大型鑄鋼件冒口補澆的數(shù)值模擬
2019-01-07 09:31:52楊敬偉
金屬加工(熱加工) 2018年12期
■ 楊敬偉
大型鑄鋼件的材料利用率一直是鑄造工藝人員關注的重點之一,例如大型軋機機架鑄鋼件,凈重動輒上百噸甚至幾百噸,澆注總鋼液重往往比凈重多出接近一倍,因此開展降低冒口體積、提高材料利用率研究非常有意義。保溫冒口套或保溫磚的使用可以在一定程度上增加冒口模數(shù)即減小冒口體積,但普遍認為對于直徑大于1000mm的冒口使用時經(jīng)濟性并不好,因此其在大型鑄鋼件上使用得并不多。傳統(tǒng)上典型的軋機機架冒口設計都是采用直冒口,而直冒口與板形鑄件形成了“丁字筋”結(jié)構,即形成了一個大型的接觸熱節(jié),其最終凝固部位往往在冒口下端與鑄件上表面的位置,如果工藝參數(shù)設計不當或澆注溫度過高,則很容易導致此位置超聲波無損檢測不合格(晶粒粗大),甚至裂紋的產(chǎn)生。
在增加冒口模數(shù)的新技術尚未出現(xiàn)之前,補澆是解決大型鑄鋼件上述問題的一個重要方法,可以在增大冒口模數(shù)的同時讓成分偏析遠離鑄件本體。以往,對冒口補澆的效果人們只能通過想象、以及從生產(chǎn)實踐的結(jié)果反推,本文使用ProCAST軟件對補澆過程進行了模擬仿真,便于鑄造工作者參考借鑒。
1.試驗產(chǎn)品介紹
(1)結(jié)構尺寸與生產(chǎn)工藝試驗產(chǎn)品為某種規(guī)格機架的橫梁部位,毛坯尺寸如圖1所示,圖中剖面線截面為后序建模與網(wǎng)格劃分時所使用的對稱面。在實際生產(chǎn)時,該機架橫梁部位的冒口根部直徑為1300mm,冒口重量為14.5t,鋼液總重為34.4t,此部位對應的鑄件工藝出品率為55%,澆注時一次澆滿,未進行補澆。用外冷鐵隔出末端區(qū)。
(2)鑄件驗收標準 鑄件材質(zhì)為G20Mn5+N,是目前軋機機架廣泛使用的材質(zhì)之一,其化學成分要求如附表所示。
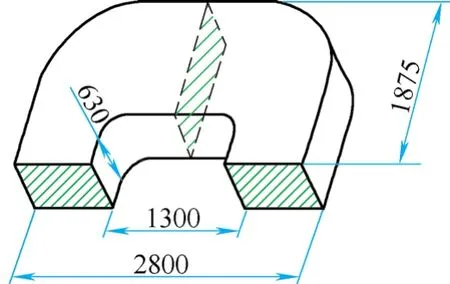
圖1 機架橫梁部位毛坯尺寸
力學性能要求:Rp0.2≥300MPa,Rm≥480MPa,A≥20%,AKV≥50J(20℃時)。超聲波無損檢測的檢驗等級按EN12680一級,質(zhì)量等級按SN320第10部分進行驗收。
2.試驗方案
補澆的工藝參數(shù)主要涉及補澆的材質(zhì)、重量、溫度、澆速與補澆時機。補澆時機會對補澆效果產(chǎn)生較大影響,如果補澆距首次(前次)澆注的時間較短,型腔內(nèi)鋼液的液態(tài)收縮與凝固收縮量很小,后注入的鋼液與型腔內(nèi)已有鋼液瞬間完成均勻混合,實際補澆效果微乎其微;相反,如果補澆距首次(前次)澆注的時間過長,后注入的高溫鋼液只能進入冒口上部的收縮凹陷區(qū),則補澆操作依然起不到作用。

