管道法蘭焊接變形的火焰矯正
2019-01-07 09:32:04張忠剛孫成武
金屬加工(熱加工) 2018年12期
■ 張忠剛,孫成武
1.問題的提出
正常管道施工,法蘭與鋼管組對焊接變形只要在偏差范圍內(nèi)就可以接受,不會影響管道的安裝,而在管道和設(shè)備維修過程中,由于只更換某一片法蘭或者只更換設(shè)備,難免會出現(xiàn)設(shè)備與管道接管法蘭偏口現(xiàn)象,特別是與機(jī)泵等設(shè)備相連接的法蘭,只通過焊接方法難以精確控制其變形量,來滿足設(shè)備安裝需要。這時,通常會存在以下三個問題:①用焊接方法來解決(即使較好的控制了焊接工藝),往往也一次解決不了。②如用火焰矯形應(yīng)該如何加熱。③火焰矯形是否影響鋼材的使用性能。
2.火焰矯正的原理及特點
(1)原理 眾所周知,金屬材料有熱脹冷縮的特性,當(dāng)局部加熱時,被加熱處的金屬材料受熱而膨脹,但由于周圍溫度低,因此膨脹受到阻礙。此時加熱處金屬受壓縮應(yīng)力,當(dāng)加熱溫度為600~800℃時,壓縮應(yīng)力超過屈服極限,產(chǎn)生壓縮塑性變形。停止加熱后,金屬冷卻縮短,結(jié)果加熱處金屬構(gòu)件長度要比原先的短,因而產(chǎn)生了新的變形。火焰矯正就是利用金屬局部加熱后所引起的新的變形去矯正原先的變形。
火焰矯正的加熱源廣泛采用溫度高、加熱速度快、簡單方便的氧乙炔火焰。
(2)特點 決定火焰矯正效果有四個主要因素:工件的剛性、加熱位置、加熱溫度和加熱區(qū)的形狀。
工件的剛性:工件剛性越大,變形越小;反之,剛性越小,變形越大。
加熱位置:它是成敗的關(guān)鍵因素。加熱位置不正確,不僅起不到矯正作用,反而加重已有的變形。因此,所選的加熱位置必須使它產(chǎn)生變形的方向與焊接殘余變形方向相反,起到抵消作用。通常情況下總是把加熱位置選在金屬結(jié)構(gòu)件較長的,需要收縮的部位。
加熱溫度:加熱部位的溫度必須高出相鄰未加熱部位,且使得受熱金屬熱膨脹受阻,產(chǎn)生壓縮塑性變形。生產(chǎn)中對結(jié)構(gòu)鋼火焰矯正加熱的溫度一般控制在600~800℃之間。現(xiàn)場測溫不方便,一般是用眼睛觀察加熱部位的顏色來判斷加熱的大致溫度。
加熱區(qū)的面積:火焰矯正所獲得的矯正能力與加熱面積成正比。受熱后達(dá)到塑性變形狀態(tài)的金屬面積越大,得到的矯正變形也越大。
3.火焰矯正的實踐
