基于靜電微量潤滑技術的磨削加工性能試驗研究
2018-12-19 05:05:18林建斌黃水泉胡曉冬許雪峰
中國機械工程 2018年23期
林建斌 呂 濤 黃水泉 胡曉冬 許雪峰
浙江工業大學特種裝備制造與先進加工技術教育部/浙江省重點實驗室,杭州,310014
0 引言
磨削加工往往伴隨著大量的磨削熱生成,易導致工件燒傷和砂輪堵塞,不利于獲得良好的表面加工質量[1],因此,大流量的澆注式冷卻潤滑技術以其優異的冷卻性能和良好的潤滑性能而被廣泛應用于磨削加工。砂輪磨削加工時,砂輪高速旋轉形成的氣流屏障阻礙磨削液進入磨削弧區[2],研究人員采用高壓噴射法、空氣擋板輔助截斷氣流法[3]以及徑向射流沖擊強化換熱法[4]等,增加磨削區磨削液的供給,提高潤滑和冷卻效果。與此同時,磨削液的大量使用對資源消耗、制造成本和廢液處理等帶來嚴峻挑戰,所以開發低消耗、低成本、無污染的高性能潤滑冷卻技術是研究人員的追求目標。
微量潤滑(minimum quantity lubrication,MQL)作為環境友好型潤滑技術的典型代表,在加工領域得到了廣泛的應用[5]。MQL技術利用壓縮空氣將潤滑液霧化成微米級的液滴,在氣動力的作用下噴向切削加工區,起到潤滑和冷卻作用[6]。BAHETI等[7]研究發現,對比傳統的澆注式潤滑技術,MQL加工時的潤滑油使用成本降低了65%,且使用的潤滑油具有可自然降解性,顯著降低了對環境和人體的危害。嚴魯濤等[8]分析了MQL銑削加工時潤滑油的滲透機理及潤滑作用對切削力的影響,發現MQL系統形成的小粒徑、高速的潤滑油液滴具有優異的界面滲透性能,可更好地潤滑切削加工區,從而減小了切削力。SADEGHI等[9]研究發現,油基MQL磨削加工時,壓縮空氣和液滴在加工區未能起到良好的換熱作用,造成了切削區熱量的大量堆積,從而導致工件表面燒傷、加工精度低和砂輪壽命縮短。王愛玲等[10]提出了油膜附水滴的MQL磨削加工方式,研究結果表明:該MQL技術可以減小磨削力,但冷卻效果仍不及澆注式磨削。
結合MQL技術和靜電噴霧(electrostatic spray, ES)技術提出的靜電微量潤滑(electrostatic minimum quantity lubrication,EMQL)技術,具有潤滑液液滴荷電量減少、荷電液滴表面張力和潤濕角減小等特點,可顯著提高潤滑液滴在加工區域的吸附、潤濕和滲透性能,改善氣霧的潤滑冷卻能力[11]。將EMQL潤滑液用量小(100 mL/h以內)、潤濕滲透性好以及良好潤滑冷卻性能的技術特點引入磨削加工中,期望突破傳統MQL技術在磨削加工應用中的局限性。
