交流傳動內燃機車布線提升
2019-01-03 07:26:00滕微王寧寧周宏苗穎超
大連交通大學學報 2018年6期
關鍵詞:工藝
滕微,王寧寧,周宏, 苗穎超
(中車大連機車車輛有限公司 工藝技術部,遼寧 大連 116021)*
0 引言
交流傳動內燃機車是現代化鐵路運輸的重要裝備,由于缺失適用的標準,機車布線存在不規范、走線隨意、布線路徑不一致、線束綁扎不合理、防護防水防油等措施不良甚至缺失、扎線桿位置不當甚至缺少、電纜與車體或其它鋼結構接磨、接線緊固狀態不良等問題,特別是通訊線路、控制線路與主電路、輔助電路混合布線,導致EMC能力下降,電磁干擾嚴重,機車運用中系統誤報頻繁,故障頻發.不僅為機車的售后服務帶來很多難度,同時相關局段也多次提出整改要求.
本文闡述了通過規范布線原則、實施線纜分類設計和應用預布線工藝來進行交流傳動內燃機車電氣布線提升的方法.預布線工藝采用先進的工具、工裝盡量將布線以及試驗等工作在地面進行,減少機車總組裝作業量,機車預布線工藝具有高質量、高效率等優點.做好預布線過程的工藝準備和質量控制,是機車總組裝作業和實現機車整個性能的關鍵.
1 布線提升
1.1 布線提升的規則
第一、改變布線的隨意性,在設計圖紙階段就進行優化,固化布線路徑,達到布線的一致性.
第二、采用先進的工裝工具和預布線設施,提升作業效率.達到機車上各類導線的布線間距滿足標準要求,減少電磁干擾,提高EMC能力.
第三、對于特殊要求、特殊材質上的力矩(例如電器柜特殊接觸器、繼電器上力矩)由試驗得出力矩值編制到工藝文件中.
第四、對車外線束用尼龍軟管,車內用編織網管、尼龍軟管或纏繞管,穿墻用穿墻體,穿板用邊沿防護條,穿管用防水接頭、電線管套.進行有效的防護,既提高EMC能力又防止接磨.
第五、積累經驗,固化工藝規則,形成公司的基礎作業標準.
1.2 機車線纜分類
機車線纜的分類如表1所示.
1.3 隔離原則
不同類別電纜,如高壓電纜電壓高、功率大,容易產生電場效應,成為干擾源;而通信電纜對電場感應耦合比較敏感.因此按照電纜類別將電纜分開敷設,保證隔離間距,可以使布線的電磁兼容性水平達到最高.A,B,C類線經地板底下到設備所在位置.D,E類線經兩側上懸梁到設備所在位置. D類電纜距離A,B,C類電纜 100 mm,E類電纜距離A,B,C類電纜200 mm,D類電纜距離E類電纜100 mm.
