耐候鋼疊焊接頭激光焊接工藝及性能
2018-12-13 05:45:36郭麗娟王喜君
電焊機 2018年11期
田 慧,郭麗娟,王喜君,李 洋
(中車唐山機車車輛有限公司,河北唐山063035)
0 前言
目前軌道客車產品結構十分豐富,形成了適合不同速度等級、不同檔次、不同牽引方式、能夠滿足各層次用戶需求的多樣化、梯次化的產品結構,涵蓋了普通鐵路客車、城鐵車和新一代高速動車組[1]。焊接是軌道交通車體制造的關鍵工藝[2]。與傳統的焊接方式相比,激光焊接效率高,可自動化操作,大大節省了生產成本。激光焊接無需其他填充物質,焊縫美觀干凈,在提高產品質量的同時符合大眾的審美觀點,為企業提供了強有力的市場競爭力[3-4]。
本研究基于碳鋼車體及軌道交通關鍵結構件對激光焊接技術的需求,針對3mm厚Q345NQR2鋼和2.5 mm厚Q310NQL2鋼的疊焊接頭系統開展激光焊接工藝研究,為后續碳鋼車體相關結構件及類似結構的激光焊工藝生產應用提供技術支撐。
1 試驗材料和方法
1.1 試驗材料
試驗母材為厚2.5 mm的Q310NQL2鋼和3 mm的Q345NQR2鋼[5],化學成分見表1,力學性能見表2。
1.2 接頭形式
工藝試驗針對3 mm厚Q345NQR2+2.5 mm厚Q310NQL2疊焊接頭,3 mm板在上,2.5 mm板在下,采用單道焊且不焊透的工藝,并且控制變形。接頭形式如圖1所示,焊接時激光光束與焊接方向成110°夾角,激光與試板成80°夾角,如圖2所示。