利用EMQL磨削加工時,荷電氣霧與工件表面間形成一個靜電場[12],該靜電場將影響加工工件表面的顯微組織和微觀性能。相關研究表明,在靜電場作用下鋁鋰合金的第二相粒子尺寸變小,體積分數減小,球化并呈彌散分布,合金的塑性得到了顯著改善[13]。靜電場可使2E12 鋁合金時效峰值時間提前,時效后的硬度峰值降低[14],因此,靜電場對工件表面顯微組織和顯微硬度的影響將成為EMQL應用于精密磨削加工的顯著特征。
本文在構建靜電微量潤滑磨削加工試驗系統的基礎上,研究了水基潤滑液液滴荷電后的荷質比β、表面張力γ和潤濕角α,考察了采用靜電微量潤滑技術的磨削加工特性,探究了靜電場對磨削加工工件表面顯微硬度和顯微組織的影響,進而揭示了靜電微量潤滑技術在磨削加工中的作用機理。
1 試驗方法
1.1 靜電微量潤滑技術
圖1為靜電微量潤滑(EMQL)系統工作原理圖。首先,蠕動泵將潤滑液自儲液罐連續泵至輸液管,壓縮空氣由氣泵送至輸氣管,潤滑液和壓縮空氣在氣液匯流板匯合,引入內液外氣雙層管。其次,在輸液管出口附近設置荷電電極,荷電電極與高壓靜電發生器輸出端(輸出正電或負電)連接,液管中的潤滑液通過電極接觸荷電。最后,荷電潤滑液在壓縮空氣的作用下霧化成荷電液滴,以氣霧的形式噴向磨削加工區域,起到冷卻和潤滑作用。
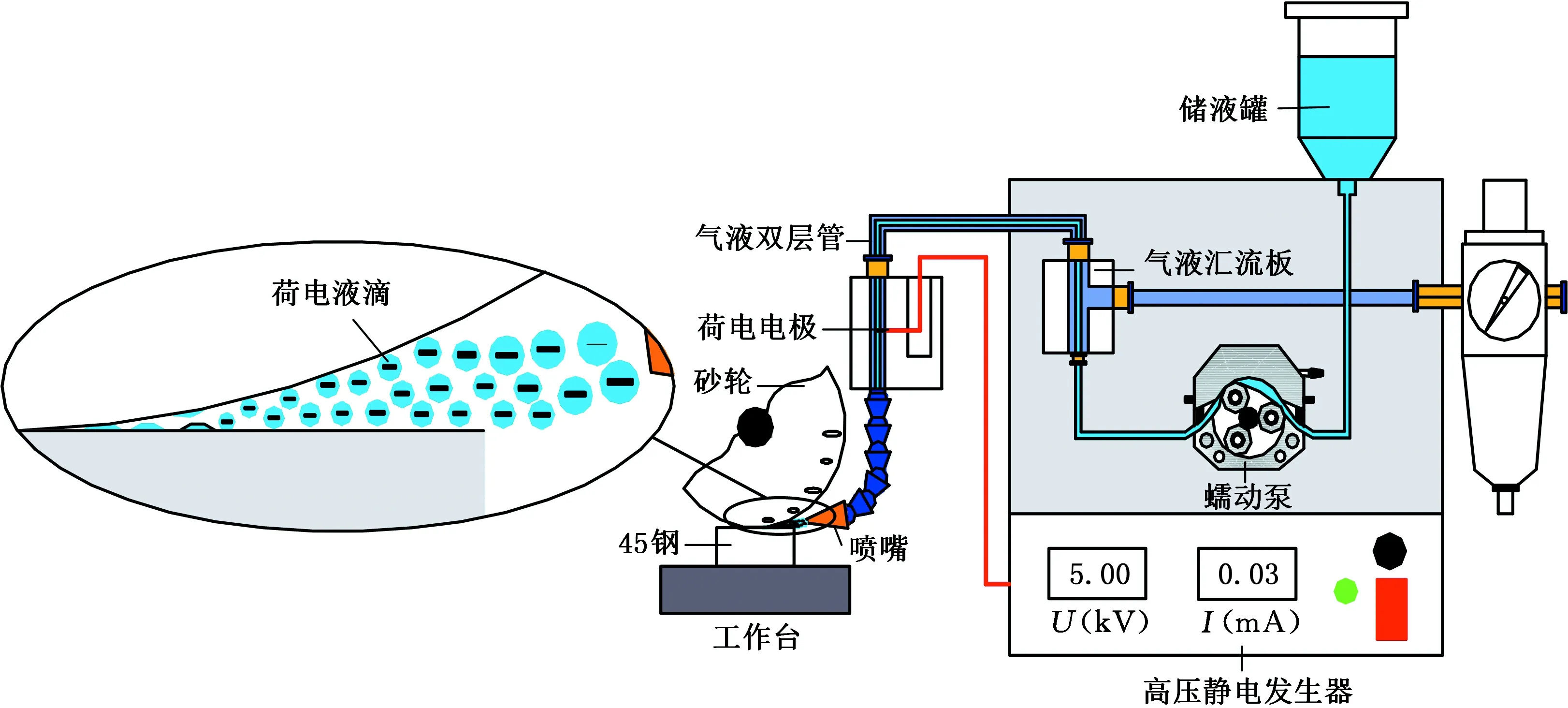
圖1 靜電微量潤滑磨削系統Fig.1 Electrostatic minimum quantity lubrication grinding system
1.2 潤滑液荷電性能及潤濕滲透性能測試
荷質比是衡量潤滑液液滴荷電效果的重要指標,采用目標網狀法[15]測量不同荷電電壓條件下潤滑液液滴的荷質比。試驗條件設置如下:氣壓0.4 MPa,流量50 mL/h,噴霧距離60 mm,相對濕度75%,室溫22 ℃。采用滴重法[16]測量不同電壓條件下荷電潤滑液的表面張力。采用量角法[17],利用SM-V3-L電子顯微鏡測量不同電壓工況下的荷電液滴與憎水油紙的潤濕角。所有試驗均在室溫下進行并平行測量3次,取平均值作為最終試驗數據。
選用Calteche SYN 40全合成潤滑液(科爾特石化有限公司),將其與水按1∶9的質量比例制備的水基潤滑液作為EMQL的潤滑液。
1.3 磨削性能試驗
在精密平面磨床(MM7120A,杭州機床集團有限公司)上進行基于微量潤滑技術和靜電微量潤滑技術的磨削力和磨削溫度測試試驗。選用粒度為60目的奧士通白剛玉砂輪。試驗前,所有砂輪均使用單點金剛石砂輪修整器進行單點修整,且每次試驗結束后均對砂輪進行重新修整,以保證試驗基底參數一致。工件選用45鋼并預先磨除1 mm厚度,以保證試驗中加工表面性能參數一致,試驗條件見表1。
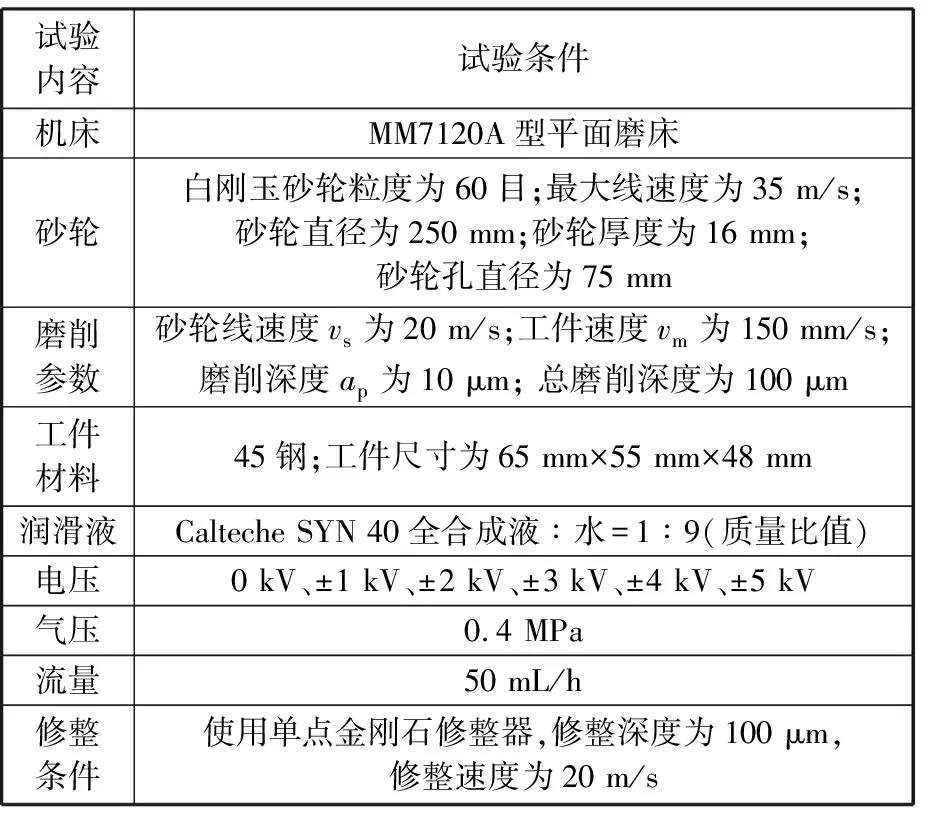
表1 磨削性能試驗條件