軋機機架要求化學成分 (質(zhì)量分數(shù)) (%)
實際補澆用材質(zhì)均為低C、S、P的材質(zhì),目的是希望能夠減弱冒口下成分偏析,模擬澆注時始終使用的都是同種材質(zhì)。先按照以往鑄造廠補澆的習慣操作,次數(shù)設定為一次,補澆鋼液溫度1590℃,重量為冒口高度的2/5的重量。設定補澆距離首次澆注的時間間隔為2h,觀察補澆鋼液對型腔內(nèi)原有鋼液的溫度場影響,以及對冒口內(nèi)縮孔高度的影響。根據(jù)觀察結(jié)果,優(yōu)化調(diào)整冒口尺寸及補澆方案。
3.數(shù)值模擬與分析
(1)建模與網(wǎng)格劃分 由于3D模型尺寸非常大,為使模擬盡可能接近真實情況以及有效利用計算機資源,筆者將模型網(wǎng)格細劃,并且在機架立柱底部的外冷鐵位置(人為末端區(qū))和機架對稱面將模型做成了1/4對稱處理。為避免鋼液在澆注系統(tǒng)內(nèi)冷卻過快,將澆注系統(tǒng)單獨建模,并且前處理時將其與型砂的界面換熱系數(shù)設為較低值。首次澆注時讓鋼液從澆注系統(tǒng)注入,補澆時讓鋼液從冒口上方注入。
(2)模擬結(jié)果與分析 首次澆高設定為冒口的3/5高度,冷卻2h后進行補澆操作,讓溫度1590℃的同種鋼液從冒口頂部注入冒口內(nèi),澆滿后再次進入冷卻凝固階段。補澆時型腔內(nèi)溫度場如圖2所示,從圖中可以看到,補澆初始時鑄件的凝固率并不高,約為18%,補澆的高溫鋼液與型腔內(nèi)原有鋼液立即均勻混合,隨著補澆的進行,凝固率逐漸降低。最終縮孔判據(jù)(Shrinkage Porosity)預測的縮孔位置與未進行補澆的情況是一致的,即沒有實現(xiàn)通過補澆增加冒口模數(shù)和減弱冒口下偏析的目的。

圖2 間隔2h補澆時型腔內(nèi)的溫度場
(3)優(yōu)化工藝方案 根據(jù)模擬結(jié)果分析,筆者將一次補澆改為兩次補澆并且延長補澆時間間隔。為了提高材料利用率,將冒口根部直徑減小至1100mm,相應地降低冒口高度,同時增加1:10錐度。二次補澆時型腔內(nèi)溫度場如圖3所示,凝固結(jié)束時跟據(jù)縮孔判據(jù)預測的縮孔情況如圖4所示,可以看出縮孔位置是遠離鑄件本體的。調(diào)整后的冒口所需總鋼液重為11t,對應鑄件工藝出品率提高至62%,達到了預期目的。
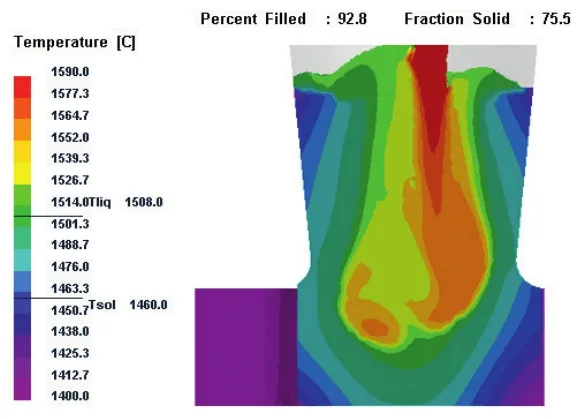
圖3 二次補澆時型腔內(nèi)的溫度場

圖4 凝固結(jié)束時的縮孔位置預測
4、結(jié)語
(1)在增加冒口模數(shù)的新技術尚未出現(xiàn)之前,可以通過優(yōu)化補澆工藝并結(jié)合冒口結(jié)構來提高鑄件成品率。
(2)根據(jù)模擬仿真結(jié)果,發(fā)現(xiàn)以往習慣操作下的補澆冒口僅能起到補充首次澆注時鋼液量的不足,如果想通過補澆實現(xiàn)增加冒口模數(shù)和減弱冒口下偏析的目的,則需要使用多次補澆方案并適當延長時間間隔,以及采取措施避免冒口頂層鋼液過早凝結(jié)成殼。