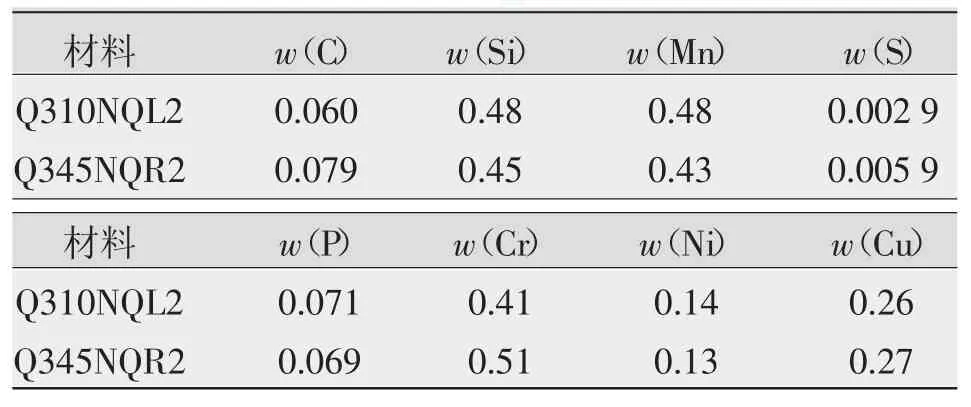
表1 母材化學成分Table 1 Chemical composition of base metal %
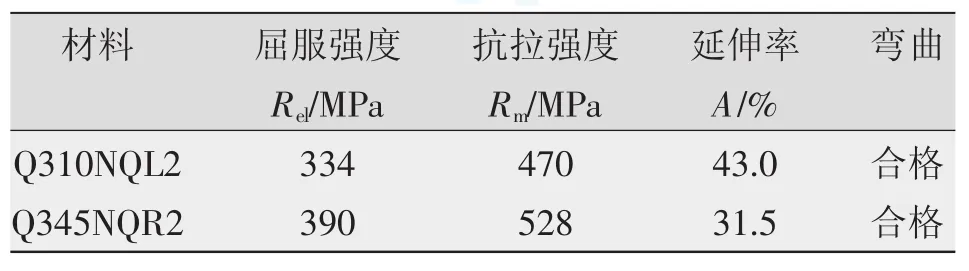
表2 母材力學性能Table 2 Mechanical properties of base metal

圖1 坡口形式Fig.1 Groove form
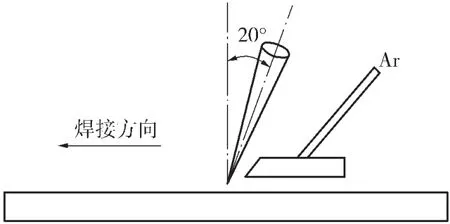
圖2 激光與試板相對位置Fig.2 Relative position of lase and test plate
2 焊接工藝試驗
2.1 堆焊工藝試驗
針對3mm厚Q345NQR2+2.5mm厚Q310NQL2疊焊接頭,選擇在6mm平板上進行激光焊堆焊試驗,研究離焦量、焊接速度和激光功率等焊接參數對焊縫熔深(H1)和熔寬(B1)的影響。H1和 B1示意見圖3。焊接試驗選取的焊接參數及其波動范圍見表3。

表3 焊接試驗參數Table 3 Parameters of welding test
