采用SN8P2704A控制的陶芯壓注機壓力控制系統設計的研究?
2019-01-03 07:36:42
艦船電子工程 2018年12期
(咸陽職業技術學院 咸陽 712000)
1 引言
熔模鑄造又名“失蠟鑄造”,是一種近凈型的鑄造方法,該方法具有生產出來的鑄件精度高、適應于復雜薄壁鑄件的生產、生產靈活性高以及適應性強等特點[1]。熔模鑄造由此得到了人們的高度認可,其被廣泛應用于包括航天航空、軍用設備制造以及醫療器械在內的多種領域。陶瓷芯在熔模鑄造中必不可少,陶芯壓注機生產出的陶瓷芯質量的優劣對熔模鑄造生產出來的產品有著密切的影響[2]。而對陶芯壓注機的壓力進行合理的控制,是提高其產品質量的必要方法。在陶芯壓注機工作過程中,若充型壓力過大將會撐破模具使產品出現尺寸偏差以及飛邊等缺陷。若保壓壓力過小將會出現填充不滿以及產品彎曲等缺陷[3]。因此,如何對陶芯壓注機工作中的壓力進行有效的控制以提高產品的質量,成為了一項有意義的研究。
為了實現對壓注機壓力的準確控制,周起華[4]等通過對PID算法進行剖析,提出了模糊PID復合控制在壓注機電液伺服控制系統中的應用,利用模糊復合的方法,以采集的壓力信號作為依據,實現對液壓缸保壓壓力的控制。又如姚喆[5]通過將模糊控制和自適應控制相結合,提出了模糊自適應控制在壓注機電液控制系統切換中應用研究,通過模糊自適應控制適應系統參數的變化,以提高壓注機的壓力控制精度。以上方法能夠有效地實現對壓注機的壓力進行控制,但由于上述方法所用控制策略的學習能力較差,而且沒有對控制電路進行設定,使得上述方法不易實現,而且控制精度以及控制速度都不是很理想。
對此,本文提出了采用SN8P2704A控制的陶芯壓注機壓力控制系統設計的研究。通過對陶芯壓注機的工作機理進行剖析,明確控制對象。通過陶芯壓注機的工作過程進行分析,明確了控制要求。根據控制要求以及控制對象設計了壓力控制系統,并采用松翰單片機SN8P2704A作為中央控制器,聯合神經網絡改進的PID算法作為控制策略,實現了本文所設計的壓力控制系統。最后,通過仿真實驗對本文所設計的壓力控制系統的有效性進行了驗證。
2 陶芯壓注機工作機理分析
陶芯壓注機主要由上料裝置、開合壓型裝置、電液伺服系統、冷卻保溫系統等組成,其中電液伺服系統主要由液壓缸、傳動機構以及伺服閥等組成[6]。在陶芯壓注機工作工程中,可通過控制流入伺服閥的電信號對伺服閥的開度進行調控,伺服閥的開度將影響傳動機構的動作,通過傳動機構對液壓缸的行程進行控制,從而實現對陶芯壓注機工作過程中所需要的壓力進行控制[7]。
在陶芯壓注機工作過程中,壓力的控制包括對壓注壓力以及保壓壓力的控制。在壓注階段需要的壓力較大,以實現快速、飽滿的充型。而在保壓階段需要的壓力相對較小,以保證產品的尺寸穩定以及表面平滑等。陶芯壓注機壓力的控制要求示意圖如圖1所示[8]。

圖1 陶芯壓注機壓力控制要求示意圖
3 壓力控制系統整體架構設計
通過對陶芯壓注機的工作機理進行分析可知,陶芯壓注機工作過程中的壓力控制,是通過電信號對伺服閥的開度進行控制,通過伺服閥的開度進而對傳動機構的動作進行調控,從而實現對液壓缸行程的控制,完成對壓力的調控。同時,從陶芯壓注機壓力的控制要求可見,壓力控制系統對壓力的調控要實現分階段調控,而且控制速度以及控制精度要求較高。
對此,本文采用SN8P2704A作為中央控制器,并利用神經網絡改進的PID算法作為控制策略,設計了壓力控制系統。本文設壓力控制系統整體架構的設計如圖2所示。從圖2可見,壓力傳感器采集到的實時壓力信號送入中央控制器后,壓力控制系統將啟動控制策略對壓力信號進行計算,SN8P2704A將根據得出的計算量,通過調控單元對伺服閥進行控制,從而實現對壓力快速、準確的調控。

圖2 壓力控制系統整體架構示意圖
4 硬件電路設計與實現
本文設計的硬件電路系統如圖3所示。硬件電路啟動后,其工作流程如下。
首先,通過人機交互接口中的液晶觸摸屏以及按鍵鍵盤將標定壓力工藝參數設置進入中央控制器。同時在壓力信號采集模塊中,壓力傳感器在不斷地對實時壓力信號進行采集,并且將采集到的壓力信號通過信號調理電路,將信號進行濾波、放大、整形處理。然后,中央控制器將不斷地對壓力信號采集模塊輸入的信號進行接收,并且啟動控制策略。控制策略將以標定壓力工藝參數以及中央處理器接收到的壓力信號為依據進行計算,并將得出的計算結果反饋給中央控制器。最后,中央控制器根據控制策略給出的計算量對調控單元發出調控信號,調控信號經過放大后將對可控硅的導通角度進行控制,從而使得流入伺服閥的電流信號得以控制,進而實現對伺服閥的開度進行了調節,最終實現壓力的調控。
從圖3可知,本文硬件電路主要由中央控制部分、人機交互接口部分、調控單元部分以及壓力信號采集部分組成。在中央控制部分,其核心為中央控制器的選擇。為了滿足壓力控制系統對壓力控制的快速準確性,本文選取了具有穩定性能好、計算速度快等特點的SN8P2704A單片機作為中央控制器。在人機交互接口部分,采用了4X4的矩陣鍵盤作為按鍵鍵盤,以滿足壓力控制系統多種控制量的輸入,同時在該部分還配備了DC80480H070_02TF型液晶觸摸屏作為人機交互平臺,該液晶觸摸屏具有可視角度廣、分辨率高以及穩定性好等特點,能夠適用于陶芯壓注機的工作環境。在壓力信號采集部分,其核心為壓力傳感器的選擇。為了滿足對現場壓力進行實時精確的采集,本文選取了具有高分辨率、高響應度等特點的ZD-131型壓力變送器作為壓力傳感器。在調控單元,本文選取了松藤BTA80型大功率雙向可控硅作為執行部件對伺服閥進行調控。

