基于曼德里加工中心的環形零件偏心加工方法研究
2019-01-08 01:36:12中國航發沈陽黎明航空發動機有限責任公司俸躍偉
智能制造 2018年7期
關鍵詞:設備
中國航發沈陽黎明航空發動機有限責任公司 俸躍偉
一、引言
目前在國內航空發動機行業購置了許多進口的高級數控機床,新的數控設備具備比較先進的加工功能模塊,但是國內對先進數控機床的應用還停留在比較低級的階段,很多都只應用了該類設備的最基本的功能,導致擁有先進設備而不能發揮其作用,降低了這些設備的利用率和加工效率。如果能夠對這些設備的功能進行開發,有效利用這些進口數控機床的高級功能,則既可以降低機床操作和零件加工的難度,又可以較好地提升設備的有效使用時間,降低設備折舊費率,從而充分的發揮其價值。
二、環形零件通用加工方法
航空發動機主要零部件以環形件為主,且外型復雜,該類環形零件銑加工時通常使用帶旋轉工作臺的四軸以上的加工中心,即機床具有XYZ三個直線軸和一個旋轉工作臺加工設備。采用該類設備對發動機環形零件進行銑加工時,通常的做法是將零件裝夾于工作臺中心,即在裝夾前對零件進行找正,使零件的回轉中心與機床工作臺的旋轉中心重合,如圖1所示,在加工過程中,當機床工作臺旋轉時,零件隨工作臺同步旋轉而不會產生偏心,利用工作臺旋轉,即可完成環形零件上各個型面的加工。該方法編制數控加工程序簡單,加工過程非常直觀,但是對操作工人的技能水平要求較高,需要裝夾零件前對零件位置進行找正,保證零件回轉中心與工作臺旋轉中心同心,并且零件找正過程增加了加工輔助時間,降低設備的實際利用率。
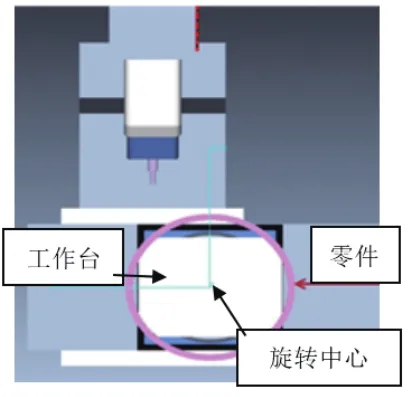
圖1 環形工件常用裝夾方式示意圖
三、MANDELLI1600U機床基本參數和功能
MANDELLI1600U是立臥轉換式四坐標加工中心,數控系統為西門子840D。該機床配備兩個工作臺,可實現機內對刀模塊,能在機床內部完成刀具參數測量并進行刀具破損監控,可實現刀具的實時測量和刀具狀態監控。該設備還配備了雷尼紹在機測量模塊,利用西門子840D控制系統實現機床測量的功能,利用該功能不僅可以完成被加工零件的自動測量,還可實現對工件的加工坐標系自動定位和加工參數補償,從而實現零件與工作臺的不同心加工,節省大量的加工輔助準備時間,大大提高機床的利用率。
四、偏心加工方法研究
1、偏心加工關鍵問題
當零件與機床旋轉工作臺不同心時,工作臺旋轉后零件的各個點位相對于機床坐標系發生變化,因此,要實現偏心加工的關鍵問題,要解決3方面關鍵問題:(1)確定零件回轉中心與工作臺旋轉中心的初始位置關系。(2)確定零件0°位置與機床0°位置的角向關系。(3)工作臺旋轉后零件與工作臺間新的位置關系如何轉換。
2、零件在工作臺上的裝夾
由于MANDELLI1600U配備了兩個工作臺,因此在一個工作臺工作的情況下,可在機床外部在另一個工作臺上進行零件的裝夾,裝夾時無需使零件與工作臺完全同心,只要零件能在工作臺上穩定裝夾即可。為方便零件后續快速確定角向位置,因此裝夾時應將零件角向標記位置(如角向孔)置于Z軸正向,如圖2所示。