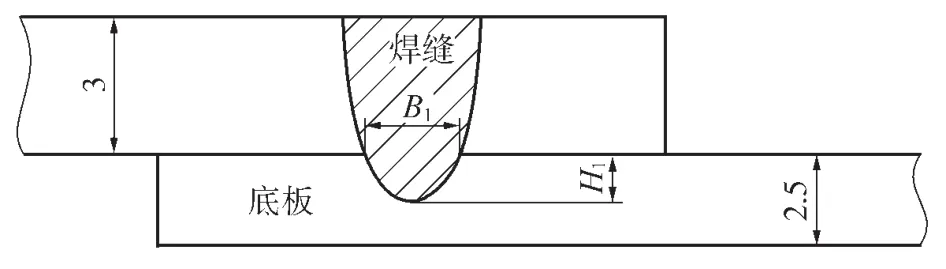
圖 3 焊縫 B1、H1示意Fig.3 Schematic for B1,H1
激光功率分別為5 kW和6 kW時,不同焊接速度和離焦量的焊縫橫截面成形照片如圖4、圖5所示。由圖可知,增加離焦量是增加底板熔寬最有效的因素。同時隨著離焦量的增加,焊縫熔深逐漸減少,要保證有效的焊接,即在底板上形成有效熔深(H1≥3 mm)、熔寬(B1),一定離焦量下就需要增加功率或減慢焊接速度。離焦量越小,焊縫的深寬比越大。而試驗所用母材為車輛用的耐候鋼,化學成分中含有較高的P,若焊縫的深寬比較大,則易在焊縫中心產生結晶裂紋。
堆焊試驗焊縫的B1和H1測量值見表4。熔深試驗點選取如圖6所示,試驗選取底板熔寬為1.0 mm以上的熔深點,用于研究不同熔寬B1(B1≥1 mm)與接頭抗剪切力的關系。熔寬試驗點選取如圖7所示,熔深為0.6~0.8 mm,有較多能滿足試驗要求點來進行熔寬與剪切力關系試驗。
2.2 不同熔深、熔寬對接頭抗剪力的影響
不同熔深、熔寬對接頭抗剪力影響的試驗是在3mm 厚Q345NQR2(上板)+2.5mm 厚 Q310NQL2(底板)的疊焊接頭上進行。由于接頭與堆焊試驗有一定的差異性,熔深與接頭抗剪切力關系試驗選取的定熔寬B1為0.7~0.9 mm。