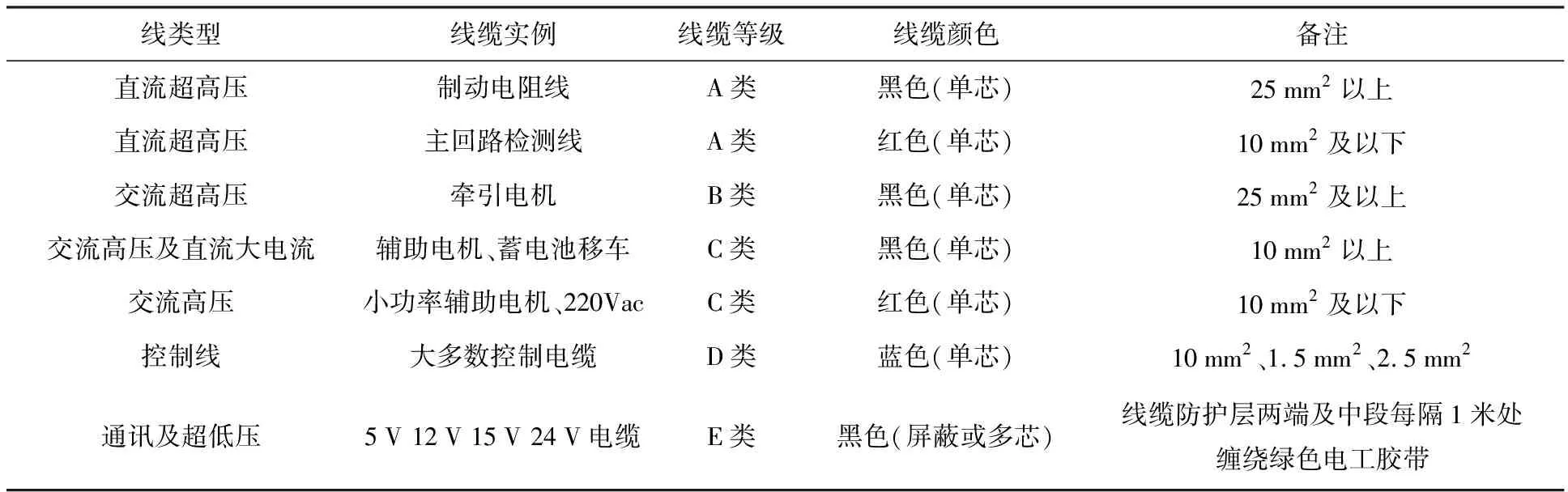
表1 線纜分類表
1.4 布線提升具體做法
1.4.1 模塊化司機室預布線工藝提升
操縱臺與司機室布線并列進行,為減少操縱臺和司機室內部布線電纜受電磁干擾,提高電磁兼容性,將線纜分類布置,不同EMC種類的電纜不得已交叉時,應使電纜與電纜之間成直角交叉.凡是機車進入司機室的線纜均經過司機室底部的連接器,方便接線.司機室需吊裝時,只需拔掉連接器插頭即可.司機室內將所有內裝里面的電纜線全部用編織網管、扎帶包扎好,防止電纜線接摩受損.主要工藝如下:
司機室鋼結構布置→司機室布線→司機室內裝→司機室元器件安裝→司機室接線
操縱臺元器件檢查→鋼結構整備→模擬板布線安裝元器件→線束裝臺→接線→動作試驗→耐壓試驗→成品→操縱臺吊入司機室
1.4.2 模塊化電氣柜布線工藝提升
在上車前,完成整體電氣柜組裝配線,然后在機車總組裝時將整體電氣間及相模塊用專用吊具吊裝上車,再進行與底架螺栓固定和對外配線.電氣柜線纜集中布置,進出電氣柜的線纜通過端子排或直接做成外甩線,可盡量避免組裝車間在電氣柜的二次布線.電氣柜內元器件及端子安裝都按力矩要求,避免松動.主要工藝如下:
元器件檢查→電氣柜鋼結構整備→模擬板布線→安裝元器件→線束裝柜→接線→校線→動作試驗→耐壓試驗→吊至成品區
在電器柜的布線工藝上,采用模擬板預布線,將電器柜內全部導線在板上布好,將大量配線、整理、捆扎工作在柜體裝配前進行,這樣可大大減小
屏柜固定間狹小而作業困難場所的工作量.從而提升作業效率,具有高質快捷統一且方便作業的特點.電氣柜動作試驗合格后,將電氣柜內的各線束用工藝插頭和線夾短接,進行絕緣檢查和耐壓試驗,進一步確保了產品性能和質量.由于電氣柜各個電器元件材質的差異,不能運用以往的力矩標準進行把裝,所以經過試驗,制定各個元件的力矩表,編制在工藝文件中.
1.4.3 車體、車架預布線工藝提升
在導線預制工序上,我們采用帶有阻尼器的下線裝置和導線預布工作臺,可同時下線8根,提高效率的同時,保證了導線不落地的作業規范要求.司機室及電器間均采取密封措施,在司機室-電器間隔墻及電器間-進氣間隔墻均加裝了線纜密封體,凡進出司機室及電器間的線纜均通過密封體,保證了司機室及電器間的密封效果.對所有的線纜進行分色分類布置,動力線沿走廊地板下方布置,控制及通訊線沿機車上懸梁布置,此兩大類線纜分別布置,間距很大,從設計源頭上有效避免電磁干擾.
