一種定量階梯黏度噴漆法
2018-12-08 07:40:58耿成翔孫慧艷夏冬
中國新技術新產品 2018年19期
耿成翔 孫慧艷 夏冬
摘? 要:本文通過對傳統漆層制備過程及易出現缺陷類型的分析,提出了一種新型噴漆方法:定量階梯黏度噴漆法。該方法是基于漆料黏度階梯調整結合各黏度漆料用量固化來實現對漆層質量的穩定控制。為驗證新噴漆方法的有效性、合理性和可行性,對H04-1環氧磁漆開展了工藝驗證試驗,從驗證結果可以看出該方法可以高效、高經濟性的制備質量穩定、均勻、高一致性的漆層。
關鍵詞:噴涂;定量階梯黏度噴漆法;環氧磁漆
中圖分類號:TQ63? ? ? ? ? 文獻標志碼:A
0 引言
在漆料噴涂加工中,漆層的外觀質量和厚度與漆料的工作黏度、噴涂距離、噴槍移動速度、噴涂環境溫濕度、噴涂壓力均有直接關系。傳統手工噴涂中,上述參數均無法固化,在整個噴涂過程中各參數都在不斷變化中,所有參數變化的影響綜合決定了漆層質量的穩定性、均勻性,不同工件間的漆層一致性無法保證。
隨著涂裝設備及工藝的不斷更新換代,噴漆加工也不斷向著過程可控、穩定、低勞動強度等方向發展。恒溫恒濕系統的應用使噴漆工作環境的溫濕度可以實現精準控制,一般可實現溫度偏移控制在±2℃,濕度偏移可控制在±5%,這樣的溫濕度波動對漆層質量的影響已經可以基本忽略。自動化噴涂裝置的應用成功解決了噴涂距離、噴槍移動速度、噴涂壓力無法固化問題。故此,在整個噴涂過程中,仍存在漆料的工作黏度對所制備漆層質量存在較大影響,本文將研究漆料工作黏度對漆層質量的影響規律,確定一種基于黏度調節實現漆層質量一致性控制的新型噴漆方法。
1 定量階梯黏度噴漆法理論分析
1.1 傳統噴漆法分析
在傳統工業噴漆過程中,同一個(或批)工件漆層制備通常采用同一個工作黏度,而當漆料黏度偏大時漆料的流動性降低,導致最終獲得的漆層外觀質量不高,易出現橘子皮、厚度不均勻、局部堆積等缺陷,工件需要經過多次返修才能達到工藝標準要求,造成漆層制備的成本提高。當漆料的黏度偏低時,雖然漆料的流平性較好,能獲得相對質量高的漆層外觀質量,但每次噴涂獲得的漆層厚度較低,需增加噴漆的遍數來彌補漆層的增厚不足,影響漆層整體制備的效率,同樣造成漆層制備成本的提高。
1.2 新噴漆法理論
通過分析漆料黏度對漆層質量的影響規律,即在其他噴漆條件不變的前提下,高黏度漆料噴涂能提高漆層的增厚性能而漆層的外觀質量有所降低且易出現缺陷;低黏度漆料噴涂能有效保證漆層的外觀質量但漆層的增厚性能不足。因此綜合考慮漆層外觀和增厚性,提出一種變黏度噴漆法,在同一個工件漆層制備過程中,在漆料性能允許的黏度范圍內采用先高黏度后低黏度的階梯黏度噴涂法,達到在最少的噴涂周期內獲得高質量的漆層。
此外,為保證不同工件甚至不同批次之間漆層厚度的一致性,可再固化每個黏度階段的漆料用量,從而提煉出一種可獲得高外觀質量、高均勻性漆層的新噴漆方法——定量階梯黏度噴漆法。
2 新噴漆法的驗證
本文將以噴涂H04-1綠色環氧磁漆為例,來驗證定量黏度噴漆法的有效性、合理性和可行性。
2.1 H04-1漆層的質量要求
按照相關技術文件要求,噴涂H04-1環氧磁漆時,不考慮返修情況可進行一至兩遍噴涂,獲得的漆層需要考察漆層的外觀質量和厚度兩個指標。
2.1.1 外觀質量
目視檢查漆層的表面應光滑、平整、均勻、脫層及漏涂現象。漆層表面允許有局部不連續的、不集中的直徑Φ<0.25mm疙瘩存在。
2.1.2 厚度
所制備的漆層厚度應達到0.04mm~0.06mm。