(a)磨削力測量
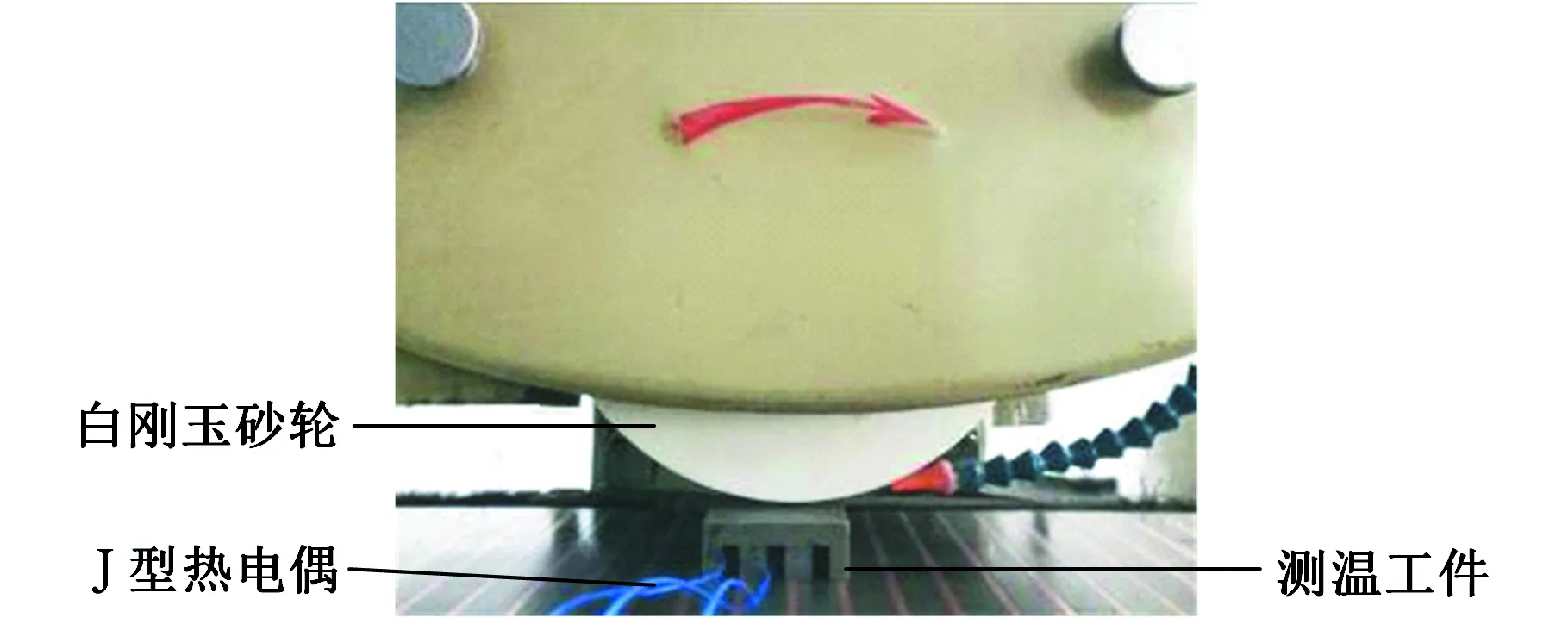
(b)磨削溫度測量圖2 磨削力與溫度測量系統Fig.2 Grinding force and temperature measuring system
采用測力儀(Kistler9129A,瑞士奇石樂儀器股份公司)測量磨削法向力Fn和切向力Ft,如圖2a所示。每組試驗測量3次數據,每次測量單個行程的磨削力,將依據最大值原則獲取的磨削力作為最終的測量數據,試驗獲得的測力原始信號在Dynoware軟件上進行濾波頻率為50 Hz的低通濾波處理。圖2b所示為磨削溫度測量系統,將J型熱電偶(TT-J-30)測量端固定到距試樣被磨表面2 mm處的測溫孔內進行磨削溫度的測量。依據上述方法測得的溫度不是磨削區的真實溫度,試驗僅用于比較不同電壓下荷電氣霧的換熱特性[18]。熱電偶采集端與測溫儀(RX4006D,杭州美控自動化技術有限公司)正負極對接。每組測量2次數據并取單次試驗所有溫度峰值的平均值作為最終的試驗數據。采用千分表測量不同技術條件下砂輪的徑向磨損量,以此計算磨削比G,每組測量2次數據并取平均值。使用表面粗糙度儀(Mahr Perthometer S2,德國馬爾集團)測量被磨工件的表面粗糙度Ra,每組測量10次數據并取平均值。
采用掃描電子顯微鏡(EVO18,德國蔡司)觀察不同潤滑工況下的磨削表面形貌,利用能譜儀(energy dispersive spectrometer,EDS)分析工件表面的元素組成。同時,為考察不同靜電場對磨削工件的表面顯微硬度和顯微組織的影響,需要對磨削后的工件表面進行拋光,采用維氏硬度計(HV-1000,上海聯爾試驗設備有限公司)對拋光表面進行硬度測試,每組測量10次數據并取平均值。采用蔡司金相顯微鏡分別觀察被磨表面(0μm)和距試樣被磨表面10 μm的工件內部平面(10μm)的顯微組織。
2 結果與討論
2.1 荷質比
荷質比表示潤滑液液滴荷電量與質量的比值,荷質比的絕對值越大,單位質量潤滑液液滴的荷電量越多。圖3所示為不同荷電電壓下液滴荷質比的變化情況,可以看出,在正負高壓靜電荷電情況下,液滴荷質比的絕對值均隨著電壓絕對值的增加而逐漸增大。由于靜電微量潤滑技術采用高壓靜電接觸充電的形式使液滴荷電,在等效電阻(液滴與測量電阻之和)不變的情況下,液滴的荷電量與電極輸出的充電電壓成正比[19]。
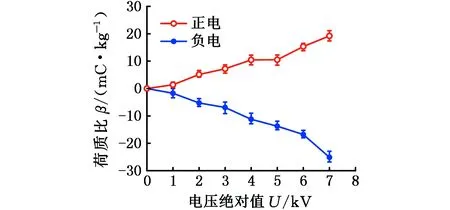
圖3 荷電電壓對液滴荷質比的影響Fig.3 Effect of charge voltage on charge to mass ratio of droplets
2.2 表面張力和潤濕角
表面張力和潤濕角反映了潤滑液的滲透和潤濕能力。圖4a所示為潤滑液液滴表面張力隨荷電電壓變化的關系曲線,可以看出,隨著荷電電壓絕對值的增加,潤滑液液滴的表面張力顯著減小。當電壓為7 kV和-7 kV時,液滴的表面張力分別為0.024 N/m和0.020 N/m,相比0 kV時的表面張力0.047 N/m分別減小了48.7%和52.6%。圖4b所示為液滴潤濕角隨荷電電壓變化的關系曲線,可以看出,當電壓為7 kV和-7 kV時,潤濕角分別為54°和55°,比0 kV時的潤濕角68°分別減小了20.6%和19.1%。液滴荷電后,液體表面吸附能力和活性增強,液面分子產生明顯的定向排列,從而展現出了更小的表面張力與潤濕角[20]。試驗結果表明:靜電微量潤滑技術可顯著減小潤滑液液滴的表面張力和潤濕角,使其在砂輪-工件接觸區的滲透性和潤濕性相應提高,從而利于潤滑液在摩擦接觸區的鋪展,參與冷卻潤滑,進而改善加工效果[21]。從圖4中還可以看出,在正負靜電電壓條件下,潤滑液液滴表面張力和潤濕角的變化趨勢和數值較為接近。