控制電路電纜主要是低功率蓄電池電路電纜和信號電纜, 這類電纜容易受到干擾,同時也是干擾源.將控制電路的路徑布置在兩側墻懸梁上,將控制線與信號線分上下捆扎避開了強電干擾,工藝上要求線束在地面預布,然后整體用專用吊具吊上車(圖1).線纜分類捆扎,以減少電磁干擾,提高電磁兼容性.扎帶按圖紙位置捆扎牢固,懸梁出線口要求用邊沿防護條防護.動力間左右上懸梁的跨接線纜使用了線槽結構對線纜進行防護,不僅美觀,還可以避免電磁干擾.
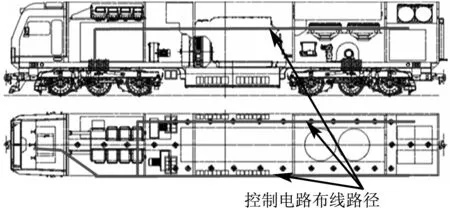
圖1 控制線布線
輔助及列供回路電纜,主要布線路徑是中間及右側走廊地面上,中間線槽為倒扣形式,中間及右側線槽采用預組裝工藝,線槽在地面制作完成后,用專用吊具整體吊裝(圖2).將線纜依據功能分束捆扎,以減少電磁干擾,提高電磁兼容性.線槽就近多點接地.這種結構,使得線槽本身具備了良好的抗電磁干擾性能.
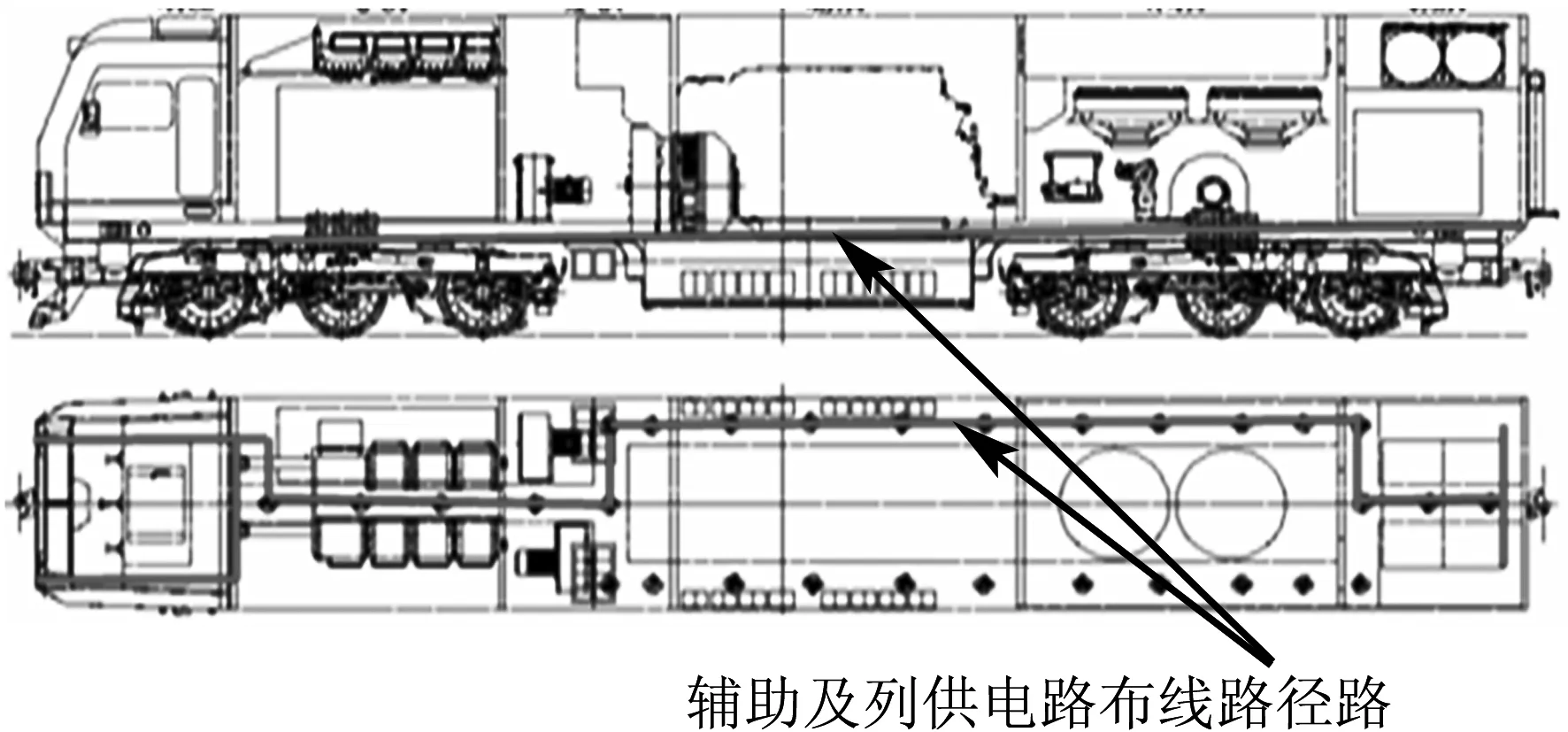
圖2 輔助及列供線布線
下牽引電機線纜大夾子時,夾子之間線纜依次交叉進行布線,消除干擾,并保證電纜全長度內為同一方向鉸鏈.機車底架走線均加裝尼龍軟管,可有效的防護線纜及防水(圖3).車底電磁閥采用多芯線纜,相比于多根單芯線具有更好的密封效果,有效的防止雨水進入電磁閥.
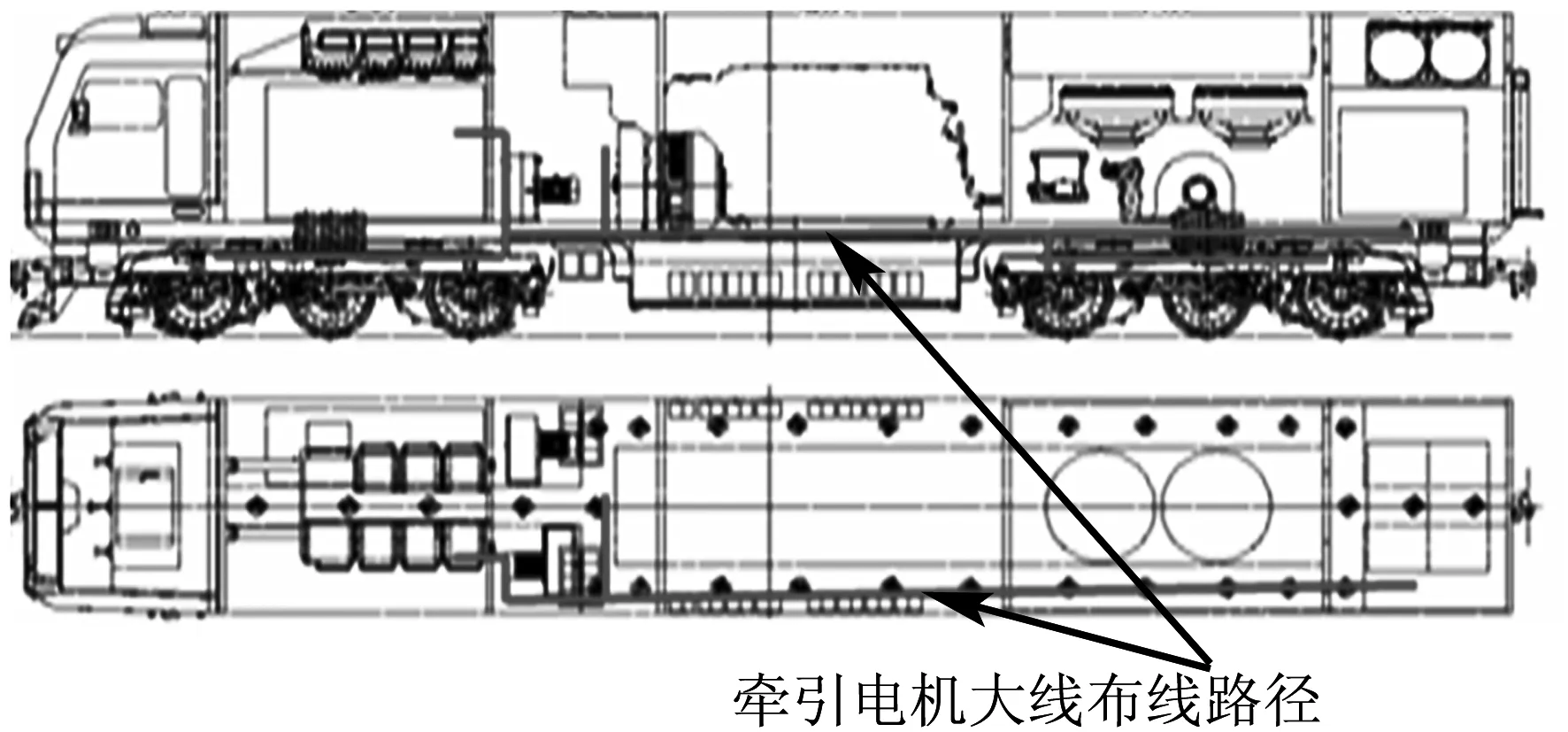
圖3 牽引電機大線布線
分線盒內的布線盡量避免交叉,無法分開的電纜,可使用金屬屏蔽網管進行隔離,金屬屏蔽網管應可靠接地.
1.5 特殊電氣連接力矩試驗方法
為確定電氣連接緊固力矩值,在進行工藝試驗時,需要先明確非標準緊固件尺寸、材質及連接形式.電氣裝置上,含有螺釘、螺柱、嵌套螺套、銅桿(條)焊接螺母這類結構的部位,選用本企業標準力矩表中尺寸相近的標準中“A2-70”等級的緊固力矩作為起始試驗力矩值.
工藝試驗應當達到的電氣連接緊固要求如下:
(1)彈墊在緊固后必須被壓平;
(2)緊固部位的電纜、端子等部件在人為晃動時不能出現松動情況;
(3)被緊固件及緊固件(帶自鎖功能的部件除外)均不得發生非彈性形變或損壞.
電氣連接力矩經過試驗得出的數值見表2.

