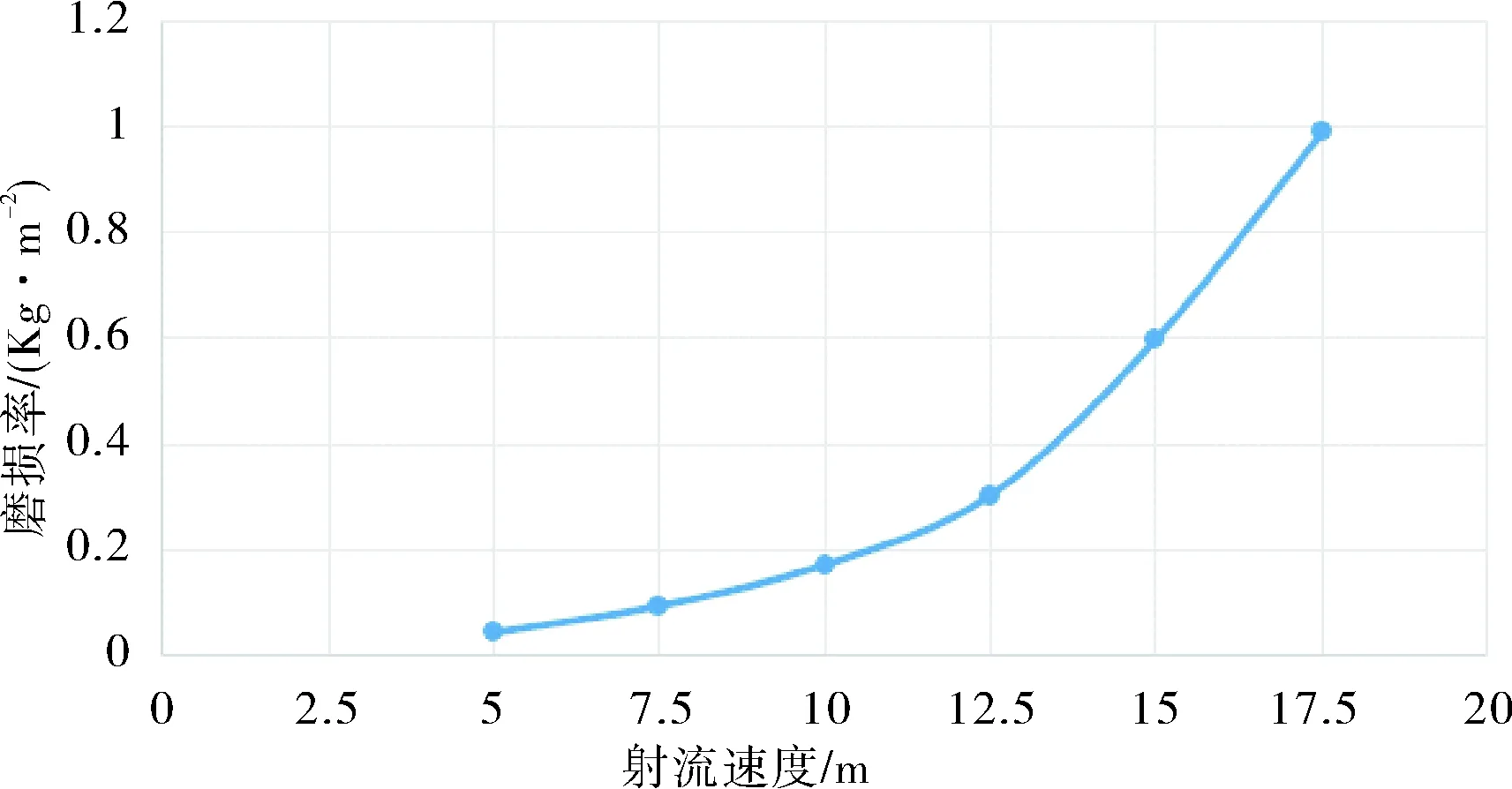
圖2 噴嘴磨損與射流速度的關系曲線圖
3.3 磨料粒徑對噴嘴磨損的影響
圖3為噴嘴在6組磨料粒徑(1、1.5、2、2.5、3、5 mm)的磨損量。從圖中可以看出隨著射流速度的增加,噴嘴的磨損量增大,但噴嘴磨損量的增長率呈減小趨勢(斜率)。
3.4 磨料濃度對噴嘴磨損的影響
圖4為噴嘴在6組磨料濃度(1%、2%、3%、5%、7%、10%)的磨損量。從圖中可以看出隨著射流速度的增加,噴嘴的磨損量增大,增長趨勢基本呈線性增長趨勢。

圖3 噴嘴磨損與磨料粒徑的關系曲線圖
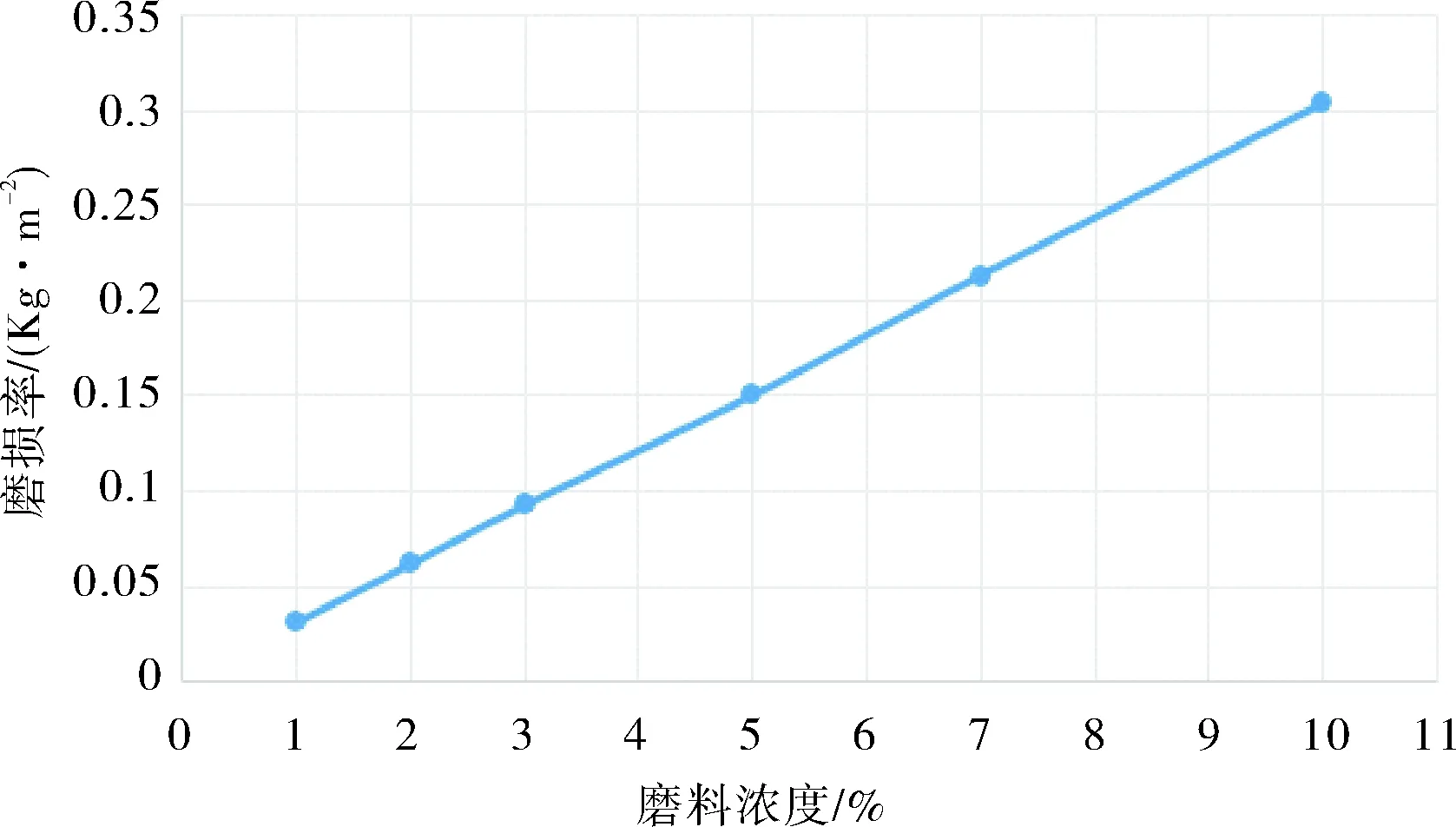
圖4 噴嘴磨損與磨料濃度的關系曲線圖
4 磨料射流噴嘴防磨措施探討
由模擬結果得到的噴嘴磨損規律可知,磨料射流參數的變化對噴嘴磨損有較大影響,基于此對磨料射流技術施工時噴嘴的耐磨措施進行探討。減小噴嘴內壁的磨損主要可以從兩方面入手:第一,通過控制施工參數減小磨料射流對噴嘴內壁的磨損;第二,提高噴嘴內壁材料的耐磨性。
由模擬結果可知,噴嘴磨損量隨射流速度的增大而增大,同體積濃度下磨損量隨磨料直徑的增大而減小,磨損量隨磨料體積濃度增大而增大,因此,在進行磨料射流技術時,在滿足磨料射流效果的前提下,選擇合適的單次射流時間、控制射流排量、選擇適宜的磨料直徑、控制磨料的體積濃度[6]。