一定熔寬B1(0.7~0.9 mm)下,不同焊縫熔深對應的接頭抗剪切力如表5所示,焊縫的宏觀金相照片如圖8所示,熔深H1與疊焊接頭抗剪力關系的擬合曲線如圖9所示。由圖9可知,隨著熔深H1的增加,抗剪力開始時不斷增加,但當熔深H1增加到一定值(1.5 mm)后,抗剪力也達到一個穩定值14 kN。但由表5可知,當熔深大于1 mm,抗剪力基本在14 kN水平上下波動。由上所述,熔深大于一定值后,一定的熔寬對應的抗剪力基本不變。
一定熔深H1下(H1≥1 mm),不同焊縫熔深值對應接頭抗剪切力如表6所示,焊縫宏觀金相照片如圖10所示,熔深B1與疊焊接頭抗剪力關系的擬合曲線如圖11所示。從曲線來看,隨著熔深B1的增加,抗剪力不斷增加,而且呈線性增加,通過擬合,抗剪力與熔寬的關系符合式(1):
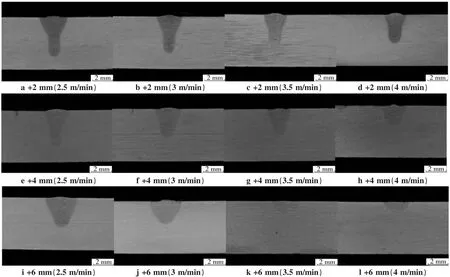
圖4 當激光功率為5 kW時,不同離焦量和焊接速度下的焊縫成形Fig.4 When the laser power is 5 kW,the weld formation under different defocus amount and welding speed
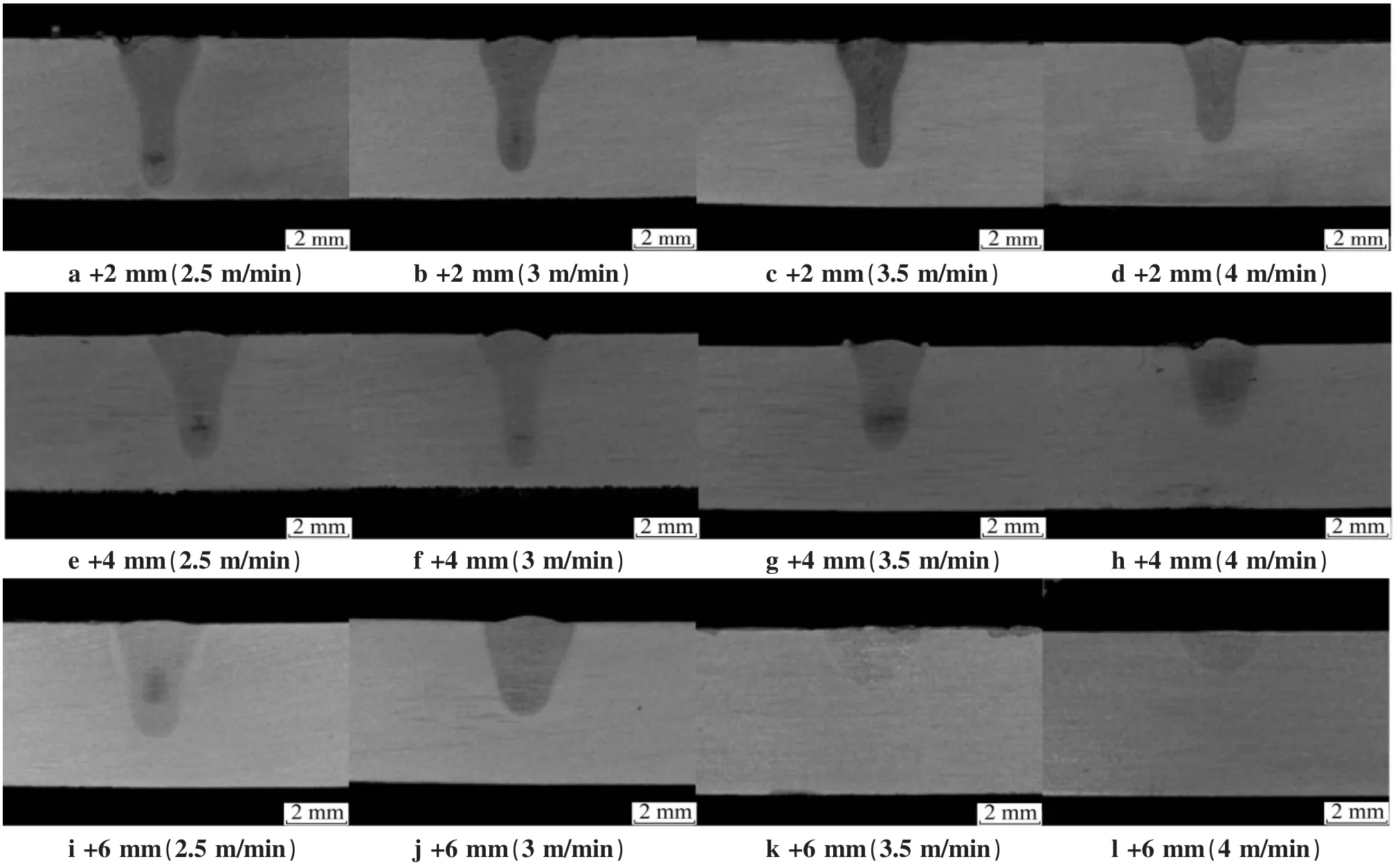