表2 特殊力矩表 N·m
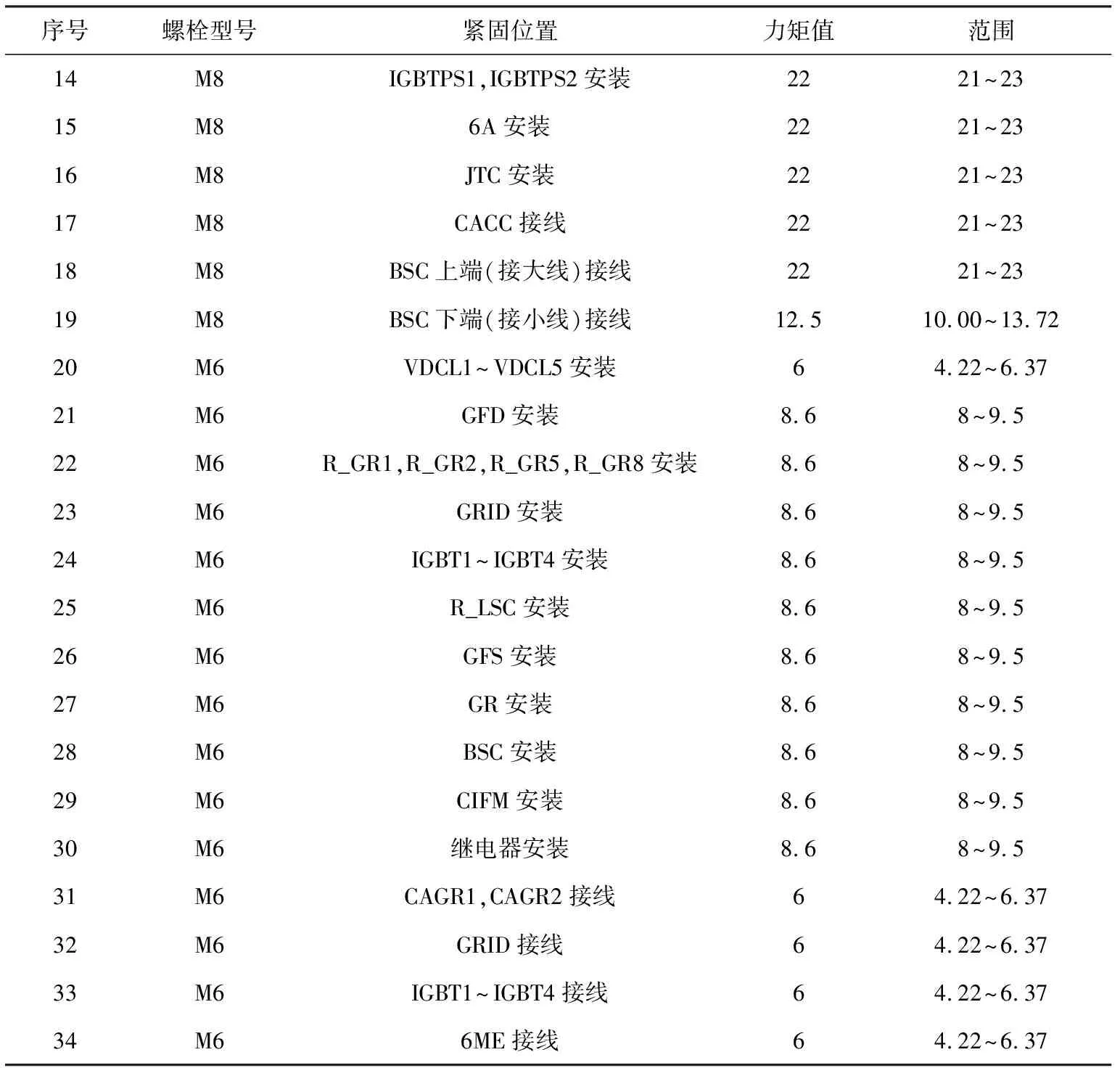
表2 特殊力矩表(續表) N·m
2 結論
現交流傳動客運內燃機車布線采用全三維設計,布線方案清晰,布線路徑明確,生產現場根據布線圖可以正確布線,防止隨意布線造成的人為布線差異.在圖紙設計時對所有的線纜進行分色分類布置、盡可能采取分束布置,并按EMC要求將各類布線.為進一步規范機車布線工藝,編制了企業布線標準.按標準要求從結構上留出間距,做大限度地減少電磁干擾.為確保接線質量,避免再度出現接線松、接線方式不對等問題發生.在鐵標《機車電器基本技術條件TBT1333-1996》的基礎上,通過試驗確定了所有非金屬電器件的接線緊固力矩值,固化在對應工藝文件中.現生產的交流傳動客運內燃機車構建了全新的電氣組裝工藝平臺,借鑒了HXD3B機車中間走廊預組裝和HXN3機車的模塊化司機室的先進工藝,既可以適應短期內大批量生產的形勢需要,也能夠對產品轉型時設計結構的改進做出快速有效的反應,將是今后各型機車電氣組裝工藝發展的必然趨勢.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