從增強噴嘴內壁的耐沖蝕磨損能力方面考慮,應強化噴嘴材質耐磨性能、表面抵抗磨料沖蝕磨損能力等[7],可采取以下措施:第一,使用耐磨性材料。硬質合金主要由碳化鎢構成,一般是通過鈷粘結。硬質合金的硬度僅次與金剛持,而且耐高溫性能優于金剛石。所以,磨料射流噴嘴多采用硬質合金。第二,增加噴嘴壁厚,使其有較長時間的耐沖蝕磨損能力。第三,對噴嘴內壁硬化工藝處理,提升其耐沖蝕磨損能力,目前有效的工藝有表面化學熱處理(表面滲氮、滲碳、滲硼、表面參硫、硫氮共參、鍍滲復合處理)、電鍍、堆焊和熱噴涂、激光表面處理、冷粘涂覆等工藝。第四,在噴嘴內壁易受沖蝕磨損處鑲裝襯里,襯里采用耐磨復合材料。
5 結 論
1)磨料射流噴嘴磨損的機理主要包括切削磨損、疲勞磨損、脆性斷裂磨損三種形式。
2)根據模擬研究結果,噴嘴磨損量隨流動時間、射流速度、磨料直徑及磨料濃度的增加而增長,磨損量增長率隨流動時間、磨料直徑的增加而增大,隨射流速度的增加而減小。
3)防止磨料射流噴嘴磨損可從選擇適宜的磨料射流參數以及對噴嘴進行表面處理兩方面對噴嘴進行保護,從而提高磨料射流的效率與使用成本。