2.2 噴涂過程分析
按漆料說明書規定,H04-1綠色環氧磁漆的工作黏度用涂-4杯黏度計測量為12S~20S,實際中為實現漆層在兩遍噴涂內能達到厚度指標要求,一般選擇黏度為20S的漆料進行噴涂,但因漆料的流動性降低,所得漆層的外觀質量偏低,常出現漆層不平整、不均勻、橘皮等質量問題,工件均有一定量的返修。
故本次驗證擬采用定量階梯黏度噴漆法進行漆層制備,先選定工作黏度,再對每個黏度階段的漆料用量進行不同匹配,實現一方面驗證階梯黏度理論的有效性,一方面驗證漆層的穩定性和一致性。
2.3 試驗參數和模擬件選取
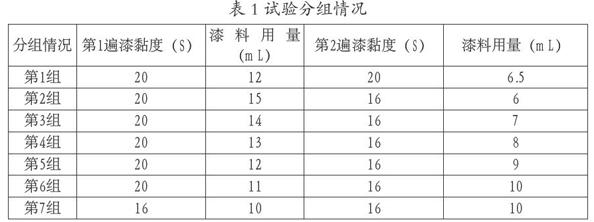
試驗選用的模擬件單件噴涂面積為0.1m2,當漆料黏度為20S時,為保證漆層的質量,單個模擬件每次噴涂的最大漆料不應大于15mL(相當于300mL/ m2),所能獲得的漆層厚度不大于0.043mm;當漆料黏度為12S,在保證漆層質量的情況下,單個模擬件每次噴涂的最大漆料不應大于5mL(相當于100mL/m2),所能獲得的漆層厚度不大于0.011mm。根據實際應用經驗,黏度≥18S時漆層的厚度容易達標但外觀質量不足;黏度≤16S時漆層的外觀質量能保證但噴涂厚度偏薄,本次試驗選擇20S和16S兩個黏度組合來探究定量階梯黏度噴涂法。試驗模擬件的分組情況見表1,每組選擇模擬件100件。
其余參數為溫度控制在22℃~24℃,濕度控制在45%~55%,壓縮空氣風壓選用0.25MPa,噴槍與噴涂表面之間的距離控制13cm~17cm,噴涂環境的清潔度滿足涂裝行業噴漆要求。
表1 試驗分組情況
分組情況 第1遍漆黏度(S) 漆料用量(mL) 第2遍漆黏度(S) 漆料用量(mL)
第1組 20 12 20 6.5
第2組 20 15 16 6
第3組 20 14 16 7
第4組 20 13 16 8
第5組 20 12 16 9
第6組 20 11 16 10
第7組 16 10 16 10
每遍噴涂漆層固化后,逐個對試驗模擬件進行厚度測量及外觀檢查并記錄結果,其中厚度測量方式為每個模擬件均勻選取10點(每面5點)進行厚度測量,計算平均值為當件模擬件的漆層厚度值,最終每組模擬件隨機抽取10件的厚度計算平均值記為對應組漆層的最終厚度值,第2遍的漆層厚度為兩次測量結果的差值理論計算得出。外觀檢查僅記錄第2遍漆層固化后的檢查結果,但第1遍漆層固化后外觀不合格時,允許進行表面修磨處理再進行第2遍漆層噴涂。
2.4 試驗結果及分析
按照試驗方案的要求,漆層制備后對漆層的外觀和厚度進行了逐件檢查,第2組~第6組試驗制備的漆層厚度均能夠達標,外觀質量合格率也均能達到97%以上,且在同一組內漆層的厚度波動很小,可認為厚度是均勻的。而采用第1組常規方法制備的漆層外觀質量合格率較低,合格率僅為23%左右;采用第7組方法制備的漆層厚度均不達標。
從試驗結果來看,本文提出的定量階梯黏度噴漆法可高效、穩定、經濟制備出質量一致性和均勻性較高的漆層,定量階梯黏度噴漆法是一種優于傳統噴漆法的有效、可行、可靠新型噴漆方法。
結論
從H04-1綠色環氧磁漆的試驗驗證結果來看,本文提出的新型定量階梯黏度噴涂法可以高效、準確、高經濟性制備出質量穩定、一致的漆層。從經濟、效率等方面考慮,該方法優于傳統的噴漆方式,是噴漆加過中可優選的方法之一。
參考文獻
[1]王光彬.涂料與涂裝技術[M].北京:國防工業出版社,1994.
[2]張學敏.涂裝工藝學[M].北京:化學工業出版社,2008.