H62黃銅熱軋水冷對冷軋性能的影響
2018-12-12 07:51:08駱啟榮
世界有色金屬 2018年19期
駱啟榮
(銅陵金威銅業(yè)有限公司,安徽 銅陵 244000)
1 H62黃銅的性能應用以及成分
(1)H62黃銅有很高的強度,在熱態(tài)下,塑性良好;冷態(tài)下,塑性也比較好;切削加工性好,易焊接,耐腐蝕性好。用于制各種銷釘、鉚釘、螺帽墊圈、導波管、夾線板、環(huán)形件、及散熱器零件、船舶工業(yè)、造紙工業(yè)用零件等[1]。
(2)簡單黃銅的組織:鋅大量固溶于銅。固態(tài)下分別具有一定成分范圍的α、β、γ、δ、ε、η等六個相,如圖1所示。

圖1 黃銅組織解析
一般來說β黃銅在室溫時是硬而脆,但在高溫時反而比α黃銅更加柔軟[2]。
(3)H62黃銅的成分

表1 H62黃銅的成分分析
2 傳統(tǒng)生產(chǎn)工藝的介紹
目前一般熱軋生產(chǎn)H62黃銅時采取的工藝流程是:加熱、熱軋、卷取、銑面。這種工藝有一弊端就是銑面時要對熱軋卷進行二次開卷,影響生產(chǎn),效率不高。為了提高生產(chǎn)效率我們將熱軋后的帶卷直接進行銑面不再卷取,但是由于熱軋后的帶卷溫度非常高,需要用水進行強冷才可以進行銑面。從生產(chǎn)實踐來看用水強冷的工藝對H62的后續(xù)軋制性能影響非常大。本文主要研究各種水冷的速度對冷軋帶卷性能的影響。
H62黃銅熱軋工藝,①出爐溫度一般都在820℃左右,鑄錠從外表來看顏色要均勻,不要發(fā)白。②典型H62黃銅熱軋道次安排如下:單位mm,240-220-183-150-120-100-81-57-42-25-21-16,帶尾終軋溫度一般都大于550℃以上。③軋輥冷卻狀況:乳液冷卻濃度1.2%,流量按照每小時系統(tǒng)循環(huán)五次。
3 試驗過程
(1)開啟冷卻裝置流量按照2000m3/h進行冷卻,熱軋后測量帶卷硬度值一般在120HV~140HV,抗拉強度410~435Mpa,延伸27%~30.5%。此硬度值范圍大致為半硬態(tài),一般來說熱軋后的硬度值在80HV~90HV。
2000m3/h進行冷卻時典型熱軋帶卷的金相圖如下:

圖2 冷卻時典型熱軋帶卷的金相
上圖是熱軋100倍軋制方向(里面黑色部分就是β相,含量比較大)
熱軋2000m3/h進行冷卻時冷軋道次表(實際)。

表2 冷卻時冷軋道次表
3 8.0 6.2 1020 4 6.2 5.4 1200 5 5.4 4.8 885 6 4.8 4.0 700 7 4.0 3.4 635 8 3.4 3.0 525
通過表2分析,冷軋時軋制力非常大,材料不易變形,而且板形明顯不良,帶卷橫向公差大,嚴重時達到63um。導致粗軋軋制困難,軋制道次多,軋制時用了8個道次將帶材從14.0mm軋制3.00mm。壓下很小,軋制第四道次從6.2mm軋制到5.4mm壓下率小于20%,而軋制力卻達到1200噸,軋制力特別大,另外軋制H62時軋制厚度為3mm裂邊很嚴重。
(2)改變冷卻水流量為1000m3/h,保證帶材在一定的時間內冷卻至400℃,然后加大水冷速度至2000m3/h,檢測此帶卷的物理性能:抗拉強度350Mpa~380Mpa,硬度89HV,延伸35%~50%。改變冷卻水流量為1000m3/h,保證帶材在一定的時間內冷卻至400℃,然后加大水冷速度至2000m3/h后得到的相圖如下(β相含量減少):

圖3 帶材改變冷卻水流量效果圖
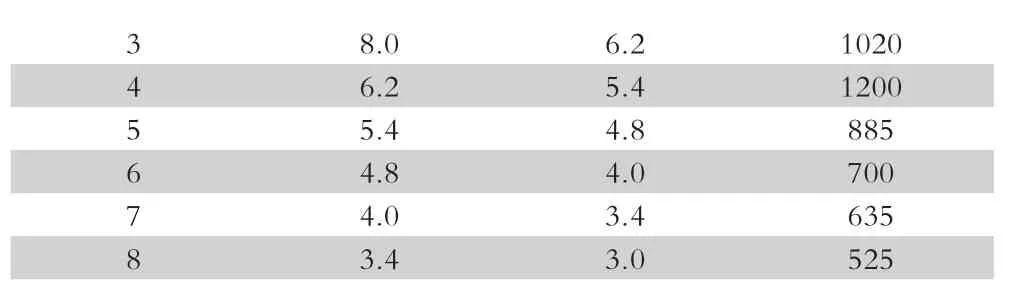
改變水流量為1000m3/h,保證帶材在一定的時間內冷卻至400℃,然后加大水冷速度至2000m3/h,冷軋道次表(實際)。
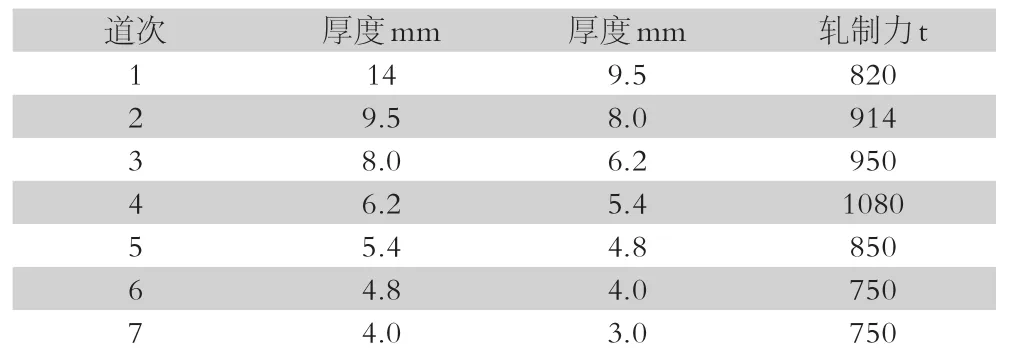
表3 變冷卻水流量分析
從表3可以看出道次減少了而且軋制力下降了,公差和橫向楔形改善達到10um以內。效果明顯好轉,裂邊現(xiàn)象也沒有了。
4 結論
在改變冷卻速度同時保證不影響軋機和銑面的效率前提下調整冷卻流量和速度對改善H62的冷軋性能有很大提高。原因分析:在高溫時由于冷卻速度非常快β相得以保留,導致冷軋時不易變形。如果降低冷卻速度讓β有充分的時間轉變通過相圖可以明顯看出β減少,這樣對冷軋有顯著改善。