大型臥式加工中心床身鑄件實(shí)型消失模的鑄造
2019-01-07 09:31:52曲澤茂王蒙
金屬加工(熱加工) 2018年12期
關(guān)鍵詞:工藝設(shè)計(jì)
■ 曲澤茂,王蒙
臥式加工是主軸軸線與工作臺(tái)平行設(shè)置來加工零部件,主要適用于加工箱體類工件。組成臥式加工中心的重要組成鑄件有床身(底座)、立柱、回轉(zhuǎn)工作臺(tái)、主軸箱等。對臥式加工中心中最大、最重的基礎(chǔ)部件床身(底座)鑄件來講,影響到加工精度主要體現(xiàn)在鑄件的剛度、強(qiáng)度、水平度、表面粗糙度等方面。
一、概述
國內(nèi)某機(jī)床廠家所需的大型臥式加工中心床身(底座)鑄件生產(chǎn)采用實(shí)型消失模鑄造工藝,產(chǎn)品基本結(jié)構(gòu)特點(diǎn)如下:
兩橫兩縱高低不同的4條導(dǎo)軌,低導(dǎo)軌安裝工作臺(tái),高導(dǎo)軌安裝立柱,床身通過地腳螺栓固定連接于地面上;內(nèi)腔復(fù)雜,3層以上筋板,導(dǎo)軌、托架孔和軸孔等關(guān)鍵部位在生產(chǎn)時(shí)需要專門的控制措施;床身的鑄件結(jié)構(gòu)如圖1所示,基本參數(shù):外輪廓尺寸3281 mm×2386 m m×1 1 9 3 m m,最大壁厚136mm,最小壁厚20mm,重量8600 kg,材料牌號為FC300。尺寸精度要符合客戶要求。
二、床身工藝設(shè)計(jì)
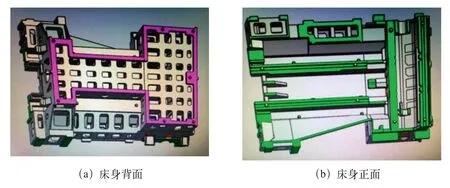
圖1 床身鑄件結(jié)構(gòu)
采用呋喃樹脂砂實(shí)型消失模鑄造工藝,即用聚苯乙烯塑料做模樣,完成流涂烘干后,配好澆注系統(tǒng)后采用樹脂砂造型,不取出模樣而直接澆注金屬液,冷卻后凝固形成鑄件的鑄造工藝方法。
1. 材料選擇
消失模模具材料選擇密度18kg/m3泡沫塑料,墊料、襯料密度選擇30kg/m3泡沫塑料;澆注系統(tǒng)管道全部全部使用某廠紙澆道管,可分段配合連接在一起;涂料選擇某廠水基石墨涂料,流涂后必須徹底烘干方可造型。
2. 分型面/墊料設(shè)計(jì)
選擇床身底面作為分型面,使導(dǎo)軌朝下,即床身鑄件的澆注位置方向與其使用位置方向相反,如圖2所示,大端頭部分及小端頭護(hù)板下面制作墊料,為保證尺寸精度,墊料與模具之間間隙小于3mm;為保證墊料的順利起型,大端頭吊耳處在工藝設(shè)計(jì)時(shí)就將此處讓出來,如圖3所示。
3. 填砂設(shè)計(jì)
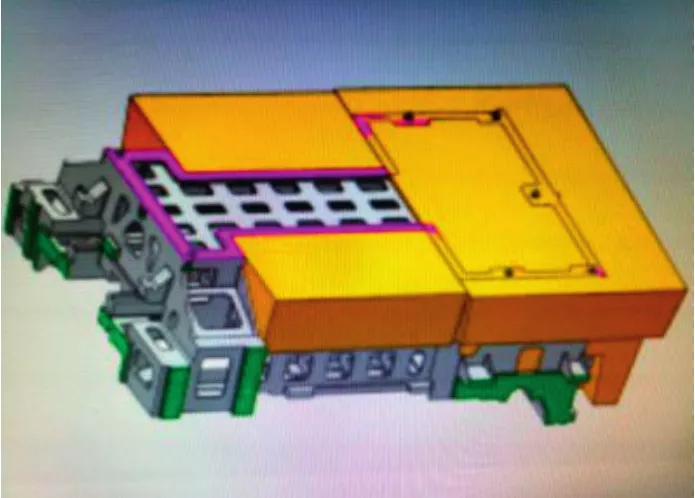