(a)表面張力
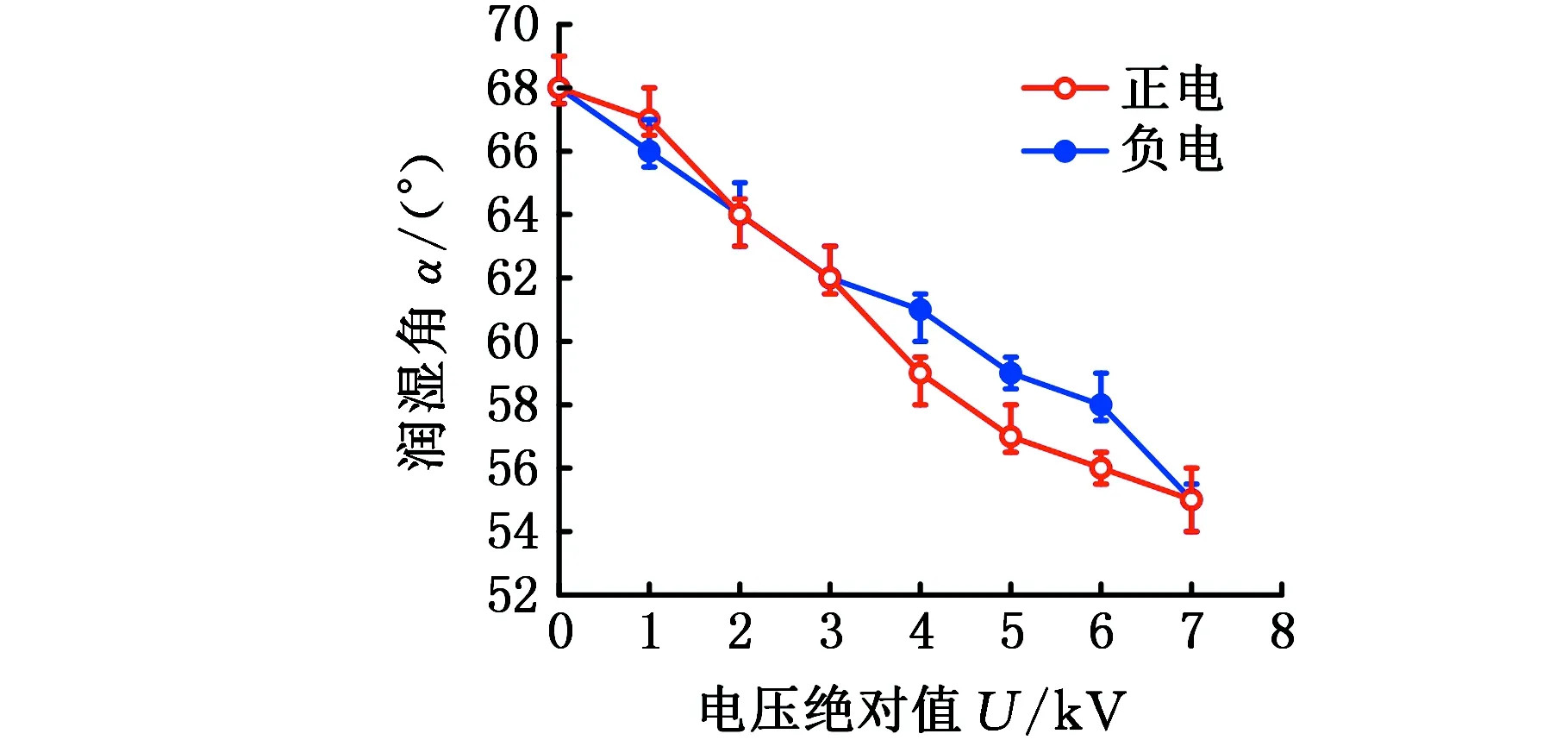
(b)潤濕角圖4 荷電電壓對液滴的表面張力與潤濕角的影響Fig.4 Effect of charged voltage on surface tension and wetting angle of droplets
2.3 磨削力及摩擦因數
圖5所示為不同荷電電壓對磨削力的影響,其中電壓為0 kV時為傳統微量潤滑技術。由圖5可以看出,在相同試驗參數條件下,法向和切向磨削力均隨著電壓絕對值的增加,呈先減小后增大的趨勢。當電壓為4 kV和-4 kV時,法向力Fn分別為44.31 N和44.53 N,相比0 kV時的法向力54.78 N分別減小了19.1%和18.7%。當電壓為4 kV和-4 kV時,切向力Ft分別為19.47 N和23.56 N,相比0 kV時的切向力38.21 N分別減小了49.0%和38.3%。結果表明:靜電微量潤滑技術可改善磨削區的潤滑,展現出了更小的磨削力。