圖5 當激光功率為6 kW時,不同離焦量和焊接速度下的焊縫成形Fig.5 When the laser power is 6 kW,the weld formation under different defocus amount and welding speed
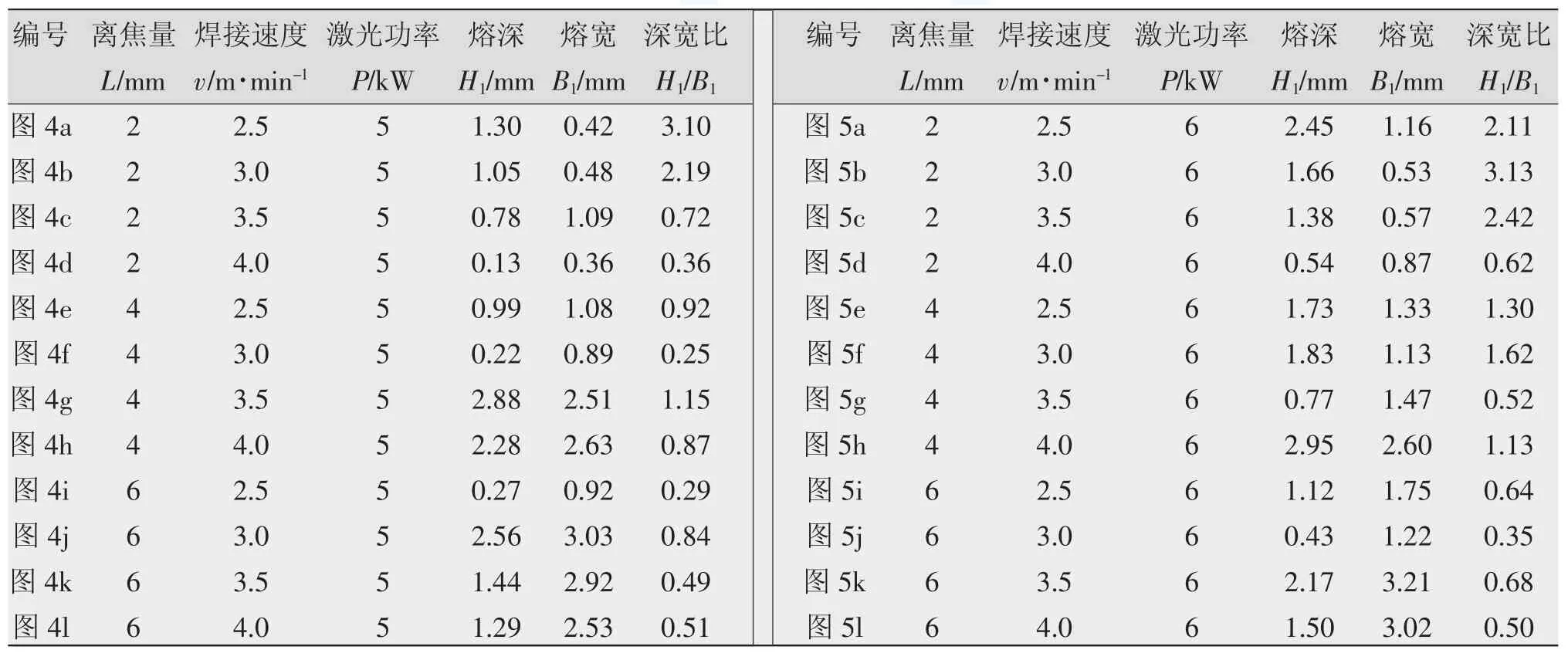
表4 試驗焊縫參數Table 4 Weld parameters for welding test
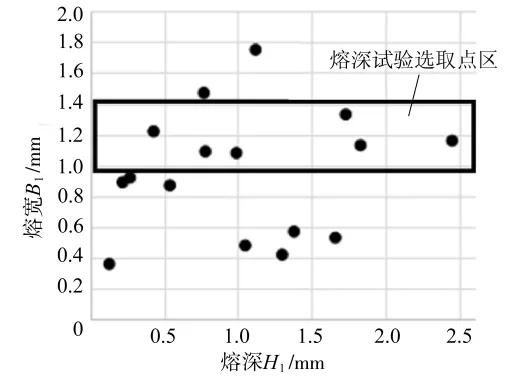
圖6 熔深試驗點選取Fig.6 Selection of weld penetration test points
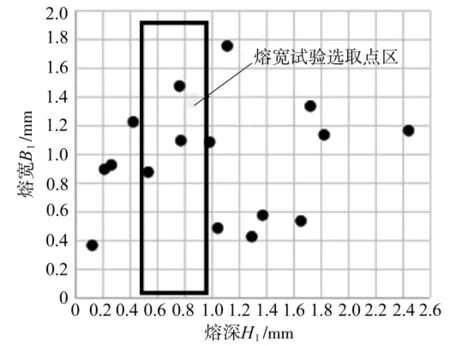
圖7 熔寬試驗點的選取Fig.7 Selection of weld width test points

圖8 熔深試驗接頭宏觀金相Fig.8 Macro metallographic for weld penetration
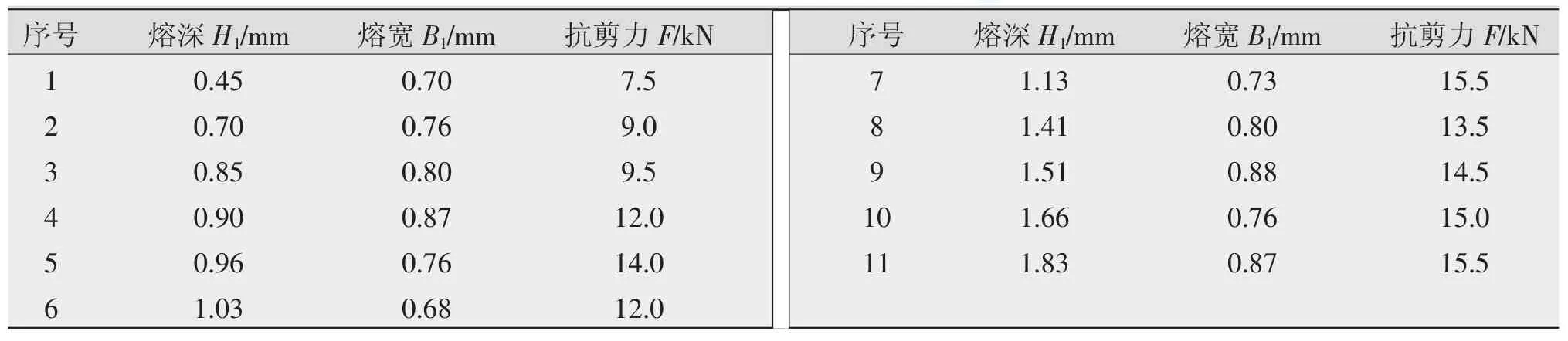
表5 不同熔深的抗剪力Table 5 Shear resistance of different weld penetration
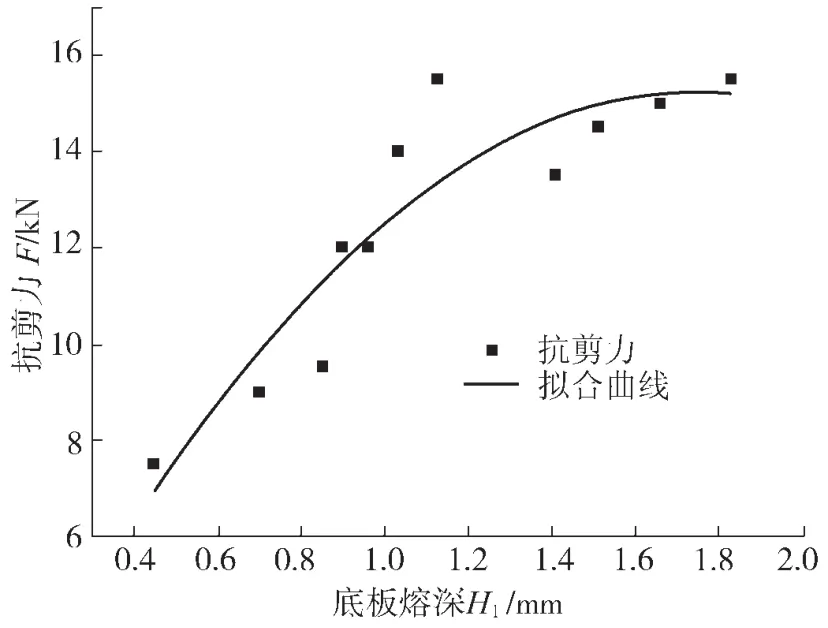
