接線盒內焊點失效分析及可靠性模擬計算
2019-01-03 07:47:32國家電投集團西安太陽能電力有限公司魏亞楠苗林李媛媛張銀環張勤善
太陽能 2018年12期
關鍵詞:影響
國家電投集團西安太陽能電力有限公司 ■ 魏亞楠 苗林 李媛媛 張銀環 張勤善
0 引言
光伏接線盒的主要作用是將組件產生的電流通過線纜導出,作為光伏組件的重要組成部分,其匯流帶與接線端子焊接是否可靠,直接關系著光伏組件電流輸出的穩定性與連續性[1]。本文對光伏電站出現的焊點脫落現象進行了分析,確定了影響焊接的主要因素,并通過試驗設計(DOE)方法,得出最優的焊接參數。
1 焊點失效的原因
光伏組件在運行一段時間后,由于熱應力等原因會導致焊點脫落,使組件功率下降,影響發電量。同時,在脫落的焊點中,部分焊點出現脫開后中間有硅膠殘留的現象,如圖1所示。

圖1 焊點中間夾有硅膠的圖片
高溫焊接時焊錫與被焊金屬之間會快速形成一層薄的類似“錫合金”的化合物。此化合物主要是錫原子與被焊金屬原子之間相互結合、滲入、遷移及擴散的結果,并在冷卻固化后立即出現一層薄薄的化合物;其在后期會逐漸成長增厚,主要表現為Cu6Sn5和 Cu3Sn兩種化合物。其中,Cu3Sn的合金結構強度差,表現為焊點表面多孔、較脆,會影響焊點強度[2]。

表1 Cu6Sn5與Cu3Sn兩種金屬間化合物的結合層比較
剪下一些因其他原因而報廢的光伏組件的焊點處,使用拉力測試儀將焊點拉開后發現,有的焊點拉力偏小、焊點中間有孔洞,表現為虛焊;有的焊點拉開后焊點表面呈現灰色、多孔的現象,焊接處拉力偏小,表現為過焊。
結合以上的失效現象及機理分析后發現,造成組件焊點脫開的主要原因除焊點虛焊之外,過焊也是主要原因之一。部分焊點因為焊接溫度過高或焊接時間過長,導致合金層變脆、強度下降。
2 焊接參數優化
2.1 模擬試驗
為了對比不同焊接時間及焊接溫度對焊接拉力的影響,將接線盒內的金屬件取出,模擬焊接制樣。圖2為模擬焊接后測試的焊接拉力與電阻情況。一組樣品在同一焊接溫度(420 ℃) 下,逐漸延長焊接時間制樣,如圖2a所示;一組樣品在同一焊接時間 (3 s)下,焊接溫度由380 ℃逐漸升溫進行焊接,如圖2b所示。
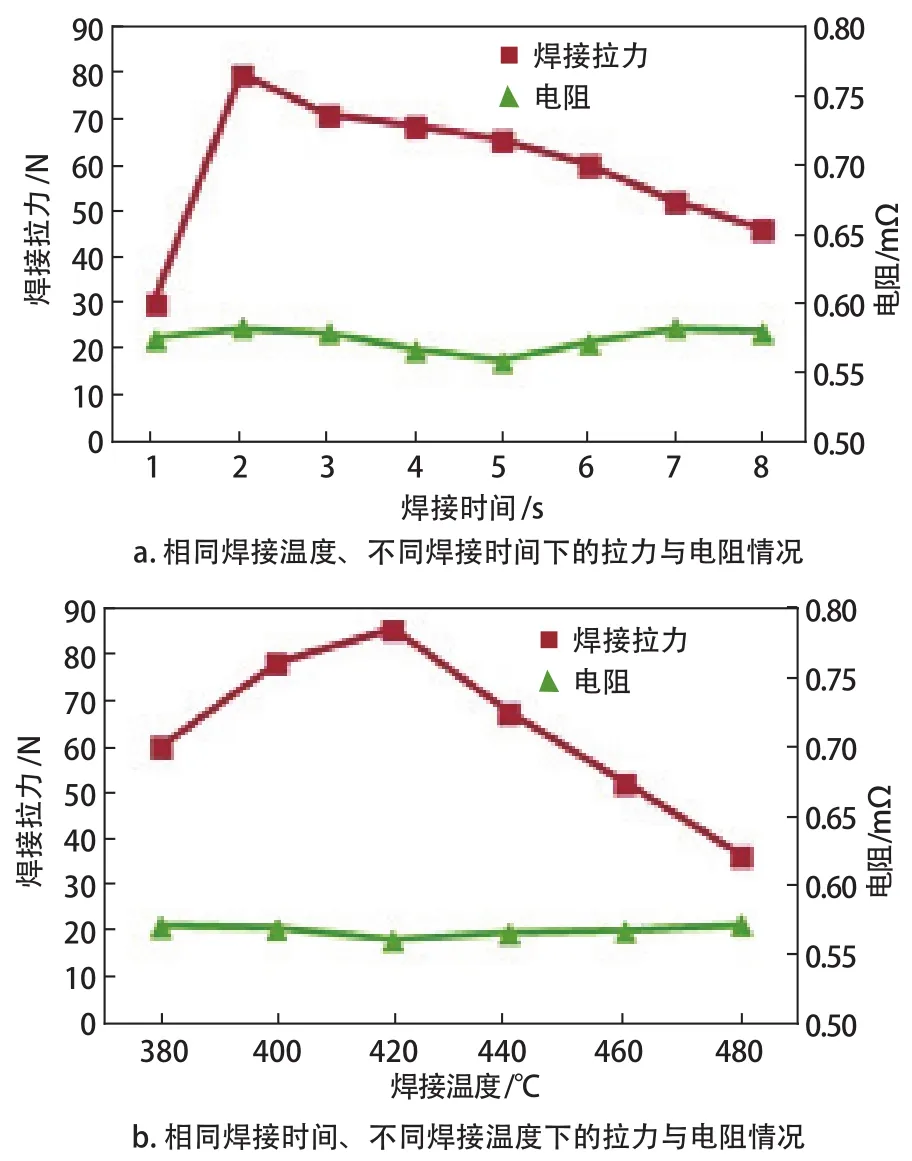
圖2 不同焊接時間及溫度下的焊接拉力與電阻情況
由圖2可以看出,不同測試情況下,樣品的電阻都相差不大;同一焊接溫度下,焊接時間過短或過長時,焊接拉力都表現出下降的趨勢;同一焊接時間下,焊接溫度過低或過高,焊接拉力也都表現出下降趨勢。
分別選取焊接拉力為30.382 N和36.371 N的樣品在掃描電鏡下觀察其剖面結構,如圖3所示。可以看出,焊接拉力較低的焊點,在初始時就已表現出裂痕或孔洞。
針對以上現象,有必要對焊接參數進行規范,因此,采用DOE方法來篩選出最優的焊接參數。