(a)對法向力的影響

(b)對切向力的影響圖5 荷電電壓對磨削力的影響Fig.5 Effect of charge voltage on grinding force
NAVES等[22]研究表明,若潤滑液可以有效地滲透進加工區域參與潤滑冷卻作用,切削過程中所產生的切削力和切削溫度將會得到有效的控制。在高壓靜電影響下,荷電液滴的表面張力和潤濕角均隨著荷電電壓絕對值的增加而持續減小,進而表現出更好的潤濕滲透能力。潤濕滲透性能提高的荷電液滴可以更好地發揮其潤滑冷卻作用,有效減小了磨削溫度和磨削力,進而改善了加工性能。由圖5可以看出,當電壓絕對值大于4 kV時磨削力增大,這是因為在高壓靜電的影響下,荷電液滴的表面張力顯著減小,在壓縮空氣強大的剪切作用下,荷電潤滑液更易形成小粒徑液滴。小粒徑液滴在輸運過程中更易隨氣流溢出加工區域[23],使得真正參與到加工過程中的潤滑液液滴減少,潤滑冷卻作用不充分,從而展現出較大的磨削力。此外,過高電壓也會導致過大的噴霧錐角[24],加強了潤滑液在噴霧過程中的溢散,從而導致參與潤滑冷卻作用的液滴量減少,潤滑冷卻作用有所減弱。
圖6所示為不同荷電電壓對摩擦因數μ(μ=Ft/Fn)的影響,可以看出,摩擦因數隨著電壓絕對值的增加,呈先減小后增大的趨勢,且當電壓為±4 kV時的摩擦因數最小。
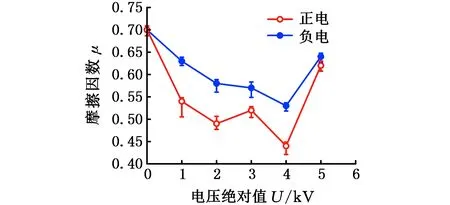
圖6 荷電電壓對摩擦因數的影響Fig.6 Effect of charged voltage on friction coefficient
由圖5和圖6可以看出,正電壓條件下的磨削力和摩擦因數均比負電壓條件下的磨削力和摩擦因數小,這可能是因為在不同靜電場作用下,被磨工件表面的顯微硬度和顯微組織發生了不同的變化。
圖7為在荷電電壓為0 kV和±4 kV條件下的磨削力濾波信號圖,可以看出,荷電潤滑液均有效減小了磨削過程中的磨削力,從而改善了磨削性能。
2.4 磨削溫度
圖8所示為不同荷電電壓對磨削溫度的影響,并將傳統微量潤滑技術獲得的磨削溫度作為基準。由圖8可以看出,在氣壓和流量不變的條件下,磨削溫度隨著電壓絕對值的增加,呈先減小后增大的趨勢。當電壓為4 kV和-4 kV時,磨削溫度分別為29.0 ℃和30.5 ℃,比0 kV時的磨削溫度33.0 ℃分別降低了12.1%和7.6%。液滴荷電后,潤濕滲透性得到了有效的改善,有助于潤滑液進入加工區進行冷卻和潤滑,相對減小了磨粒與工件間的摩擦因數,并減少了能耗,從而減少了磨削熱的產生。與此同時,滲透性更好的潤滑液易與加工區域的換熱表面充分接觸,提高了潤滑液液滴的蒸發換熱效率,進一步降低了磨削溫度。
當電壓為±5 kV時,荷電液滴的表面張力顯著減小,在壓縮空氣的強剪切作用下,荷電潤滑液更易形成小粒徑液滴。而小粒徑液滴在輸運的過程中更易隨氣流溢出加工區域,導致真正參與到加工過程中的潤滑液液滴減少,冷卻作用不充分,從而展現出較高的磨削溫度。從圖8中還可以看出,正電壓條件下的磨削溫度均比負電壓條件下的磨削溫度低。當電壓絕對值相同時,正電壓條件下顯示的磨削力均比負電壓條件下的磨削力小,導致了磨削溫度更低。
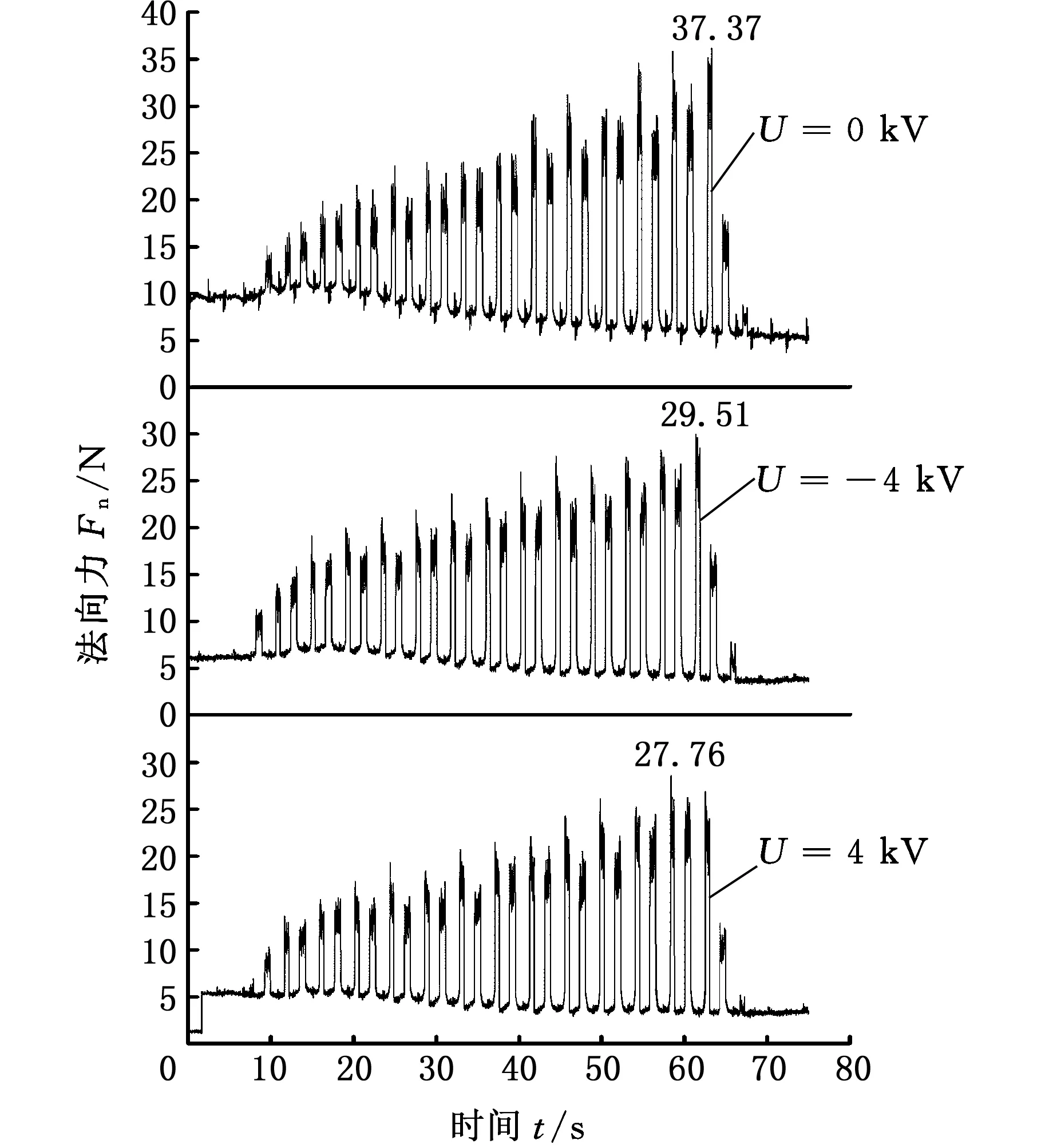
(a)法向力