圖9 熔深H1與疊焊接頭抗剪力關系Fig.9 Relationship between weld penetration H1and shear resistance
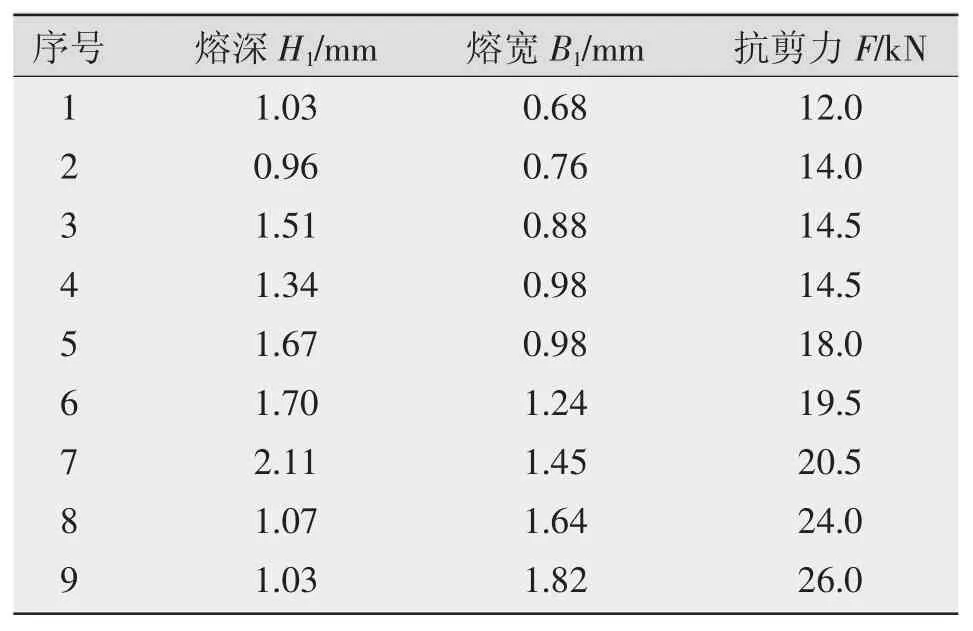
表6 不同熔寬的抗剪力Table 6 Shear resistance of different weld width

圖10 熔寬試驗接頭宏觀金相Fig.10 Macro metallographic for weld penetration

2.3 最優工藝參數

表7 焊接工藝參數Table 7 Welding process parameters
通過以上試驗得到優化的激光填絲焊工藝參數如表7所示。采用最佳工藝參數所焊接的試板照片如圖12所示,焊縫成形美觀、整齊、光滑。焊縫X射線探傷照片如圖13所示[6]。焊縫經X射線探傷檢測,未發現氣孔、夾雜及裂紋等缺陷。
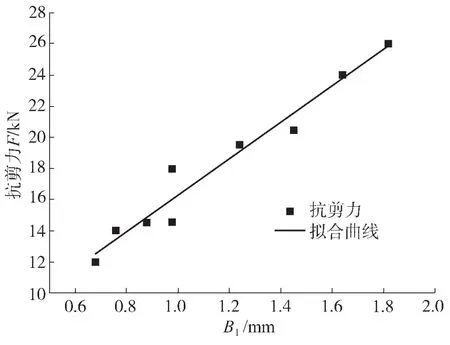
圖11 熔寬B1與疊焊接頭抗剪力關系Fig.11 Relationship between weld width B1 and shear resistance
圖12 焊縫照片Fig.12 Weld appearance