圖3 不同焊接拉力時的樣品剖面圖
2.2 DOE方法
2.2.1 試驗目的
通過以上分析可知,焊接拉力受焊接溫度、焊接時間等因素的影響,通過DOE方法,可以篩選出最優的焊接參數。
2.2.2 試驗過程
焊接面積100%接觸、穿孔及加錫焊是保證正常焊接的必要條件,這些可通過規范操作來實現,因此本試驗中不進行討論,本試驗中的樣品全部是在滿足以上條件的前提下進行焊接的。
本文主要考慮焊接溫度、焊接時間及按壓時間對焊接的影響。根據表2中的參數進行DOE建模并進行分析。

表2 焊接參數
根據表2中的參數進行制樣,并使用萬能材料試驗機以反向180°進行焊接拉力測試,測試結果如表3所示。

表3 試驗樣品焊接拉力測試結果
2.2.3 試驗數據分析
1)焊接拉力的方差分析。根據表3中焊接拉力測試的結果,使用Minitab軟件對測試結果進行方差分析,如表4所示,以確定試驗設計是否有效。
根據DOE方法的判斷規則,由表4可以看出,P值均小于0.05,說明模型設計有效,且主效應影響顯著。
2)焊接拉力的影響分析。圖4為焊接拉力的影響分析圖。圖中,A為焊接溫度,℃;B為焊接時間,s;C為按壓時間,s。
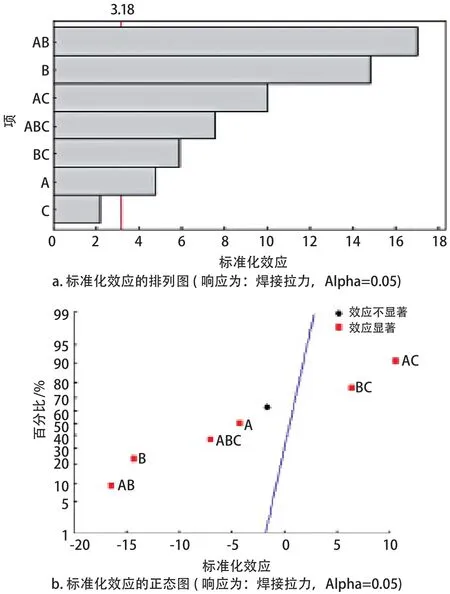
圖4 焊接拉力的影響分析