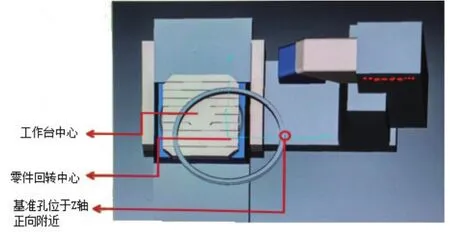
圖2 環形工件偏心裝夾示意圖
3、加工坐標原點的確定
因為零件裝夾時沒有精確找正,角向位置也是通過目視確定,因此零件的回轉中心與機床的位置關系不固定,零件的0°位置與機床的角向關系也不準確。這種情況下就需要使用機床的測量功能,首先利用機床測頭確定工件的角向0°,將0°位置精確旋轉至Z軸正向;再在工作臺旋轉的情況下,利用機床內部測頭檢測零件環形壁上各點位置,再通過機床系統運算功能,自動換算出零件回轉中心與機床坐標系之間的位置關系,并將回轉中心的X、Y初始坐標分別記入系統變量R1和R2。
4、旋轉位置追蹤技術
由于零件回轉中心與機床工作臺不同心,因此,雖然利用機床測量功能確定了零件回轉中心與機床的初始位置關系,但是,當機床工作臺旋轉之后,零件上的各點相對于機床坐標系會發生變化,因此需要引入旋轉追蹤點技術。為實現將零件偏心轉動時的刀具跟隨零件坐標變換,首先必須歸納出零件回轉中心坐標點位旋轉追蹤的數學算法。建立的數序模型,如圖3所示,需要同時滿足以下五點。
(1)建立零件的某一狀態下(工作臺某一點放置、加工角向某一點位置)的第一切削點與第二切銑點空間二維幾何關系。
(2)第一切銑點與第二切削點的幾何關系是否適用于第三切削點與第一切削點的空間二維幾何關系。
(3)待加工區域角向在(0°,-180°)與在(-180°,-0°)范圍內的二維幾何關系是否一致。
(4)零件在工作臺二維平面的X-Z坐標系下的任意象限內的二維幾何關系是否一致。
(5)最終的二維幾何算法是否可以體現后一點對前一點的空間方向性位置關系。
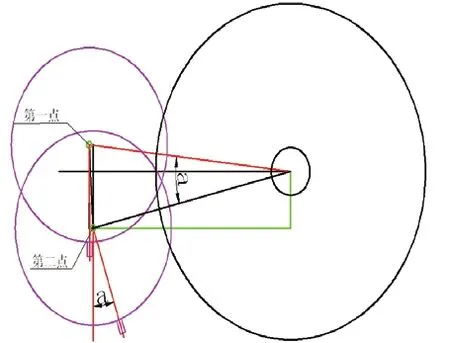
圖3 基本數學幾何模型
根據數學關系圖和數學算法要求,歸納出坐標的數學變換公式:
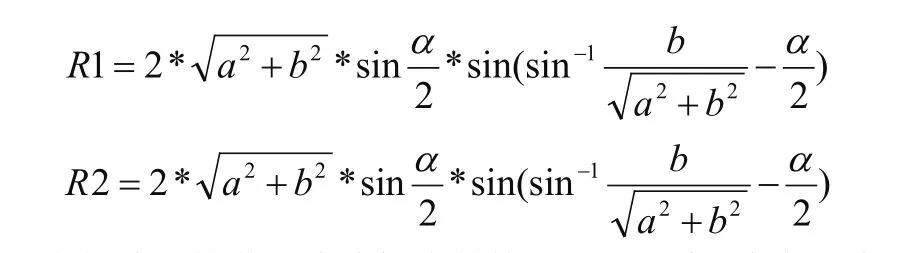
將歸納的數學公式編輯為數控加工子程序,在主程序中,機床每次旋轉工作臺之前都先調用該坐標追蹤子程序,如圖4所示,對加工 程序加工點位進行的內部計算,就可實現對被加工部位追蹤控制和正確加工。
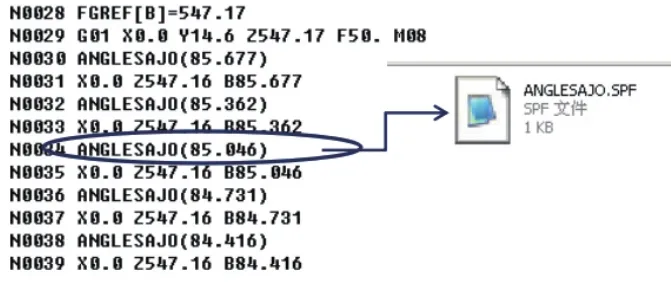
圖4 追蹤子程序調用
五、結語
航空發動機零件型面復雜,因此使用了較多的高級數控加工中心,該類先進的數控設備一般都具有較多先進的功能模塊,掌握這些先進功能可以進一步提高設備的使用價值。通過開發MANDELLI1600U的偏心加工功能,在機床加工運行過程時即可以完成加工前準備工作,可以實現工作臺的直接切換加工且無需人工精確找正,大大提高了該設備利用率,通過機床測量代替人為找正零件,降低了工人操作難度。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00