圖2 床身鑄件分型面
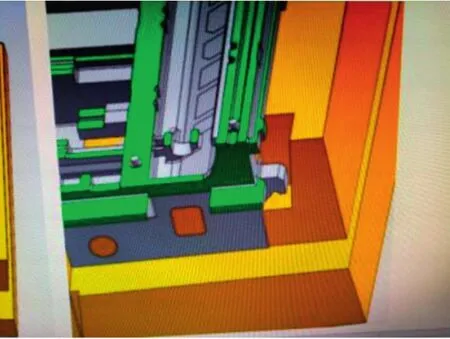
圖3 床身鑄件外圍墊料
由于復(fù)雜的內(nèi)腔結(jié)構(gòu),特別是大端頭橫導(dǎo)軌里側(cè)結(jié)構(gòu)更為復(fù)雜,無法實(shí)現(xiàn)造型一次性填砂,故設(shè)計(jì)切出一塊活料,做V形槽定位防止活料跑偏,先將下面緊實(shí)填好砂再將活料放上繼續(xù)填砂,能夠滿足造型填砂要求,如圖4、圖5所示。
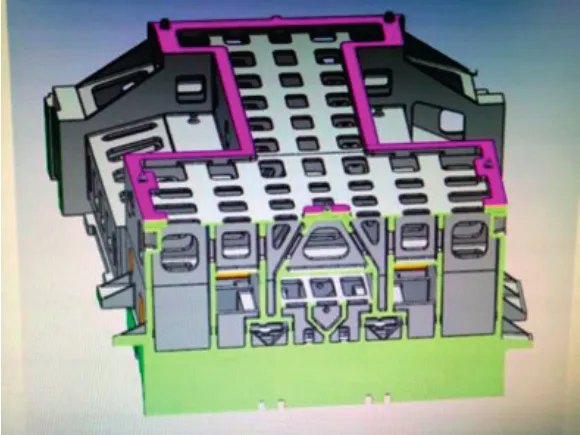
圖4 床身橫導(dǎo)軌背面鑄件結(jié)構(gòu)
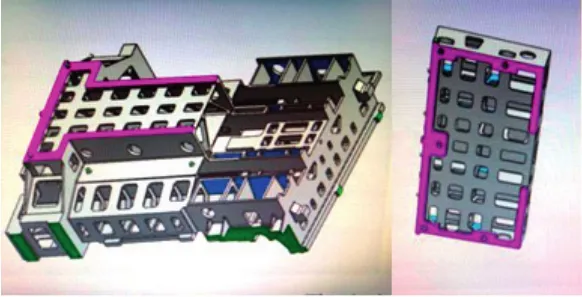
圖5 床身大端頭切出的活料設(shè)計(jì)
4. 澆注系統(tǒng)設(shè)計(jì)
根據(jù)床身的結(jié)構(gòu)特點(diǎn),采用開放式加過濾網(wǎng)的澆注系統(tǒng),其直澆道、橫澆道、內(nèi)澆道的截面積比為1:2:2,澆道全部為紙澆道管,內(nèi)澆道靠近鑄件位置放置過濾網(wǎng),如圖6所示。

圖6 澆注系統(tǒng)設(shè)計(jì)
三、工藝實(shí)施與過程控制
鑄造砂型采用呋喃樹脂自硬砂,型砂各項(xiàng)參數(shù)符合標(biāo)準(zhǔn),如附表所示。
1. 白模
白模是消失模鑄造的基礎(chǔ),其質(zhì)量控制尤為關(guān)鍵。首先,白模加工成形的外觀粗糙度達(dá)標(biāo),模塊之間黏接的料縫≤1.5mm,且用專用膠抹平不外漏;其次,對于變形的檢查,長度1500mm范圍內(nèi)變形量≤2mm;最后是白模的放置需要用墊料支撐,在轉(zhuǎn)運(yùn)過程中務(wù)必小心,注意避免磕碰、損壞。
2. 黑模
(1)施涂 選擇水基石墨涂料,波美度控制在55~60°Bé,如圖7所示;流涂前的白模必須用墊料做好支撐,防止流涂過程中出現(xiàn)變形,使用翻轉(zhuǎn)機(jī)和專用支撐架流涂2遍,不允許直接放置在地面上流涂,如圖8所示;流涂完畢需要檢查流掛性,內(nèi)腔拐角的涂料堆積及大面的涂層厚度,涂層厚度控制范圍:非拐角/熱節(jié)區(qū)域厚度0.8~1.2mm,拐角/熱節(jié)區(qū)域1.5~2.0mm。
(2)烘干 水基涂料流涂檢查合格后,必須要做的是涂料烘干;烘干窯的溫度控制在(50±2)℃,此床身消失模黑模烘干時(shí)間為3天,為保證鑄件不發(fā)生嗆火等缺陷,最終測得消失模含水率≤2.5%。
3. 造型