2017年某石化公司制氫裝置K1901氫壓機(jī)氣缸缸體由于裂紋需要更換,新的缸體運至現(xiàn)場后發(fā)現(xiàn)缸體接管與緩沖罐接管間距不合適。盡管在施工過程中采用焊接工藝控制的措施,焊接后緩沖罐接管法蘭與缸體法蘭面的(平行度)偏差仍然差2.4mm(這里由于與轉(zhuǎn)動機(jī)械相連,要求法蘭間隙最大最小值偏差<0.3mm)。因此,現(xiàn)場采用火焰矯形的方法進(jìn)行處理,緩沖罐接管(φ406mm×11mm)法蘭矯形過程,按照下述方法進(jìn)行矯形取得了很好的效果。圖1為接管重新焊接后測量法蘭間隙偏差情況,圖2為現(xiàn)場實測記錄,最大最小差值為2.4mm。
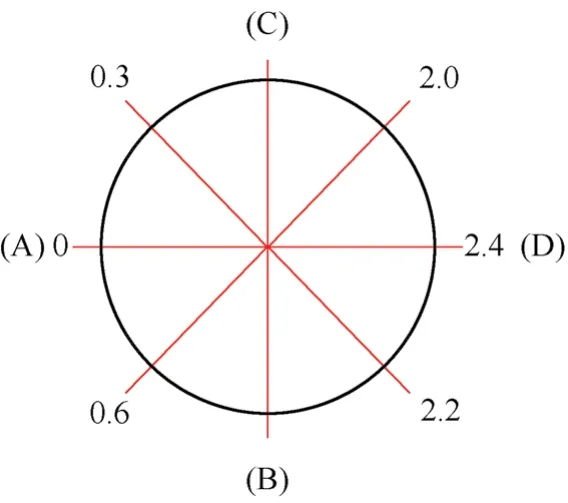
圖 1

圖 2
具體過程如下:①首先在管道上畫出需要加熱的區(qū)域,如圖1為法蘭俯視圖,在B-C-D區(qū)域的管道上畫出曲線(拋物線),D點的加熱范圍最寬,B、C點為加熱范圍最窄。②由兩個人用氣割工具在兩側(cè)同時進(jìn)行火焰上下加熱,加熱溫度在500~600℃(鋼管表面為暗紅色,可參見圖2)。③隨空氣冷卻,待冷卻至室溫后再進(jìn)行法蘭間隙的測量。④圖3、圖4為矯形結(jié)束冷卻后測量結(jié)果及實物圖,在偏差范圍內(nèi),矯形成功。
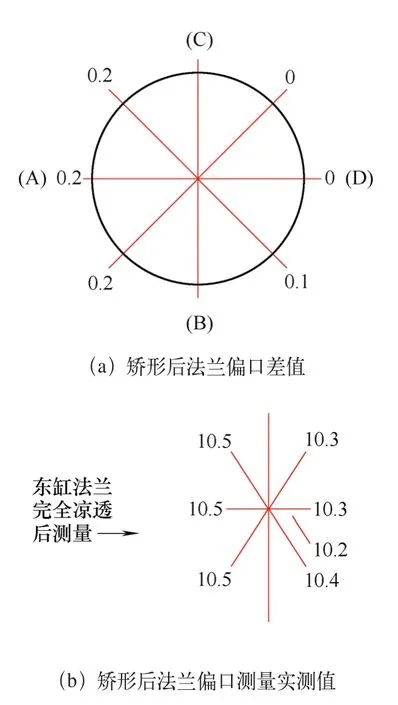
圖 3

圖 4
在上述案例及以后幾次(某石化公司催化裝置油漿換熱器入口管、催化裝置增壓機(jī)入口管線)的法蘭偏口矯形工作中,都取得了較好的效果。
我們總結(jié)了法蘭矯形注意事項如下:
(1)對于法蘭偏口,在矯形前必須對法蘭進(jìn)行預(yù)組對,并對法蘭的間隙進(jìn)行實際測量和記錄間隙的分布,這是進(jìn)行火焰矯形的第一步也是關(guān)鍵一步。以后的確定火焰加熱范圍、溫度、深度時間等都依此進(jìn)行。
(2)間隙測量:應(yīng)將整圈法蘭平均分成8點,或者更多點測量,并標(biāo)注各點的配對法蘭的間隙值,得出最大最小值及其對應(yīng)位置,并按照對應(yīng)位置作為對稱軸,重新劃分圓周,并標(biāo)識好各點的間隙值。
(3)確定火焰加熱范圍:根據(jù)火焰加熱后再冷卻后工件收縮的原理,根據(jù)間隙測量的繪圖,在測量法蘭間隙最小的一側(cè)進(jìn)行火焰加熱,加熱范圍按照連續(xù)加熱半圈為宜,加熱曲線可選擇拋物線區(qū)域。圖5為測得的法蘭間隙值,A點為所測得法蘭間隙的最小值,D點為所測得的法蘭間隙的最大值,圖6所示陰影區(qū)域為火焰加熱區(qū)域范圍。