表4 焊接拉力的方差分析表
由圖4a可以看出,按壓時間低于臨界點3.18,說明其對焊接拉力的影響不大,其余參數則對焊接拉力有顯著影響。
圖5 為焊接拉力的主效應與交互作用圖。由圖5a可以看出,按壓時間的回歸線較平,則說明影響不顯著。

圖5 焊接拉力的主效應與交互作用圖
3)焊接拉力最優參數選擇。圖6為焊接拉力的等值線圖與曲面圖,圖7 為焊接拉力參數優化圖。
結合圖6與圖7,并根據DOE分析結果可以看出,焊接溫度在430 ℃、焊接時間為2 s、按壓時間為2 s時為最優的焊接參數。

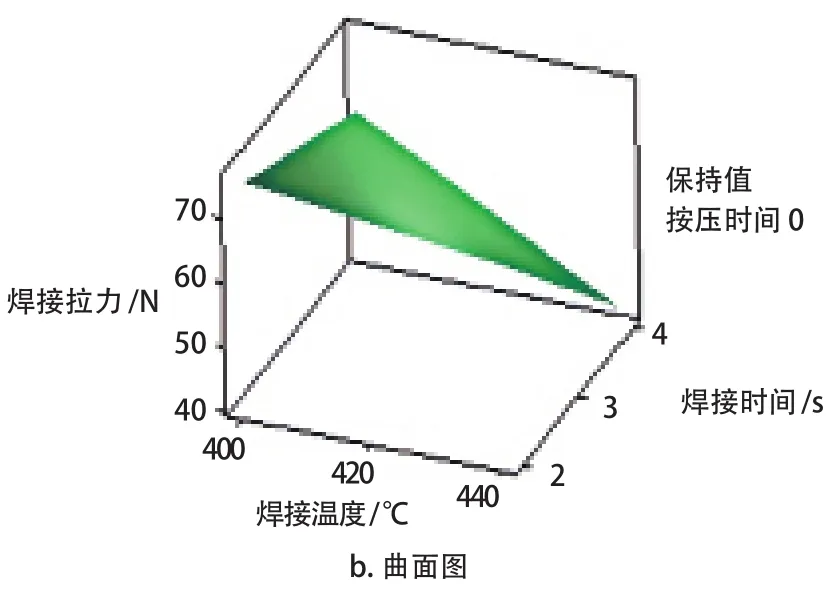
圖6 焊接拉力的等值線圖與曲面圖
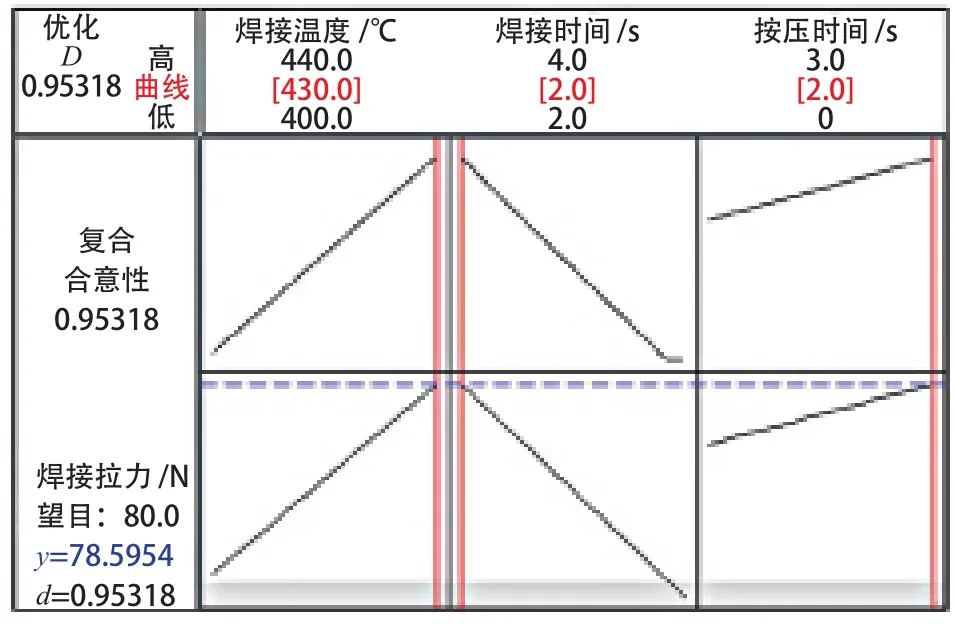
圖7 焊接拉力參數優化圖
2.2.4 試驗參數的可靠性驗證
為了驗證試驗得出的參數是否可靠,對根據DOE方法制作出的參數焊接樣品進行環境試驗[3],測試試驗完成后的焊接拉力,并觀察合金層結構。具體試驗內容及結果如表5所示。
由表5可以看出,經過以上環境試驗后,焊點的拉力依然維持在60 N以上;且觀察后發現,剖面結構中間的合金層均勻、無空洞。
2.3 小結
綜上所述,在保證焊接面積100%達標,焊接時加錫、穿孔的前提下,使用焊接溫度為430℃、焊接時間為2 s、按壓時間為2 s的焊接參數可保證焊點的長期可靠性。
3 焊點中間夾雜硅膠的原因及影響
3.1 硅膠殘留的原因
焊點中間有硅膠,其產生原因主要考慮為在焊點未完全冷卻的情況下,未形成牢固的合金層時即灌封硅膠,導致硅膠流入焊點。為此,我們進行了以下模擬試驗以進行驗證:

表5 環境試驗結果匯總
以焊接溫度為430 ℃、焊接時間為2 s、按壓時間為2 s的參數制樣2組,每組4個樣品。其中,一組在焊接完成后立即放入1#未固化的硅膠中,另一組在完全冷卻后放入2#未固化的硅膠中。完全固化后,將焊點從硅膠中拿出查看,發現1#盒子中有2個樣品的焊點中間進入了硅膠,如圖8所示。

圖8 焊點夾雜硅膠的試驗樣品圖示
3.2 硅膠殘留的影響
焊點中間殘留硅膠主要有以下兩方面的影響:
1)硅膠滲入相當于阻礙了Sn原子與被焊金屬原子之間相互結合、滲入、遷移及擴散的通路,使合金層無法形成。
2)硅膠的熱膨脹系數約為6×10-4/℃,合金層的熱膨脹系數約為1.7×10-5/℃。若焊點中間夾雜硅膠,由于硅膠的熱膨脹系數高于合金層,則在溫度不斷變化時,會導致焊點脫落。
3.3 小結
若在焊點未完全冷卻的情況下灌封硅膠,當焊點中間的合金層未完全固化時,焊點中間有進入硅膠的風險。
4 結論
1)焊點的可靠性主要受焊接溫度、焊接時間的影響,在保證焊接面積100%達標,焊接時加錫、穿孔的前提下,使用焊接溫度為430 ℃、焊接時間為2 s、按壓時間為2 s的焊接參數可保證焊點的長期可靠性。
2)在焊點未完全冷卻的情況下灌封硅膠,焊點中間有進入硅膠的風險。
5 建議
1)規范焊接操作及焊接參數。建議焊接參數為:焊接溫度430 ℃、焊接時間2 s、按壓時間2 s。
2)定期對烙鐵頭溫度進行點檢控制,以確保溫度在要求之內。
3)建議焊點完全冷卻后再進行灌封硅膠。員工可以利用冷卻的時間對焊點進行一次全面的自檢,具體做法為使用鑷子挑動焊點進行檢查。
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
家庭影院技術(2020年10期)2020-12-14 07:54:18
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
知識經濟·中國直銷(2016年3期)2016-02-27 16:15:49
現代檢驗醫學雜志(2014年6期)2014-02-02 03:02:04
閱讀與作文(小學低年級版)(2011年3期)2011-01-01 00:00:00