圖13 焊縫的X射線探傷照片Fig.13 X-ray inspection of weld
3 力學性能結果及分析
3.1 拉伸試驗
采用最優化參數的焊接接頭拉伸試驗結果如表8所示。接頭抗剪切力分別為25 kN和26 kN,兩個數據之間波動不超過4%,說明整個接頭力學性能較為均勻,該激光焊工藝穩定性好。拉伸試樣照片如圖14所示,拉伸試樣均斷于焊縫,主要原因是該接頭形式為疊焊接頭和剪切受力形式所致。由圖14可知,斷口周圍母材發生了較大的彎曲變形,說明焊縫有一定的承載能力,同時有較好的塑性。

表8 拉伸性能Table 8 Tensile properties
3.2 金相試驗
焊接接頭的宏觀金相如圖15所示,未見裂紋、夾渣、氣孔、未焊透、未熔合等焊接缺陷。

圖14 拉伸試樣Fig.14 Tensile specimen
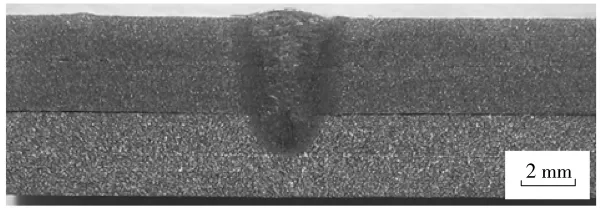
圖15 焊接接頭宏觀金相照片Fig.15 Macro metallographic of welded joint
接頭各區金相組織如圖16所示。焊縫區為貝氏體+馬氏體,呈典型的柱狀晶特性。上板過熱區為貝氏體+馬氏體,下板過熱區為貝氏體,呈等軸晶;上板正火區為貝氏體+馬氏體+鐵素體,呈細等軸晶,下板正火區為貝氏體+鐵素體+少量碳化物;上板不完全正火區為鐵素體+貝氏體+馬氏體,下板不完全正火區為鐵素體+貝氏體,同時在晶間彌散分布有大量碳化物相。