火焰加熱區(qū)域范圍是火焰加熱的鋼管區(qū)域的橫斷面;其加熱范圍的縱向展開如圖7所示。BC直線代表焊縫所在位置,曲線BAC可參照標(biāo)準(zhǔn)拋物線進(jìn)行繪制,y=-ax+c(a、c>0);且a、c的取值直接與上面測得的法蘭間隙的數(shù)值、材質(zhì)、鋼管的壁厚等參數(shù)相關(guān)。
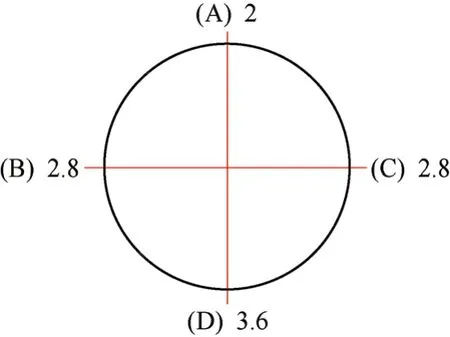
圖 5

圖 6
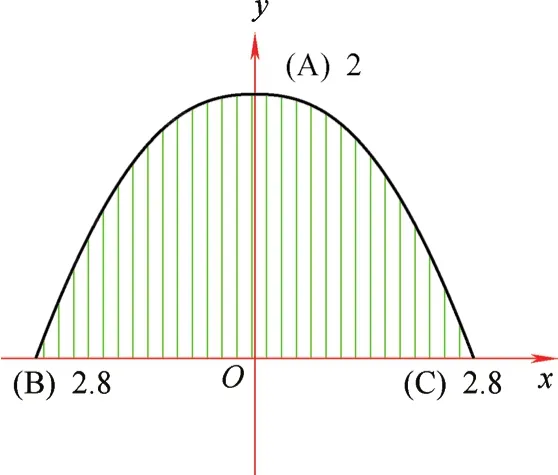
圖 7
(4)加熱溫度:可以根據(jù)材質(zhì)確定,根據(jù)材料不同,可以選擇材料的焊后熱處理溫度或略低于熱處理溫度。加熱時間可不需要太長,一般控制在將加熱區(qū)域溫度均勻,且能夠?qū)⒄麄€壁厚加熱到同一溫度為準(zhǔn)。
(5)加熱方法:一般從B、C點兩側(cè)對稱同時開始向中間加熱,加熱應(yīng)該均勻;加熱后一般應(yīng)采用空冷,通常冷卻速度緩慢,對于奧氏體不銹鋼可選用水冷,加快其冷卻速度。待冷卻到常溫后再進(jìn)行測量法蘭的間隙,如果一次矯形不滿足要求,可以根據(jù)測量情況,稍微調(diào)整加熱范圍,再次加熱,直到間隙偏差符合規(guī)范要求。
(6)管子的矯正還應(yīng)注意以下幾個問題:①熱矯盡量采用回火溫度,薄壁管加熱應(yīng)采用回火溫度厚壁管允許采用正火溫度。②終矯溫度不能終止在兩相溫度區(qū),而應(yīng)高于兩相溫度區(qū),接近正火溫度,或終止在正火溫度,然后進(jìn)行空冷。③管子的熱矯溫度也不允許超過正火矯正溫度上限,以防止過燒。④需控制矯正火焰為輕微的還原性氣氛,不得有氧化性氣氛,以免出現(xiàn)管子的脫碳。一般有經(jīng)驗的操作者,能很好地根據(jù)管子的顏色來判定相應(yīng)的溫度值,但也應(yīng)使用光學(xué)測溫儀隨時檢測溫度,以保證溫度的正確性。
4.結(jié)語
2017年,在某石化公司的制氫裝置緩沖罐接管、催化裝置油漿換熱器配管、催化裝置增壓機(jī)入口管線的施工中,按照上述的方法對法蘭偏口進(jìn)行矯形處理,得到理想的效果,避免焊口重新組對、焊接的工序,保證了施工的質(zhì)量。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
中學(xué)生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學(xué)生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
數(shù)學(xué)小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