(b)切向力圖7 磨削力濾波信號圖Fig.7 The filtering signal of grinding force

圖8 荷電電壓對磨削溫度的影響Fig.8 Effect of charge voltage on grinding temperature
2.5 表面質量與磨削比
圖9所示為不同荷電電壓對表面粗糙度的影響,可以看出,工件表面粗糙度Ra值均隨著電壓絕對值的增加,呈先減小后增大的趨勢。其中,當電壓為4 kV和-4 kV時,Ra值分別為0.172 μm和0.183 μm,比0 kV時的Ra值0.232 μm分別減小了25.8%和21.1%。在磨削過程中,由于普通砂輪孔隙較大,磨屑會填滿孔隙,易對工件造成劃傷。在傳統微量潤滑(U=0 kV)條件下,潤滑液液滴的表面張力和潤濕角都相對較大,其在磨削加工過程中的潤濕滲透能力不如靜電微量潤滑條件下的潤濕滲透能力,從而導致了較差的潤滑冷卻能力。由此可知,傳統微量潤滑條件下的磨削溫度較高,磨削力較大,導致砂輪磨粒磨損和脫落嚴重,增加了對被磨工件表面劃傷的可能性,進而降低了磨削精度。靜電微量潤滑條件下的荷電潤滑液具有更好的潤滑冷卻能力,在磨削過程中表現出了更低的磨損溫度和更小的磨削力,減輕了砂輪磨粒的磨損和脫落,從而得到了更高的表面加工精度。此外,良好的潤滑作用會促使磨屑及脫落的磨粒在工件表面更好地滑移,減少了對工件的劃傷,從而最終減小了工件表面粗糙度值。從圖9中還可以看出,當電壓絕對值相同時,正電壓下的表面粗糙度值均比負電壓下的表面粗糙度值小。

圖9 電壓對表面粗糙度的影響Fig.9 Effect of charged voltage on surface roughness

圖10 電壓對磨削比的影響Fig.10 Effect of charged voltage on grinding ratio
圖10所示為不同荷電電壓下砂輪磨削比的變化情況,可以看出,在氣壓和流量不變的條件下,砂輪磨削比均隨著電壓絕對值的增加,呈先增大后減小的趨勢。其中,當電壓為4 kV和-4 kV時,磨削比分別為59.9和57.4,比0 kV時的磨削比49.6分別增大了20.6%和15.5%,表現出了較好的磨削性能。由于荷電液滴的冷卻潤滑性能得到了較大的改善,從而減小了磨粒與工件間的摩擦因數,避免了磨粒與磨屑間的粘附,減少了砂輪堵塞磨損,使得砂輪可保持銳利的切削作用。從圖10中還可以看出,當電壓絕對值相同時,正電壓下的磨削比均比負電壓下的磨削比大。
圖11為在荷電電壓為0 kV和±4 kV條件下工件被磨表面的SEM圖。由圖11a可以看出, 0 kV條件下的工件表面呈現出大量不同深度和寬度的犁溝,表明其磨損機制為磨粒磨損。同時,溝槽兩邊因金屬剪切滑動而出現較高的凸起,形成相對較差的加工表面。由圖11b可以看出,-4 kV條件下工件表面的溝槽較淺,且犁溝表面相對光滑均勻。由圖11c可以看出,4 kV條件下工件表面的劃痕更加均勻、平整,犁溝深度最淺,呈現出較好的加工形貌。

(a)U=0 kV (b)U=-4 kV
(c)U=4 kV圖11 荷電電壓對工件表面形貌的影響Fig.11 Effect of charged voltage on the surface morphology of workpiece
2.6 顯微硬度和顯微組織
(a)未加工
(b)U=0 kV