圖3 硬件電路設計示意圖
5 控制策略設計
控制策略是壓力控制系統的“靈魂”,通過其對采集的實時壓力信號以及標定壓力參數進行計算,從而得出硬件電路的控制信號。在這個過程中,控制策略的計算速度以及計算精度都將對壓力控制系統的性能造成影響。由此可見,設計一個計算速度快而且計算精度高的控制策略是非常必要的。
在工業控制領域,PID算法是一個發展較早而且應用較為廣泛的控制策略,其本質是一種線性的控制方法。PID算法具有簡單易實現的特點,而且該算法的計算復雜度較低,使得控制效率較理想。常見的PID算法可表述為[9]

其中,KP、KI、KD分別表示比例系數、積分系數、微分系數。
雖然PID算法具有其獨特的優勢,但由于其對比例系數、積分系數、微分系數較為依賴,而且這三個系數的確定需要通過大量的試驗才能選取合適,故而對PID算法的魯棒性以及控制精度造成了不良的影響。
神經網絡算法是一個三層網絡結構的控制策略,其具有學習能力強,控制精度高的特點,能夠對控制環境的變化進行自適應。對此,本文將采用神經網絡算法對PID算法中的KP、KI、KD三個參數進行修正,形成神經網絡改進的PID算法,并用于本文所設計的壓力控制系統,以提高系統的控制精度、控制效率以及魯棒性能。
對于圖4所示的神經網絡結構,其輸出可表述為[10]

該神經網絡結構對應的雅可比行列式的表述為[11]

設神經網絡的學習效率為φ,則PID算法中的KP、KI、KD三個參數修正過程為[12]

將修正后的KP、KI、KD引入原PID算法中后就行了神經網絡改進的PID算法。
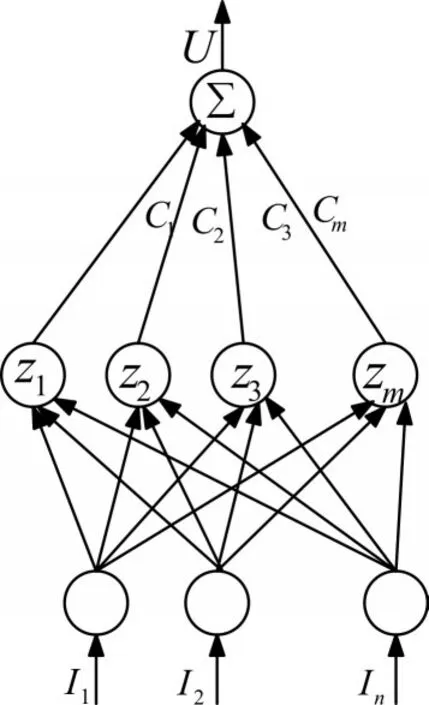
圖4 神經網絡結構示意圖
6 仿真實驗
在此將利用目標追蹤的方法對本文所設計的壓力控制系統進行性能測試。并將文獻[13]中的壓力控制方法設立為對照組,用以和本文壓力控制方法進行實驗對比。實驗中輸入一個目標壓力曲線,然后利用本文方法以及文獻[13]中的方法,對設定的目標壓力曲線進行追蹤,通過對追蹤結果進行分析,以體現本文設計壓力控制系統性能的優劣。

圖5 目標壓力曲線追蹤結果
實驗結果如圖5所示,其中圖5(a)為文獻[13]中方法的測試效果,圖5(b)為本文方法的測試效果。從圖5可見,雖然本文方法和對照組方法都能對目標壓力曲線進行追蹤,但是通過對比本文方法的追蹤結果(見圖5(b))和對照組中方法的追蹤結果(見圖5(a))可見,本文方法的壓力追蹤曲線波動更小,而且調節時間更短,更貼近于目標壓力曲線。說明本文方法對壓力的調節具有更好的實時性以及準確性,能夠對陶芯壓注機工作過程中的壓力進行精確快速的調節,為獲得優良的產品提供有力的保障。
7 結語
為了實現對陶芯壓注機工作過程中的壓力進行良好控制,本文利用SN8P2704A中央控制器聯合神經網絡改進的PID算法設計了壓力控制系統,并通過實驗驗證了該系統的合理性以及優越性,表明了該系統能夠對陶芯壓注機工作時所需要的壓力進行實時準確的控制。
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
能源工程(2020年6期)2021-01-26 00:55:22
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
山東冶金(2019年3期)2019-07-10 00:54:04
消費導刊(2018年10期)2018-08-20 02:57:02
電子制作(2018年11期)2018-08-04 03:25:42
通信電源技術(2016年1期)2016-04-16 04:57:26
Coco薇(2016年2期)2016-03-22 02:42:52
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
Coco薇(2015年1期)2015-08-13 02:47:34