圖7 涂料波美度控制

圖8 翻轉(zhuǎn)機(jī)流涂
(1)造型前準(zhǔn)備 流涂質(zhì)量、含水率、變形量等關(guān)鍵項(xiàng)經(jīng)過檢測合格后的黑模,可用于造型。首先,進(jìn)行墊料、填料的設(shè)計(jì)與裝配,除工藝設(shè)計(jì)床身外圍墊料外,在內(nèi)腔必須設(shè)計(jì)填料、襯料,以防止在流砂緊實(shí)過程中受壓力導(dǎo)致黑模變形,同時(shí)襯料要求布置合理,既能保證支撐又要能夠順利取出;另外,還需要在外側(cè)方門設(shè)置堵頭,目的是按工藝設(shè)定順序流砂,堵住的位置在下型反轉(zhuǎn)后再流砂。
(2)造型操作 將組好的模型放置在造型平臺(tái)上,按工藝要求配置澆注系統(tǒng),放箱、流砂、造型,要求至少3人同時(shí)緊實(shí)操作,熱節(jié)、易粘砂部位重點(diǎn)緊實(shí),型內(nèi)外同步填砂緊實(shí)。
第一面流砂緊實(shí)后,等待型砂硬化達(dá)到一定強(qiáng)度后,翻箱,第二面填砂緊實(shí),再將床身大端頭切出的部分按定位放好,流砂緊實(shí);選擇床身最高處放置出氣“煙囪”,目的是在澆注過程中消失模汽化產(chǎn)生的氣體最終通過此“煙囪”排出,避免發(fā)生嗆火、炭渣等缺陷。

型砂參數(shù)指標(biāo)
為了防止消失模在型砂里出現(xiàn)吸水、吸潮等問題,造型后的消失模應(yīng)盡快澆注,造型完成到澆注時(shí)間間隔原則上不允許超過12h。
4. 熔化澆注
采用中頻感應(yīng)電爐熔化,化學(xué)成分控制符合內(nèi)控標(biāo)準(zhǔn):不能為了保證實(shí)體硬度而降低碳含量和碳當(dāng)量,應(yīng)通過孕育工藝提高材料質(zhì)量,故此床身化學(xué)成分控制在wC=3.1%~3.2%、wSi=1.7%~1.8%、CE=3.70%~3.80%。又因消失模澆注溫度比普通木模高20℃,綜合鑄件內(nèi)腔結(jié)構(gòu)等因素考慮,最終確定的澆注溫度為1430℃。
四、結(jié)語
通過對大型臥式加工中心床身鑄件進(jìn)行的實(shí)型消失模工藝設(shè)計(jì)、切活料填砂設(shè)計(jì)及關(guān)鍵過程控制等,總結(jié)了生產(chǎn)此類鑄件的鑄造工藝及質(zhì)量的控制要點(diǎn),得到了合格的鑄件,為此類鑄件的批量生產(chǎn)提供了技術(shù)支持。
猜你喜歡
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