(c)U=3 kV

(d)U=-3 kV
(e)U=4 kV
(f)U=-4 kV

(g)U=5 kV

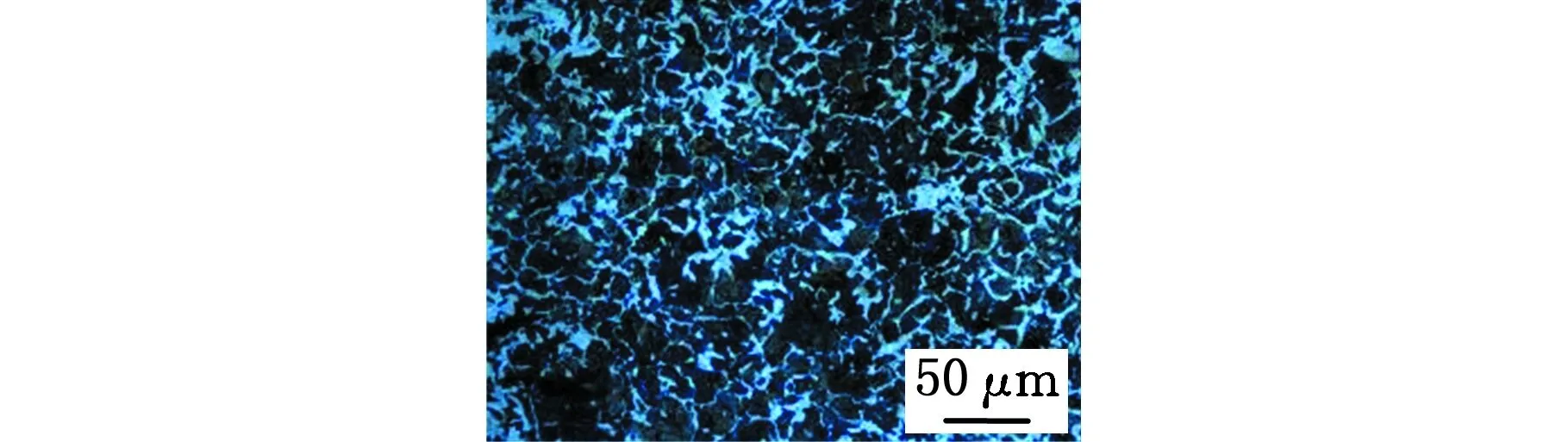
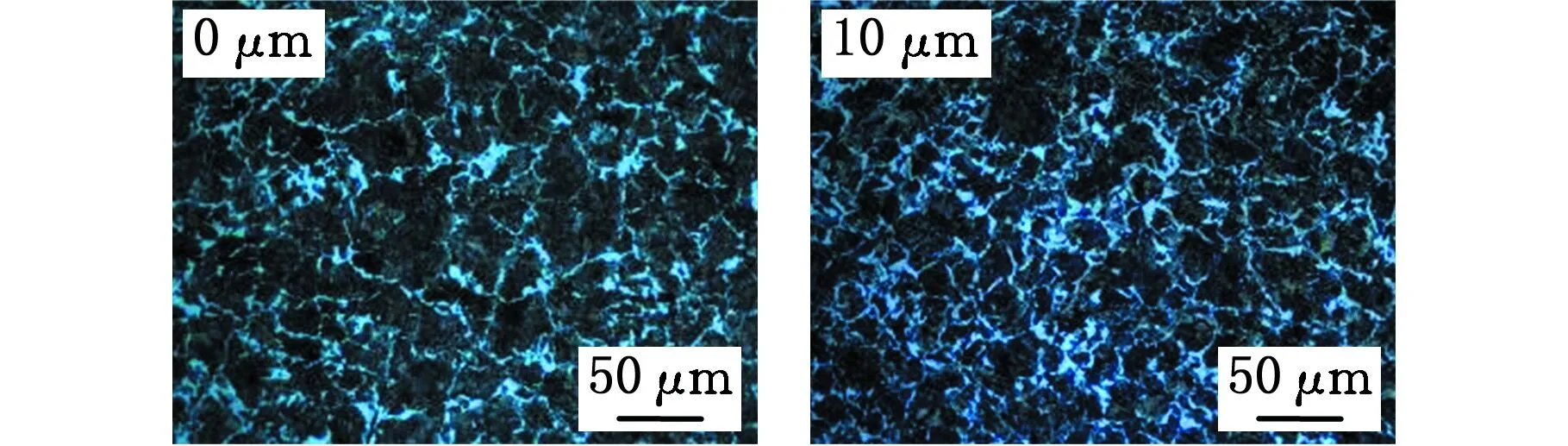
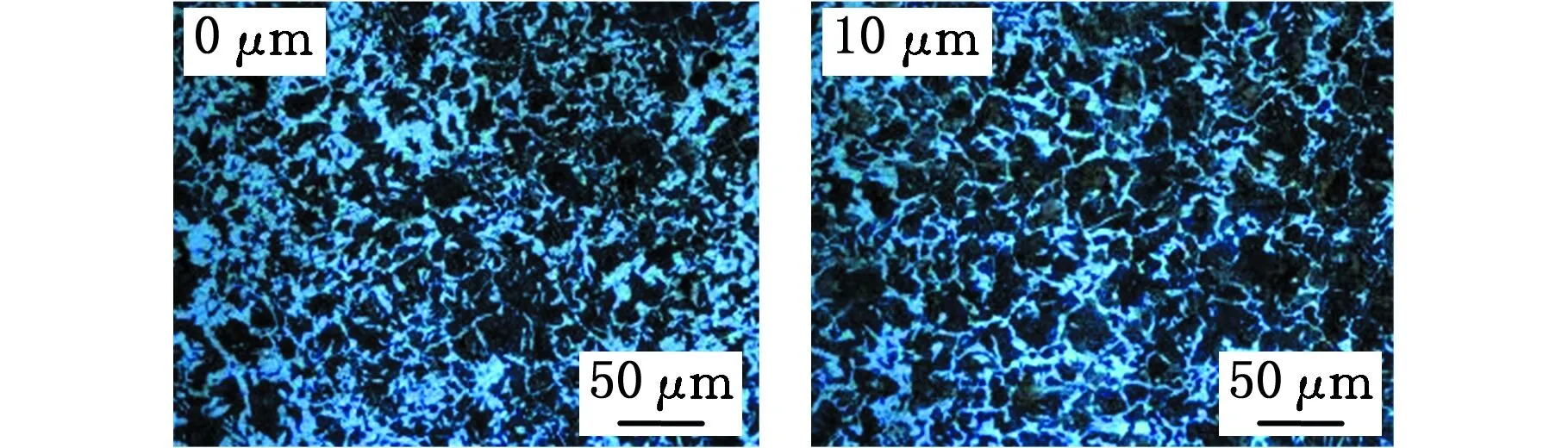
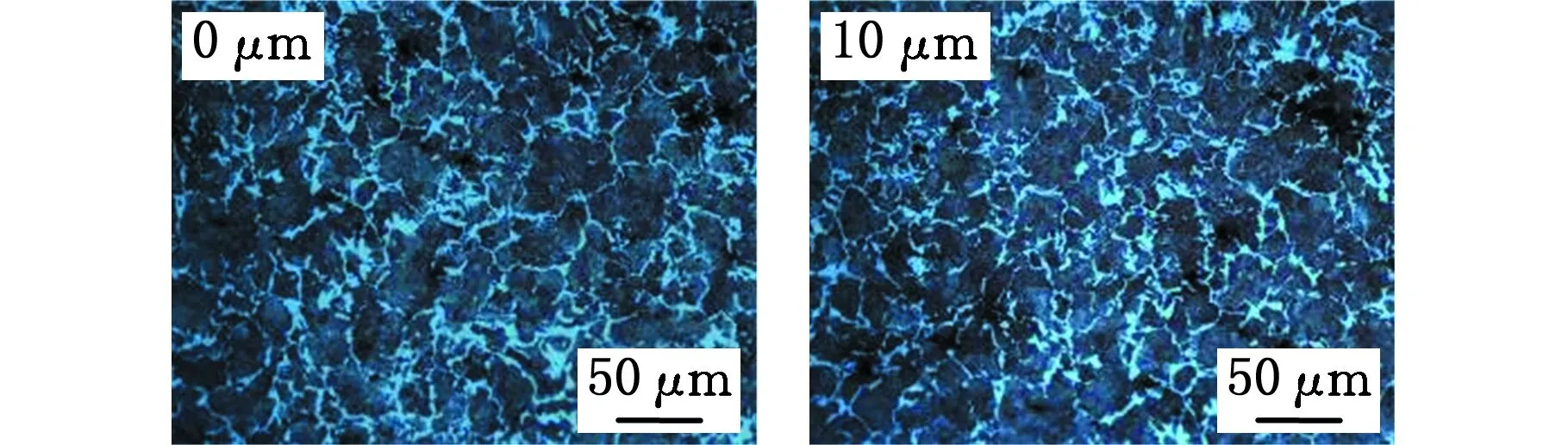
(h)U=-5 kV圖12 表層顯微組織對比Fig.12 Comparison of surface microstructure
圖12所示為不同電壓對工件表面的顯微組織的影響,可以看出,工件的顯微組織由鐵素體與珠光體組成,其中白色網狀成分為鐵素體,暗色成分為珠光體(鐵素體與滲碳體的混合體)[25]。采用蔡司金相顯微鏡分別觀察被磨表面(0 μm)和距離試樣被磨表面10 μm的工件內部平面(10 μm)的顯微組織。當電壓為0 kV時,工件表面的鐵素體含量較少;當電壓為3 kV、4 kV和5 kV時,顯微組織中白色鐵素體的相對含量增加;當電壓為-3 kV、-4 kV和-5 kV時,工件表面鐵素體的相對含量變化不明顯。在正電壓條件下,被磨表面(0 μm)鐵素體的相對含量比工件內層平面(10 μm)鐵素體的相對含量稍多。結果表明:在靜電微量潤滑條件下,正電壓增加了工件表面鐵素體的相對含量。這是因為在靜電微量潤滑磨削加工過程中,噴嘴口與工件表面易形成靜電場。當高壓靜電發生器輸出正電壓時,加工區形成了電場方向從噴嘴口指向工件表面的靜電場。該靜電場與工件表層組織中的空位(一般認為空位帶負電[26])相互作用,導致空位由工件的內部沿晶界、位錯向表面定向遷移,形成額外的空位流[27]。空位拖動碳原子以復合體形式向晶界及位錯遷移[28],從而加速了碳原子的擴散,加快了表面滲碳體的溶解[29]。若高壓靜電發生器輸出負電壓,電場方向則是由工件指向噴嘴口。空位與該靜電場相互作用,由工件的表面沿晶界向內部定向遷移,導致工件被磨表面的碳原子與空位的復合體結合量減少。同時,工件內層溫度比表層的溫度低,工件內層碳原子的擴散速度降低,不易于與空位結合,滲碳體溶解速率慢。由此可知,正高壓靜電產生的電場加速工件表層的滲碳體的溶解,使鐵素體的相對含量增加,導致工件表層的顯微硬度降低[30],而負高壓靜電產生的電場對工件表層顯微硬度的影響較小。
圖13所示為不同荷電電壓下被磨工件表面顯微硬度的變化,可以看出,當荷電電壓值為3 kV、4 kV和5 kV時,試樣表面的顯微硬度分別為217.0 MPa、216.5 MPa和216.0 MPa,相比于0 kV時的顯微硬度234 MPa分別降低了約7.3%、7.5%和7.7%。而負電壓條件下的顯微硬度與0 kV時的顯微硬度相比,其變化不明顯。