3.3 硬度試驗
焊接接頭硬度試驗用于考核接頭的硬化和軟化情況。試驗采用維氏顯微硬度試驗方法,試驗結果分析曲線如圖17所示。焊縫、熱影響區的硬度值均高于母材的硬度值,存在一定的硬化傾向[5]。
4 結論
(1)在一定的焊縫熔寬范圍內,當焊縫熔深大于1 mm后繼續增加,剪切力基本保持不變;當焊縫熔深固定在1 mm以上時,調整焊縫熔寬,剪切力達到的最大值26 kN。
(2)接頭抗剪切力分別為25 kN和26 kN,兩個數據之間波動不超過4%,整個接頭力學性能較為均勻,說明該激光焊工藝穩定性好。
(3)焊接接頭的宏觀金相中未見裂紋、夾渣、氣孔、未焊透、未熔合等焊接缺陷。
(4)焊縫和熱影響區的硬度值均高于母材,存在一定的硬化傾向。
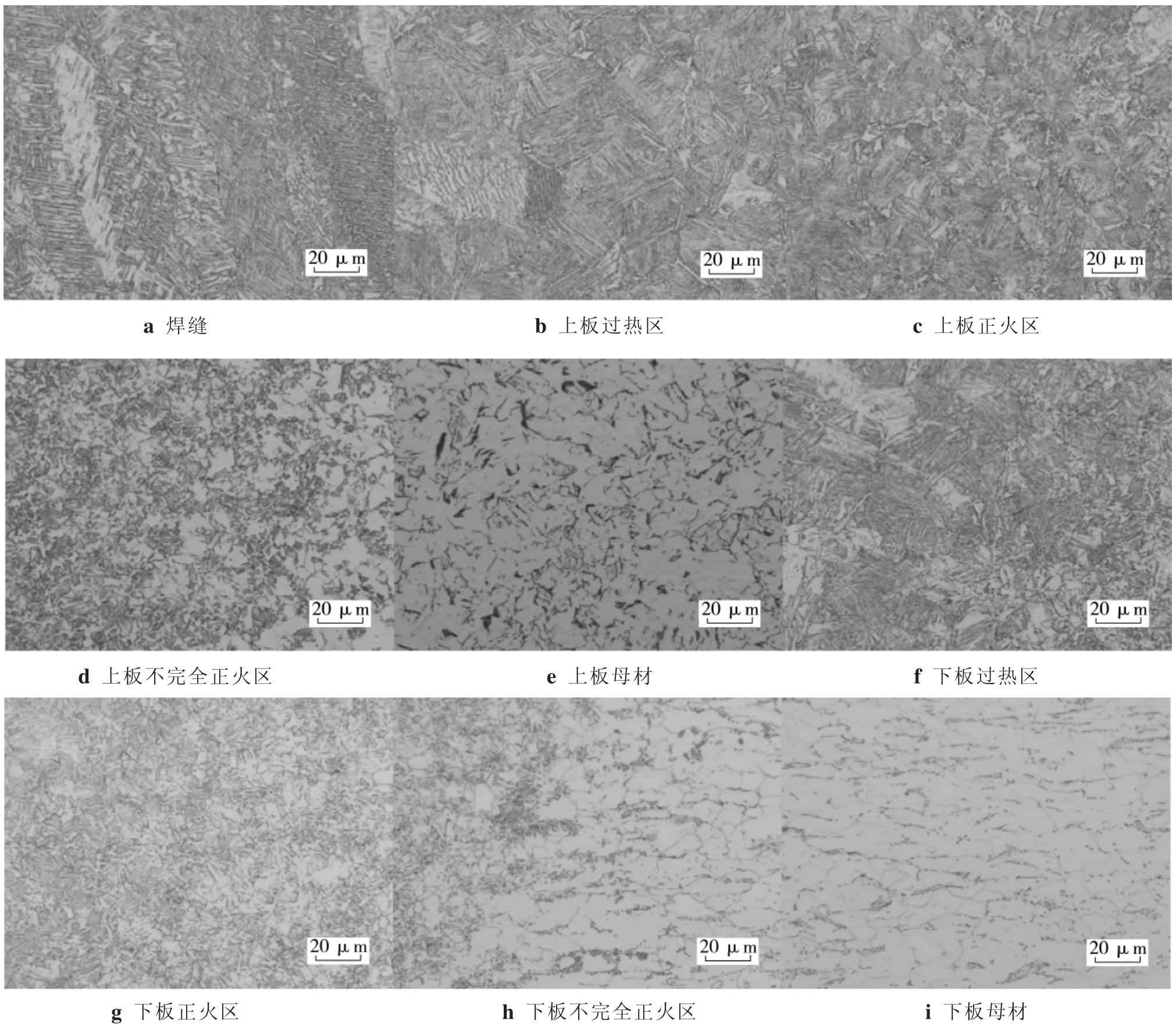
圖16 接頭各區金相組織Fig.16 Metallographic structure of joints
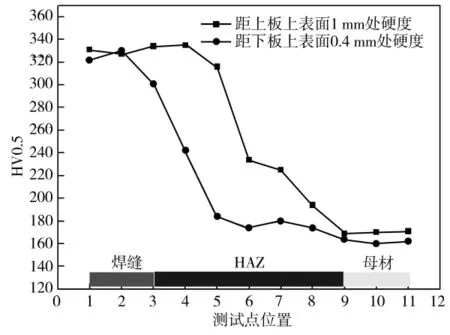
圖17 焊接接頭硬度曲線Fig.17 Hardness curve of welded joint
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24