圖13 表層顯微硬度對比Fig.13 Comparison of surface microhardness
圖14所示為不同荷電電壓作用下被磨工件表面的EDS能譜分析圖和相對元素含量。相對0 kV而言,荷電電壓為-4 kV和4 kV時的碳含量均減少,而在4 kV條件下的碳含量下降最明顯,且荷電電壓為4 kV時的鐵元素相對含量也最多。這是由于在正高壓靜電產生的電場作用下,加工工件表面滲碳體的溶解速度加快,進而減少了碳原子在工件表面的相對含量。
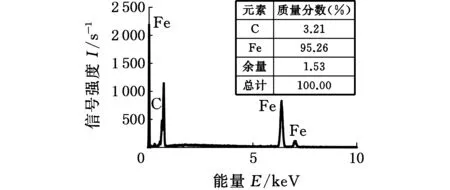
(a)U=0 kV
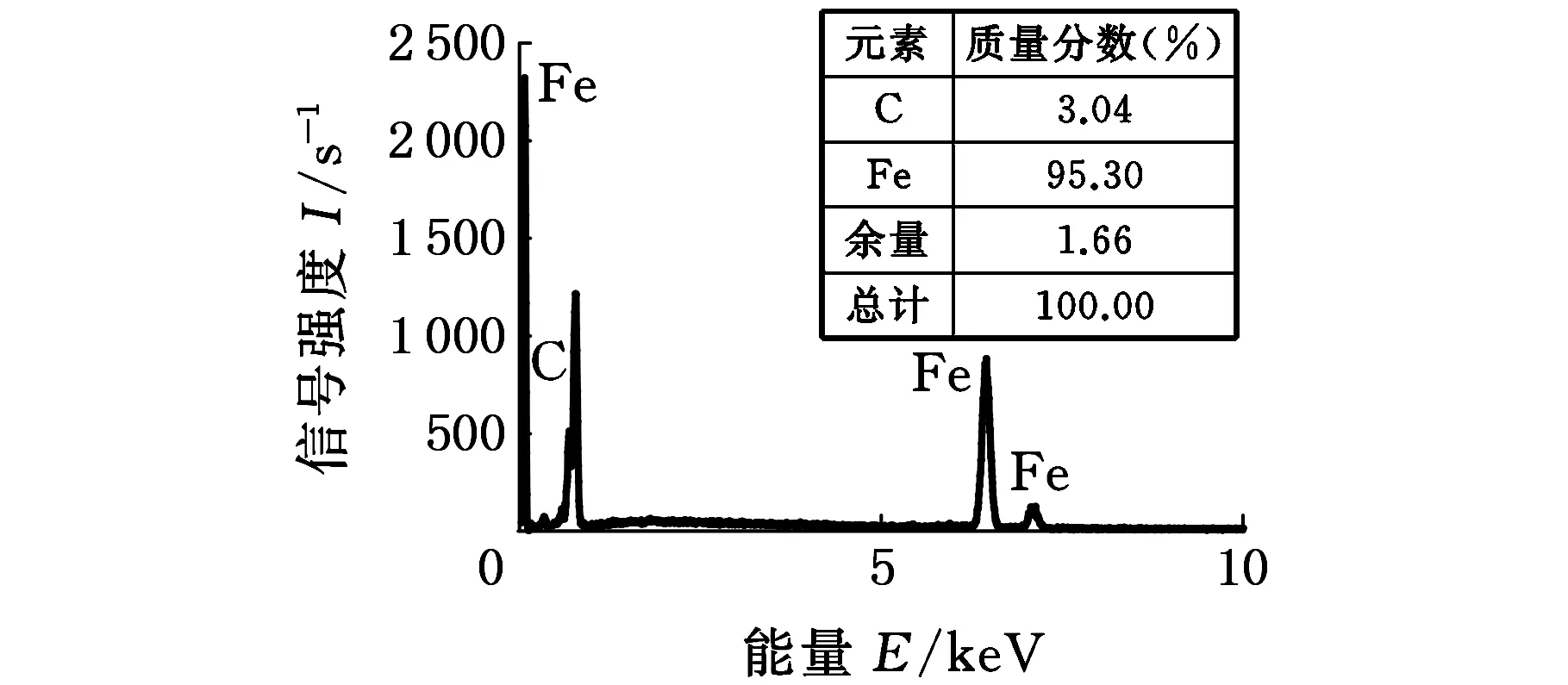
(b)U=-4 kV

(c)U=4 kV圖14 EDS能譜分析Fig.14 EDS energy spectrum analysis
3 結論
(1)隨著荷電電壓絕對值的增加,液滴的荷質比增大,潤濕角和表面張力減小。改善潤濕性能的荷電液滴更容易在砂輪和工件表面鋪展,增大了接觸面積,提升了其潤滑與換熱能力,從而在一定程度上減小了磨削力和降低了磨削溫度,并提高了磨削比和加工質量。
(2)施加正電壓的靜電微量潤滑導致工件表面顯微組織中鐵素體的相對含量增加,工件表層的顯微硬度降低,有利于磨粒的切削過程,進而可提高工件加工質量。